¶ 切片报告
根据文档中的切片信息,生成一份切片报告,包含材料,层高,填充类型,填充百分比,支撑,打印温度等详细信息,将切片后的设置和Gcode结果导出到报告中,请注意导入的Gcode无法生成报告。
导出的报告为word文档的形式,你需要使用对应的软件才能打开导出的文档。
¶ 功能使用
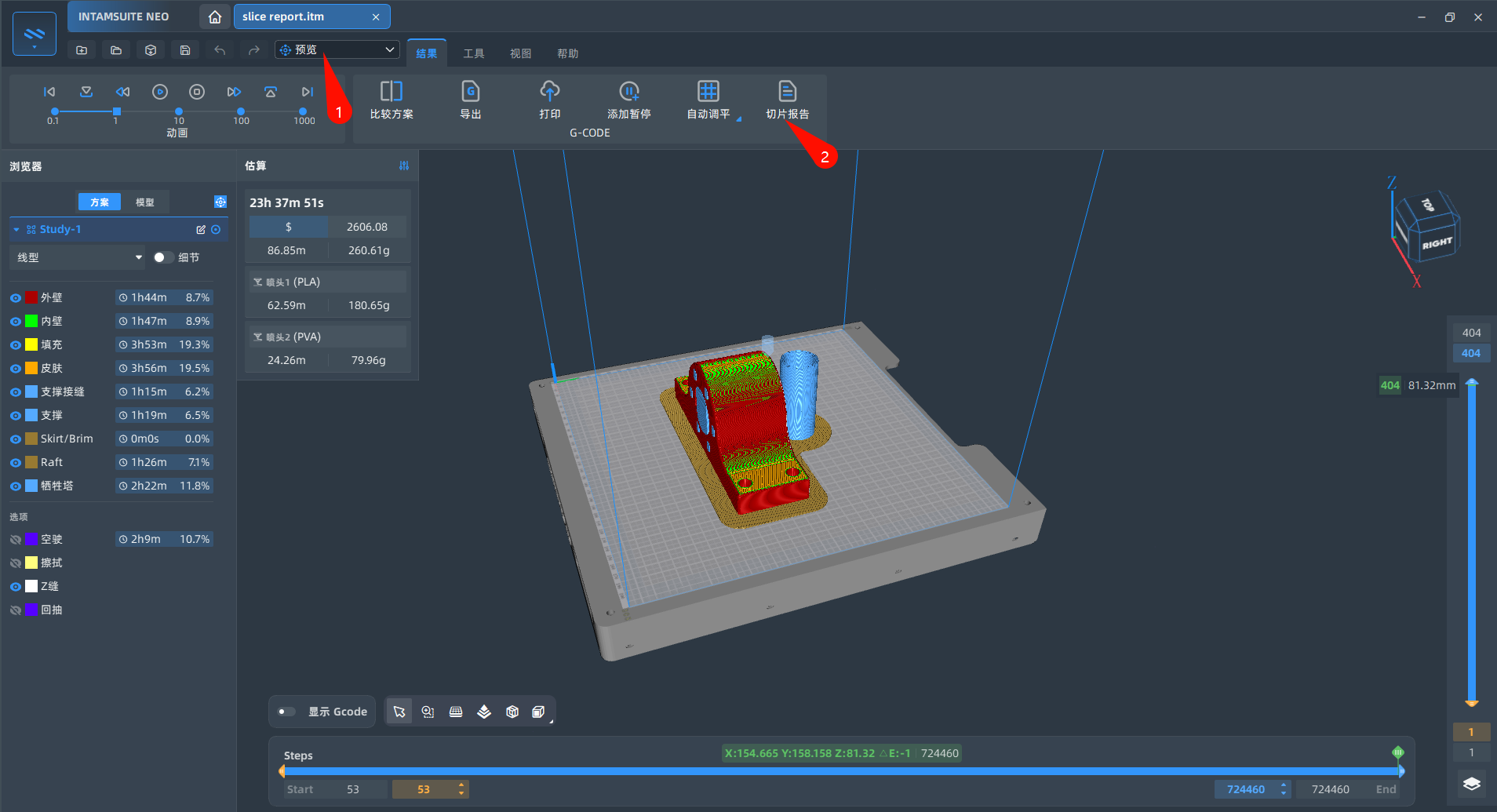
你可以在【预览】-【结果】-【切片报告】使用该功能,具体位置如下:
¶ 参数设置
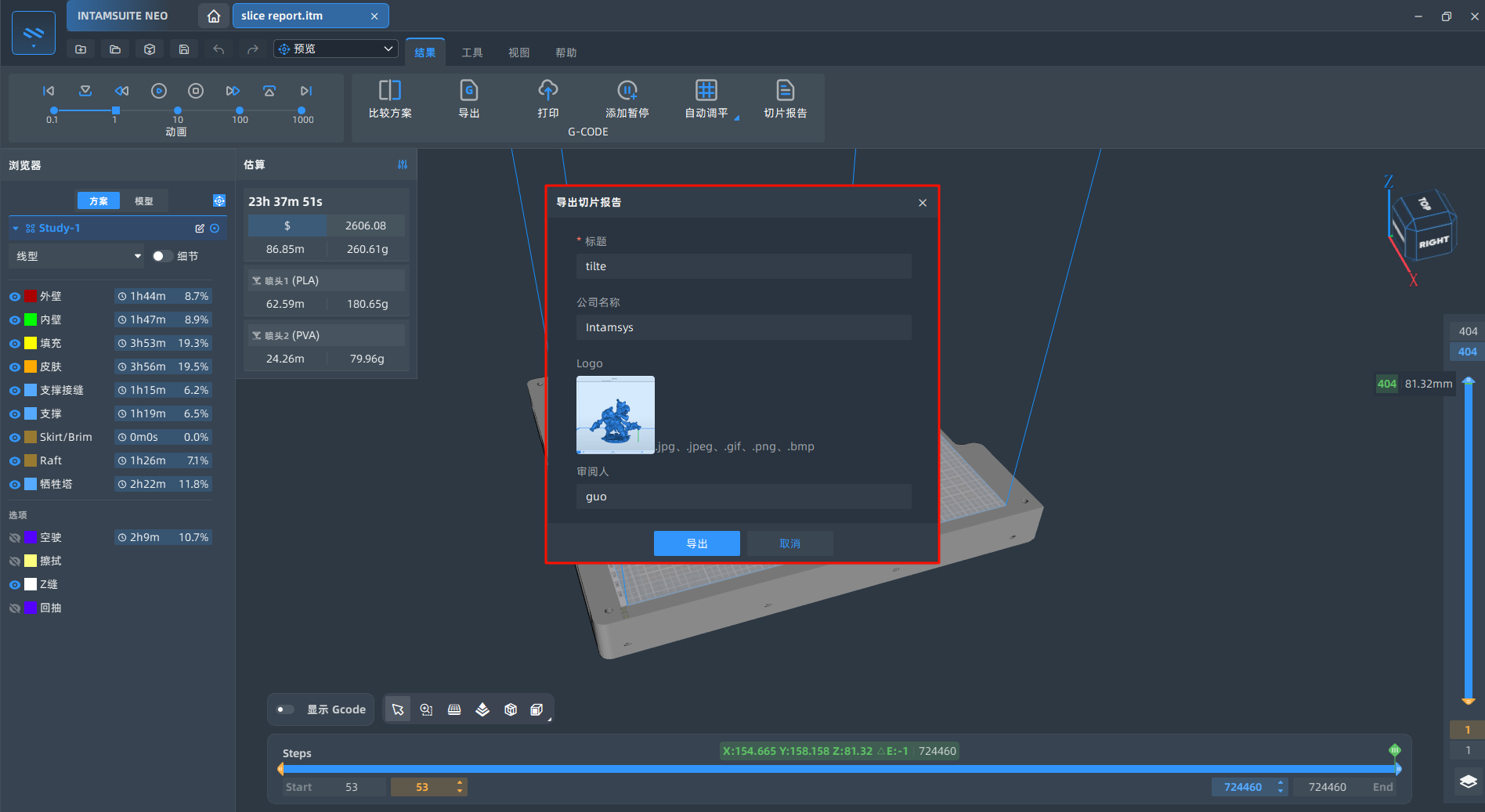
导出报告支持设置 文档标题、公司名称、logo和审阅人信息,填写的信息会自动填写到报告的相关位置;
¶ 切片报告的内容
切片报告包含的内容如下,不同版本可能有所变化,以导出的切片报告为准;
tilte
| 公司名称 | Intamsys | ||||||
| 报告时间 | 2024-06-15 10:13:58 | ||||||
| 项目名称 | Project-1 | ||||||
| 方案名称 | Study-1 | ||||||
| 打印机类型 | FUNMAT PRO 410 G1 | ||||||
| 切片工艺模版 | Balance 0.2mm PLA&PVA | ||||||
| 模型列表 | H.stl | ||||||
| 模型数量 | 1 | ||||||
| 预估打印时间 | 23h 37m 51s | ||||||
| 材料01名称 | PLA | 材料02名称 | PVA | ||||
| 材料01重量 | 180.65g | 材料02重量 | 79.96g | ||||
| 材料01打印温度 | 210.0°C | 材料02打印温度 | 220.0°C | ||||
| 板温 | 40.0°C | 腔温 | 0.0°C | ||||
| 方案截图 | |||||||
|
|
|||||||
| 模型几何 | |||||||
| 层高度 | 0.2mm | ||||||
| 线宽 | 0.4mm | ||||||
| 顶面皮肤层 | 1 | 底面皮肤层 | 1 | ||||
| 顶面层数 | 6 | 底面层数 | 6 | ||||
| 壁面线圈数 | 3 | ||||||
| 填充密度 | 20% | 填充样式 | 三角形 | ||||
| 材料参数 | |||||||
| 材料01名称 | PLA | 材料02名称 | PVA | ||||
| 材料01 流量 | 98% | 材料02 流量 | 98% | ||||
| 材料01 启用回抽 | ON | 材料02 启用回抽 | ON | ||||
| 材料01 启用打印冷却 | ON | 材料02 启用打印冷却 | ON | ||||
| 材料01 X尺寸补偿比 | 100.22% | 材料02 X尺寸补偿比 | 100.0% | ||||
| 材料01 Y尺寸补偿比 | 100.28% | 材料02 Y尺寸补偿比 | 100.0% | ||||
| 材料01 Z尺寸补偿比 | 100.0% | 材料02 Z尺寸补偿比 | 100.0% | ||||
| 附着和支撑 | |||||||
| 底板附着类型 | Raft | ||||||
| 启用自动支撑 | ON | ||||||
| 支撑结构 | 普通 | 支撑悬垂角度 | 45° | ||||
| 启用牺牲塔 | ON | ||||||
| 牺牲塔高度 | 正常高度 | 牺牲塔类型 | 嵌套 | ||||
| 路径优化 | |||||||
| 优化Z缝线 | ON | Z缝对准于 | 指定方向 | ||||
| 打印机参数 | |||||||
| 外壁速度 | 30.0mm/s | 内壁速度 | 60.0mm/s | ||||
| 填充速度 | 60.0mm/s | 空驶速度 | 250mm/s | ||||
| 外壁打印加速度 | 500mm/s² | 内壁打印加速度 | 1000mm/s² | ||||
| 填充打印加速度 | 3000.0mm/s² | 空驶的加速度 | 3000mm/s² | ||||
| 切片结果 | |||||||
| 预估打印时间 | 23h 37m 51s | 预估成本 | 2606.08($) | ||||
| 材料01名称 | PLA | 材料02名称 | PVA | ||||
| 材料01重量 | 180.65g | 材料02重量 | 79.96g | ||||
| 材料01长度 | 62.59m | 材料02长度 | 24.26m | ||||
| 详情 | |||||||
| 线型 | 重量 | 长度 | 时间 | 占比 | |||
| 外墙 | 17.005g | 5891.4mm | 1h 44m 41s | 8.7% | |||
| 内墙 | 33.557g | 11626.2mm | 1h 47m 49s | 8.9% | |||
| 填充 | 75.826g | 26270.6mm | 3h 53m 43s | 19.3% | |||
| 皮肤层 | 39.770g | 13778.6mm | 3h 56m 27s | 19.5% | |||
| 支撑接缝 | 9.988g | 3030.9mm | 1h 15m 5s | 6.2% | |||
| 支撑 | 29.100g | 8831.0mm | 1h 19m 10s | 6.5% | |||
| Skirt/Brim | 0.000g | 0.0mm | 0h 0m 0s | 0.0% | |||
| Raft | 29.942g | 9086.5mm | 1h 26m 29s | 7.1% | |||
| 牺牲塔 | 25.421g | 8337.5mm | 2h 22m 50s | 11.8% | |||
| 回抽 | - | - | 14m 6s | 1.2% | |||
| 空驶 | - | - | 2h 9m 21s | 10.7% | |||
| 切片结果截图 | |||||||
 |
|||||||
| GCode头部信息 | |||||||
| ;START_OF_HEADER ;FLAVOR:Marlin ;GENERATOR.VERSION:4.3.6 ;GENERATOR.BUILD_DATE:2024-06-04 ;TARGET_MACHINE.NAME:FUNMAT PRO 410 G1 ;TARGET_MACHINE.KEY:funmatpro410g1_20240402182753 ;EXTRUDER_TRAIN.0.INITIAL_TEMPERATURE:150.000 ;EXTRUDER_TRAIN.0.MATERIAL.VOLUME_USED:150543.312 ;EXTRUDER_TRAIN.0.MATERIAL.WEIGHT_USED:180.651978 ;EXTRUDER_TRAIN.0.MATERIAL.NAME:PLA ;EXTRUDER_TRAIN.0.MATERIAL.KEY:funmatpro410g1_pla_20240110100032 ;EXTRUDER_TRAIN.0.NOZZLE.DIAMETER:0.40 ;EXTRUDER_TRAIN.1.INITIAL_TEMPERATURE:220.000 ;EXTRUDER_TRAIN.1.MATERIAL.VOLUME_USED:58361.7968 ;EXTRUDER_TRAIN.1.MATERIAL.WEIGHT_USED:79.9556580 ;EXTRUDER_TRAIN.1.MATERIAL.NAME:PVA ;EXTRUDER_TRAIN.1.MATERIAL.KEY:funmatpro410g1_pva ;EXTRUDER_TRAIN.1.NOZZLE.DIAMETER:0.40 ;PRINT.BUILD_TEMPERATURE:40.0000 ;PRINT.CHAMBER_TEMPERATURE:0.00000 ;PRINT.TIME:85071.0000 ;PRINT.SIZE.MIN.X:47.7010 ;PRINT.SIZE.MIN.Y:86.7570 ;PRINT.SIZE.MIN.Z:0.60000 ;PRINT.SIZE.MAX.X:257.298 ;PRINT.SIZE.MAX.Y:218.093 ;PRINT.SIZE.MAX.Z:81.3200 ;PRINT.TOTAL.LAYERS:401.000 ;PRINT.MODE:Regular ;PRINT_TIME.LINE_TYPE.WALL-OUTER:6281.22070 ;PRINT_TIME.LINE_TYPE.WALL-INNER:6469.20752 ;PRINT_TIME.LINE_TYPE.FILL:14023.7792 ;PRINT_TIME.LINE_TYPE.SKIN:14187.9238 ;PRINT_TIME.LINE_TYPE.SUPPORT:4750.73095 ;PRINT_TIME.LINE_TYPE.SUPPORT-INTERFACE:4505.49853 ;PRINT_TIME.LINE_TYPE.RAFT:5189.30517 ;PRINT_TIME.LINE_TYPE.SKIRT:0.00000000 ;PRINT_TIME.LINE_TYPE.PRIME-TOWER:8570.76757 ;PRINT_TIME.LINE_TYPE.TRAVEL:6914.75927 ;PRINT_TIME.LINE_TYPE.RETRACTION:846.810303 ;END_OF_HEADER |
|||||||
| 审核人(签字) | guo | ||||||
|
结束切片报告 |
|||||||