¶ Neo切片软件的基本概念
¶ 切片支持预览的对象
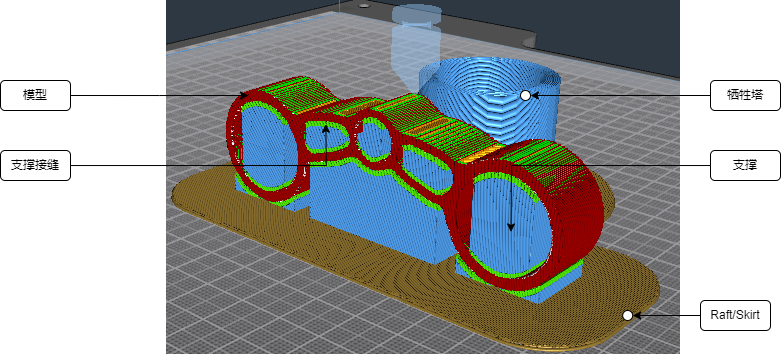
在切片完成后,进入预览环境,通常你会看到以下“对象”组成的模型;
¶ 模型的定义
在模型中,为了更好的控制打印成果,我们对模型进行了顶面、底面和填充等部位的定义,针对相关的部位,你可以进行对应的参数调整。具体如下:
¶ 顶面
顶面有一定数量的顶层和顶层皮肤层来定义,顶层皮肤层的数量可以控制;
¶ 底面
底面有第一层(初始层)、底层皮肤层和其他底层组成;
¶ 填充层
整个模型的高度划分为顶面厚度、底面厚度和填充层厚度;当然模型可能会存在多个顶面和底面,下图是一个最简单的模型示意图;

¶ 支撑的定义
在3D打印中,支撑(Support)的概念是指在打印过程中为悬垂部分或没有直接接触打印床的部分提供临时的结构支撑。这些支撑结构在打印完成后会被去除。没有支撑结构,某些悬垂的部分会因为缺乏底部支撑而坍塌或下垂。支撑结构的使用可以确保打印件的完整性和表面质量。
¶ 支撑结构的主要概念
支撑材料:支撑结构通常使用与主打印材料相同的材料打印,不过也可以使用可溶解的支撑材料(如PVA或HIPS),这些材料可以在后处理中通过溶液去除。
支撑生成:在切片软件中,用户可以设置是否自动生成支撑结构,以及调整支撑结构的密度、接触点和形状。
¶ 常见的支撑形式
树状支撑(Tree Supports):
- 特点:像树枝一样,支撑从打印床向上生长,逐渐分叉到需要支撑的区域。
- 优点:节省材料和减少支撑与模型接触点,易于去除。
- 适用场景:复杂的悬垂和多分支的模型。
线性支撑(Linear Supports):
- 特点:直接从打印床向上延伸到需要支撑的区域,通常是垂直的柱状或格栅状结构。
- 优点:生成快速,提供良好的支撑力。
- 缺点:去除时可能对模型表面造成损伤。
- 适用场景:简单的悬垂和直线型的模型。
自定义支撑(Custom Supports):
- 特点:用户手动在切片软件中添加支撑,精确控制支撑位置和形状。
- 优点:灵活性高,节省材料,只在需要的地方添加支撑。
- 缺点:需要更多的设计时间和经验。
- 适用场景:复杂模型,需要精确控制支撑位置。
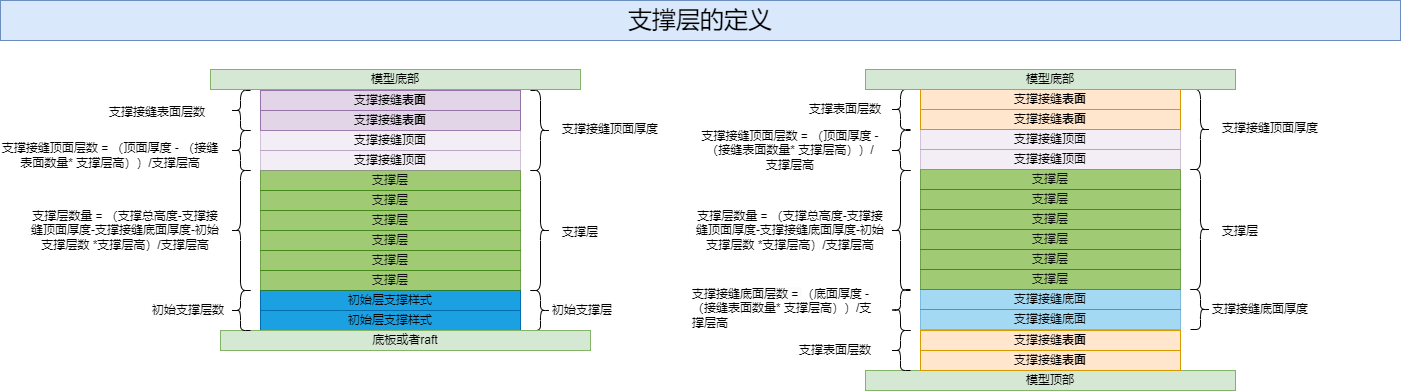
¶ 支撑接缝
在3D打印中,支撑接缝(Support Interface 或 Support Contact Surface)指的是支撑结构与模型之间的接触面。这是支撑结构直接与打印件的悬垂部分接触的地方,起到支撑和稳定模型的作用。在打印过程中,支撑接缝的设计和处理对最终打印件的质量和支撑的去除难易程度有很大的影响。合理设计和设置支撑接缝是确保打印件质量和易于后处理的重要因素。不同的模型和打印材料可能需要不同的支撑接缝设置,因此在打印前进行一些测试和调整是很有必要的。
¶ 打印特征定义
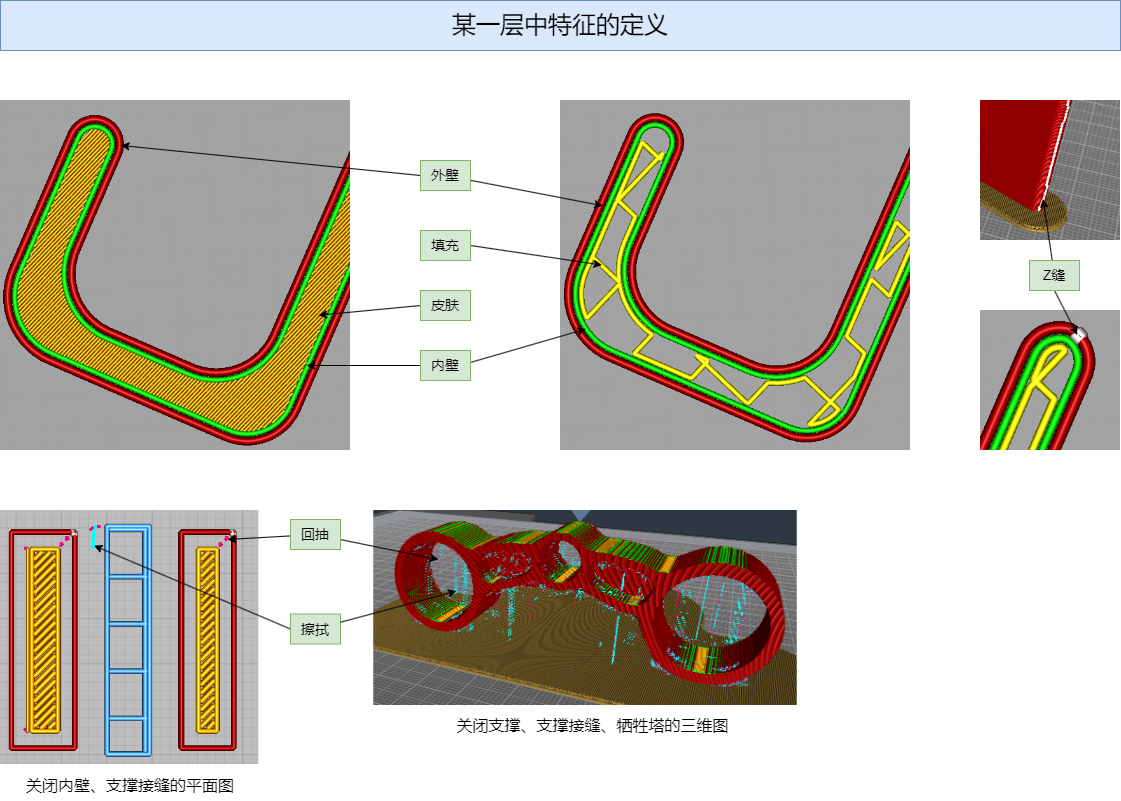
在3D打印中,理解外壁、内壁、填充、Z缝和皮肤层的概念对于优化打印质量和结构强度非常重要。以下是这些概念的详细解释:
¶ 外壁(Outer Wall/Perimeter)
- 定义:外壁是3D打印模型的最外层结构,也称为外周边。它是直接暴露在外部的部分,影响打印件的外观和表面质量。
- 设置:在切片软件中可以设置外壁的厚度(通常由几层组成),增加外壁层数可以提高模型的表面光滑度和强度。
¶ 内壁(Inner Wall/Perimeter)
- 定义:内壁是位于外壁和填充之间的结构,用于增加模型的强度和稳定性。
- 设置:内壁通常也是由多层组成,可以在切片软件中调节内壁的数量。更多的内壁层数会增加模型的强度,但也会增加打印时间和材料消耗。
¶ 填充(Infill)
- 定义:填充是指模型内部的结构,通常是网格状,用于提供内部支持并保持模型的整体强度。填充的设计可以在提供强度的同时减少材料使用和打印时间。
- 设置:填充密度(通常以百分比表示)和填充图案(如正方形、六边形、三角形等)可以在切片软件中设置。较高的填充密度会增加模型的强度,但也会消耗更多材料和时间。
¶ Z缝(Z Seam)
- 定义:Z缝是每一层打印的起始和结束点,也就是打印机在每一层开始和结束时的位置。由于喷嘴在这些点上会有略微的停顿,可能会造成小突起或缝隙,影响表面光滑度。
- 设置:切片软件通常允许用户指定Z缝的位置,可以选择随机位置、隐藏在模型的角落或边缘,或者沿着模型的一条线分布,以尽量减少对外观的影响。
¶ 皮肤层(Skin Layer)
- 定义:皮肤层是指模型顶部和底部的实心层,也是模型表面的最外层。皮肤层覆盖在填充之上,提供一个平滑的表面。
- 设置:皮肤层的厚度和层数可以在切片软件中设置。较厚的皮肤层会提高表面质量和模型的刚性,但也会增加打印时间。
¶ 回抽(Retraction)
当打印机需要从一个点移动到另一个点而不进行挤出时,打印机会在移动前将一定量的熔融材料从喷嘴中回抽。这个动作减少了喷嘴中的压力,防止材料继续流动。
¶ 擦拭(Wiping)
擦拭是指在回抽完成后,打印头在喷嘴处进行一个短暂的水平移动,以在新的打印位置之前清理掉任何残留的材料。这有助于进一步减少拉丝和多余的细丝。
通过合理设置这些参数,可以在确保结构强度的同时优化打印时间和材料使用,并且提高最终打印件的表面质量和美观度。不同的模型和应用场景可能需要不同的设置,因此在打印前进行一些测试和调整是很有必要的。
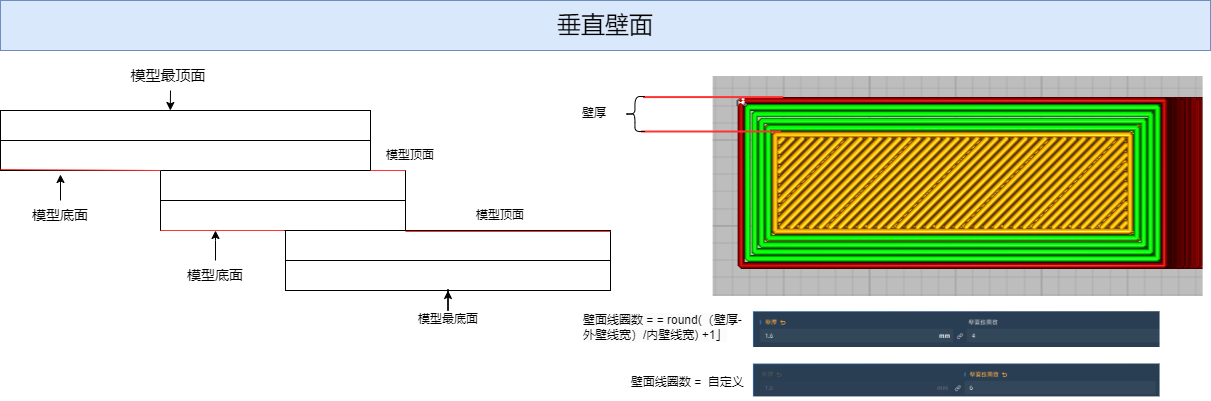
¶ 垂直壁面
在3D打印中,垂直壁面指的是那些直立的墙面部分,与打印床平行并且通常垂直于X-Y平面。这些壁面相对于水平层有90度的角度,是3D打印模型中常见的一个几何特征。垂直壁面的打印质量很大程度上取决于打印机的精度、打印速度、喷嘴温度以及其他打印参数设置。
垂直壁面的打印对于3D打印来说通常比悬垂壁面简单,因为每个新的层都是直接建立在下一层之上的,这为材料提供了稳定的支撑。然而,打印垂直壁面仍有一些注意事项:
1. 层厚:层厚对打印垂直壁面的效果有很大影响。较薄的层厚可以产生更平滑的墙面和更精细的细节,但会增加打印时间。
2. 打印速度:较低的打印速度可以提高垂直壁面的打印质量,因为它允许材料在被添加到模型上时有更多的时间冷却和固化。
3. 冷却:适当的冷却对于打印细长的垂直壁面尤为重要,因为它帮助层之间快速固化,防止塌陷和变形。
4. 壁厚:在切片软件中设置的模型壁厚会影响打印墙面的强度和刚性。根据需要打印的对象,可能需要增加壁厚以确保足够的结构强度。
5. 喷嘴直径:喷嘴直径决定了打印线宽,进而影响打印垂直壁面的质量。较小的喷嘴可以打印更精细的细节,但同样会增加打印时间。
6. 填充:对于实体垂直壁面,合适的填充密度和图案可以增加墙面的稳定性,防止墙面在受到外力时开裂或弯曲。
垂直壁面可能在打印细节或边缘时产生一些问题,比如振荡或回响,这些可以通过调整打印机的机械稳定性或改变打印参数来解决。正确设置切片软件中的参数对于确保垂直壁面的质量至关重要。
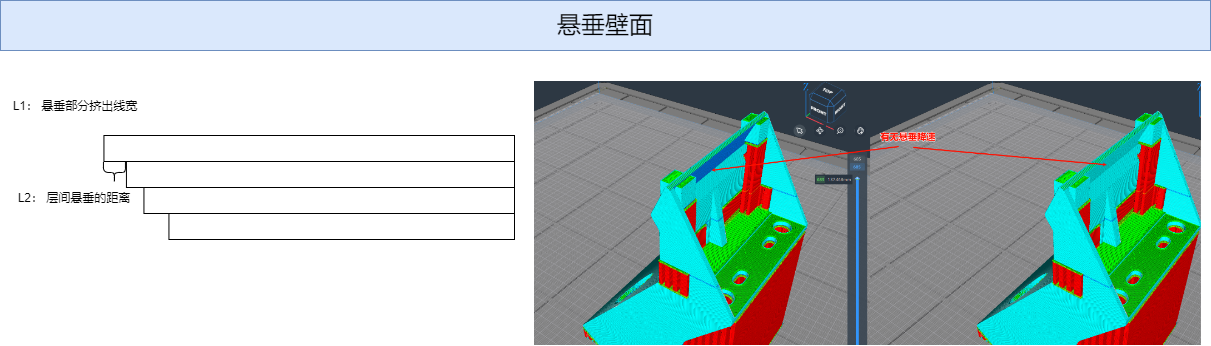
¶ 悬垂壁面
在3D打印中,悬垂壁面(Overhang)是指打印模型中那些没有直接支撑的部分,通常是相对于低于45度以上的角度倾斜的结构。这些结构在打印过程中可能会遇到一些挑战,因为打印材料需要有足够的支撑来保持形状并避免坍塌。
在切片软件中,用户可以调整各种参数来优化悬垂壁面的打印。例如,可以设置支撑结构的密度、接触点、移除难度等。通过合理调整这些设置,用户可以更好地应对悬垂壁面的挑战,确保打印件的整体质量和稳定性。
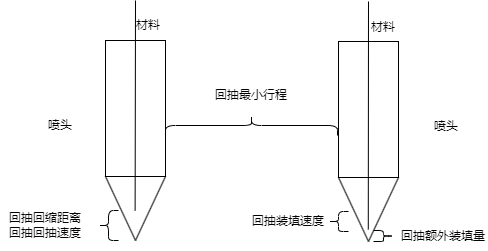
¶ 回抽
在打印过程中工具头不断地在移动,通常都会存在大量的空驶路径,而我们不希望喷嘴在空驶的过程挤出耗材。然而由于喷嘴的温度和内部的压力,熔融的耗材丝仍可能会从喷嘴中渗漏出,从而在打印件上留下拉丝的现象。而回抽设置则可以帮助您减轻和缓解打印过程中拉丝的现象。通过在工具头空驶移动之前提前将一些耗材丝从打印机的热端中抽回,可以降低热端中熔融耗材的压力,从而降低在空驶路径上拉丝的几率。回抽通常发生在空驶移动之前,在空驶移动结束时,耗材丝将被再次装填回热端,使其正常流动确保打印件不会挤出不足。
¶ 附着
在3D打印中,确保模型的第一层可靠地附着到打印床上是成功打印的关键。不同的附着形式(Adhesion Types)可以帮助解决打印过程中可能遇到的翘边、脱离和第一层粘附不良等问题。以下是3D打印中几种常见的附着形式:
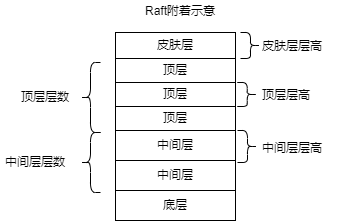
¶ Raft
在3D打印中,使用 Raft有几个主要原因,尤其是在打印过程中涉及到基底黏附性和打印质量时:
1. 改善基底附着:Raft 在打印对象底部生成一层或几层额外的材料,以增加打印对象与打印平台之间的附着力。这对那些基底附着力较差的材料或形状复杂的对象特别有用。
2. 减少翘曲:某些材料(如ABS)在冷却过程中容易翘曲。Raft 可以在打印对象和打印平台之间形成缓冲层,减少由于收缩导致的翘曲。
3. 平整不均匀的打印平台:如果打印平台表面不完全平整,Raft 可以在初始几层中填补这些不平整的区域,从而提供一个更平整的打印基础。
4. 改进底部表面质量:打印对象的第一层通常直接接触打印平台,这可能会导致底部表面质量不佳。使用 Raft,可以使打印对象的底部表面更加平整和光滑,因为对象本身的底部并不直接接触打印平台,而是接触 Raft。
5. 减少底部缺陷:在打印开始时,由于喷嘴尚未达到最佳状态,挤出的材料可能会有不均匀现象。Raft 可以帮助避免这些初始缺陷影响打印对象本身。
在切片软件中,Raft 的设置通常可以自定义,包括层数、层厚、填充密度和与打印对象的间距,以便用户根据具体的打印需求进行调整。这些设置可以帮助优化 Raft 的效果,从而提高打印质量和成功率。
¶ Skirt(裙边)
定义: Skirt 是指在模型周围打印的一圈或多圈无接触的外围线。这些线段只是在模型外周围打印,不与模型本身相连。
目的:
- 热床调平和流量校准:Skirt可以帮助确保打印头在开始打印模型之前达到工作温度,并校准材料流量,防止打印过程中出现材料不足或过多的问题。
- 清洁喷嘴:在打印模型之前,Skirt可以帮助清除喷嘴中的残余材料,确保打印开始时材料顺畅挤出。
- 观察第一层粘附情况:Skirt提供了一个机会,让用户在开始打印模型之前观察第一层的粘附情况,确保打印床调平正确。
主要参数:
- Skirt线数(Skirt Line Count):指在模型周围打印的Skirt线的圈数。较多的圈数可以提供更多时间来调整打印参数和确认第一层粘附情况。
- Skirt距离(Skirt Distance):指Skirt线与模型的距离。较近的距离有助于更准确地检测第一层的状态。
- Skirt高度(Skirt Height):指Skirt的层数,通常设置为1层,因为其主要目的是用于打印初始阶段的准备工作。
¶ Brim(附边)
定义: Brim 是指在模型底部周围打印的一层或多层与模型相连的扩展边缘。Brim与模型的第一层是连在一起的。
目的:
- 提高第一层粘附性:Brim通过增加模型底部的接触面积,提高模型第一层对打印床的粘附性。这对于有较小接触面积或形状复杂的模型特别有效。
- 防止翘边(Warping):Brim可以帮助防止模型在打印过程中由于冷却收缩引起的翘边问题,特别是对于ABS等容易翘曲的材料。
- 稳定小部件:对于那些底部接触面积很小的部件,Brim可以提供额外的支持,防止打印过程中部件脱离打印床。
主要参数:
- Brim宽度(Brim Width):指Brim扩展到模型外部的宽度,通常以线数或毫米数表示。较宽的Brim可以提供更多的粘附面积。
- Brim层数(Brim Layers):指Brim的层数,通常是1层。这是因为Brim的主要目的是增强第一层的粘附性,而不是提供结构支持。