¶ 路径优化
¶ 自适应线宽
自适应线宽(Adaptive Line Width)是一种3D打印技术,通过动态调整每层打印路径的线宽以优化打印质量和效率。这项技术在特定应用场景下非常有用,比如填充空隙、提高打印速度和增强打印件的结构强度。以下是自适应线宽的主要作用、原理和实际应用:
¶ 主要作用
填补空隙:
- 在打印某些复杂结构时,标准固定的线宽可能无法完全填满所有区域,导致一些小空隙或不完整的填充。自适应线宽可以动态调整线宽来填补这些空隙,确保打印件的完整性和强度。
优化打印速度:
- 通过调整线宽,自适应线宽技术可以减少打印层数,进而加快打印速度。比如在内部填充区域,可以使用较宽的线宽来加快填充过程。
增强结构强度:
- 自适应线宽可以根据需要调整线宽,以增强打印件的某些关键部位的结构强度。例如,在需要高强度的部分可以使用更宽的线宽,而在细节部分则使用较窄的线宽,以确保细节的精度。
提高打印质量:
- 通过根据路径的复杂性和几何形状动态调整线宽,自适应线宽可以减少过度挤出或不足挤出的风险,从而提高打印质量和平滑度。
¶ 参数设置
| 参数名称 | 参数含义 | 对比图 | |
|---|---|---|---|
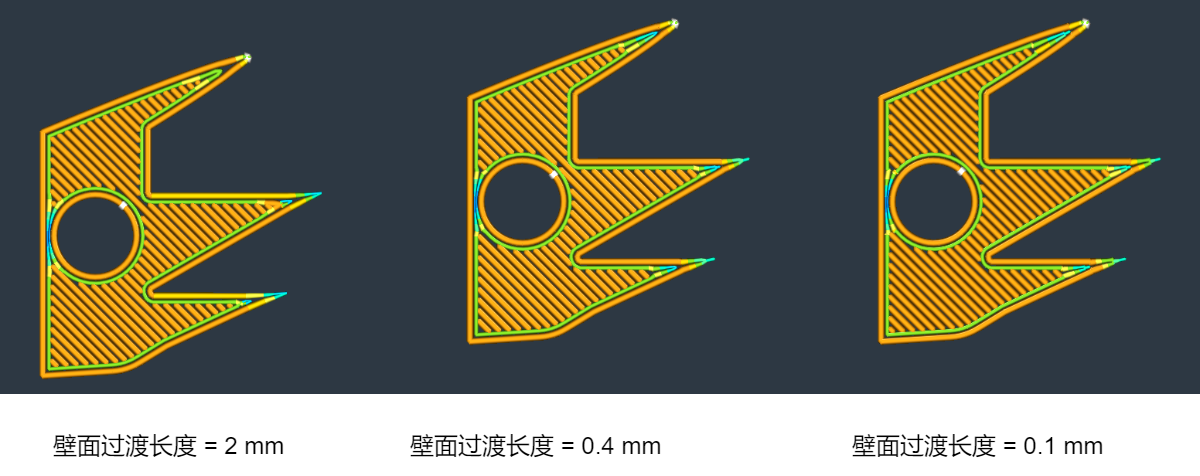
| 1 | 壁面过渡长度 | 在某些情况下,当模型变薄时,无法使用常规线宽打印模型的墙体。为了解决这个问题,墙壁的线宽需要在填充模型所需的墙体数量之间进行过渡。墙壁过渡长度允许指定每部分的长度,以便在分割线条之前进行调整。 |
 |
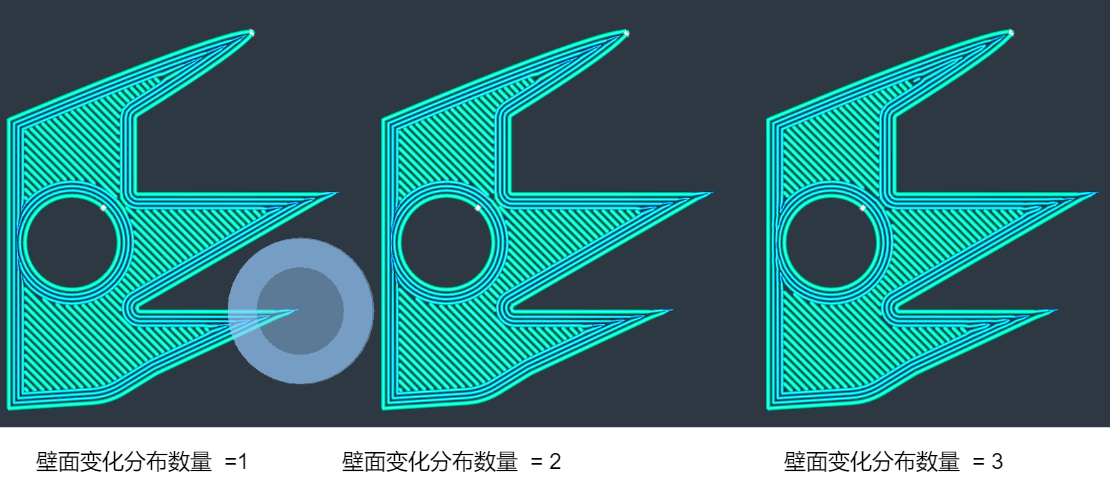
| 2 | 壁面变化分布数量 | 从中心开始数的壁面数量,在这些壁上需要使用变线宽,较低的数值意味着外壁面的线宽不做改变而只改变内壁线宽。 |
 |
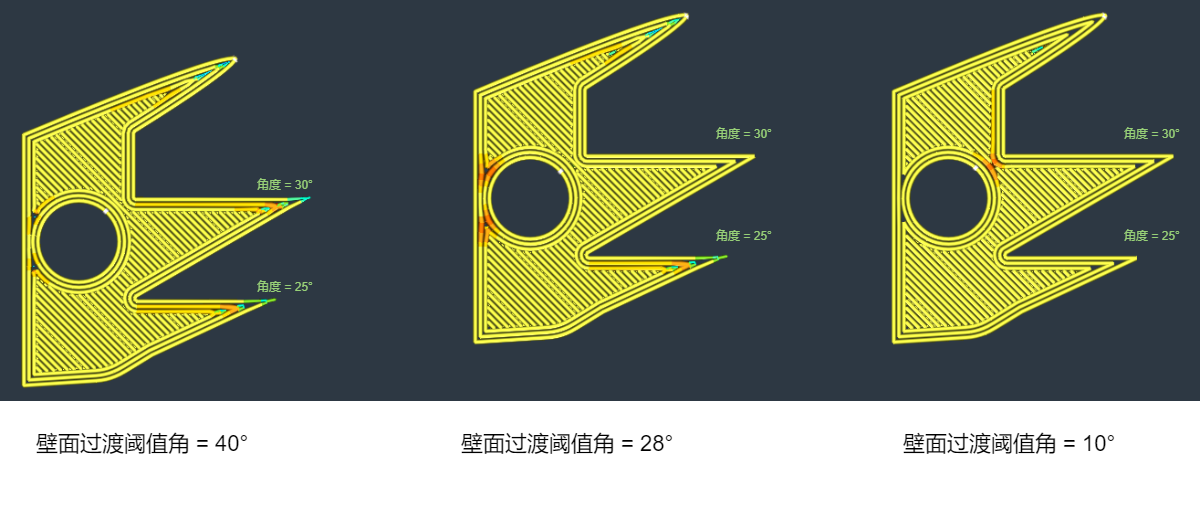
| 3 | 壁面过渡阈值角 | 何时在偶数和奇数墙壁之间创建过渡。角度大于此设置的楔形形状将不会有过渡,并且不会在中心打印墙壁以填充利余空间。减少这个角度可以减少这些中心壁的数量和长度,但可能会留下空隙或过量挤出。 |
 |
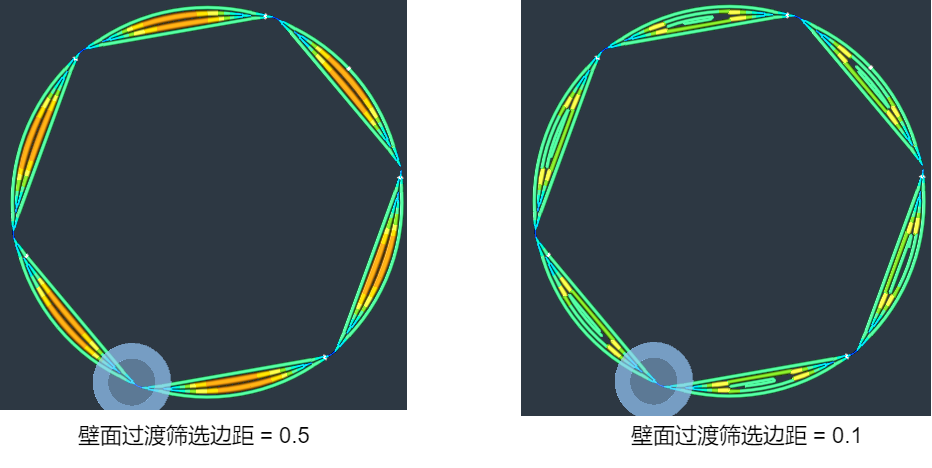
| 4 | 壁面过渡筛选边距 | 打印可变线宽时,线需要从一个宽度过渡到另一个宽度。这些宽度之间的过渡可以在短距离或长距离内完成。增加此边距可减少过渡次数、行程次数以及打印开始和停止次数。然而,较长的过渡和线宽变化可能会导致拉伸不足或过度拉伸问题。 |
 |
| 5 | 最小壁面线宽 | 对于壁厚介于一倍或两倍喷嘴大小的薄壁结构,需要改变线宽以保证模型壁厚尺寸。此设置控制允许的最小线宽。最小线宽在某种程度也决定了最大线宽。因为我门从N面墙过渡到N+1面墙,在某些几何厚度下,N面墙很宽,N+1面墙很窄。最宽的墙线宽是最小墙线宽的两倍。 |
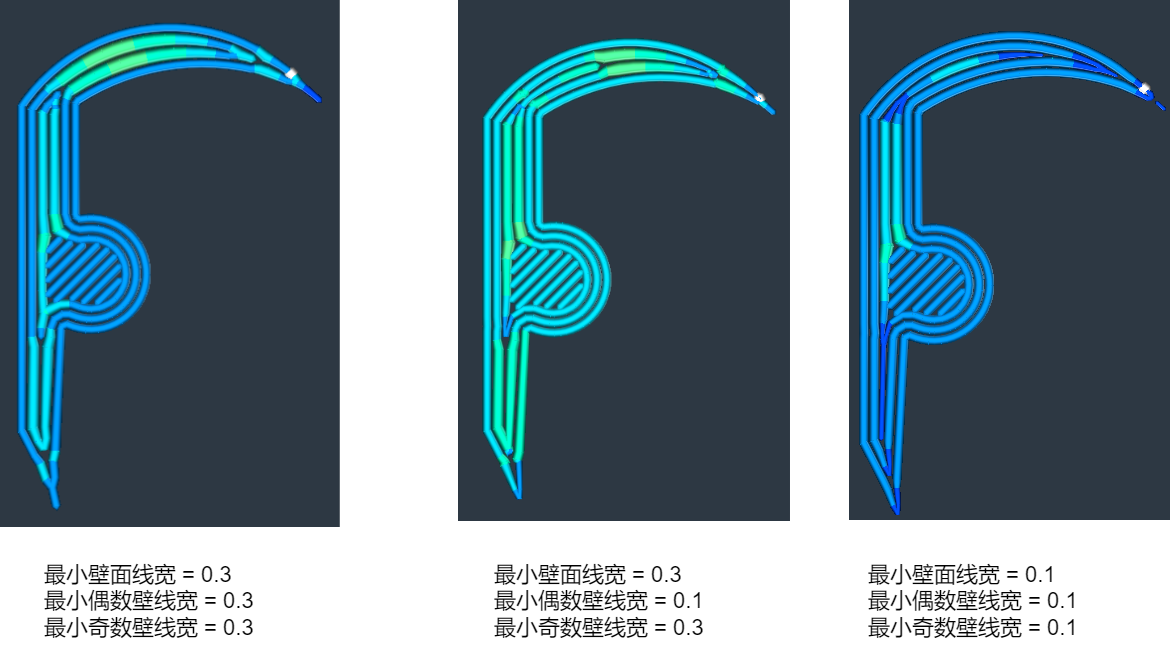 |
| 6 | 最小偶数壁线宽 | 这个设置决定了我们从打印单条薄壁线切换到打印两条薄壁线的模型厚度。更高的最小值和壁线宽度导致更高的最大值。最大偶数墙线宽度计算为外墙线宽度+0.5*最小奇数墙线宽度。 | |
| 7 | 最小奇数壁线宽 | 从直线上移除中间点时允许的最大挤出面积偏差。中间点可能是长直线上的宽度变化点。因此,如果移除中间点,会使直线具有均匀的宽度,并因此损失(或增加)一点挤出面积。如果增大该值,您可能会发现直线平行壁之间有轻微的挤出不足(或过多),因为有更多的中间宽度变化点被允许移除。打印精度会降低,但G代码会变小。 | |
| 8 | 最大挤出区域偏差 | 这个设置决定了我们在多大壁厚时,从打印两条壁线切换到打印两个外壁加一个中间的单个中心壁。较高的最小奇壁线宽度导致较高的偶数壁线宽。均匀壁线宽度。最大奇数墙线宽度计算为2*最小偶数墙线宽度。 |
¶ Z 缝
Z 缝(也称为 Z 线或拉链)是指每层变化开始和结束时在 3D 打印表面上留下的垂直缝隙。在圆柱形或曲面物体上,这种缝隙通常更加明显。Z 缝会影响打印件的美观,有时还会影响结构完整性,因此有效地管理它对于高质量打印至关重要。
¶ 主要作用和考虑因素
视觉外观:
- Z 缝在光滑表面上最为明显,会影响打印件的整体美观。将缝隙置于不太显眼的地方可以改善整体外观。
结构完整性:
- 缝隙位置不当可能会在打印件中形成弱点。确保缝隙分布均匀可以有助于维持物体的强度。
打印质量:
- 管理不当的 Z 缝可能会导致表面出现斑点、痕迹或其他缺陷。细化缝隙设置可以帮助减轻这些问题。
¶ 如何处理Z缝
大多数切片软件都提供了控制和优化 Z 缝位置和影响的设置。以下是一些常见的技术:
缝隙隐藏(随机或对齐):
- 随机:在每层的不同位置随机放置缝隙,使其均匀分布在表面上。这可以使缝隙不太明显,但可能引入表面瑕疵。
- 对齐:在打印件侧面沿直线放置缝隙。这使缝隙更加明显,但便于后期处理(例如打磨)。
缝隙定位:
- 背面或角落:将缝隙放置在打印件的背面或角落,不太显眼的地方。
- 自定义缝隙位置:一些切片软件允许您设置特定位置的缝隙,提供更多控制权。
擦拭和回抽设置:
- 擦拭:在完成一层后稍微移动喷嘴,以减少缝隙处的斑点。
- 回抽:在移动喷嘴前稍微回抽丝材,减少拉丝和斑点。
¶ 参数设置
| 参数名称 | 参数范围 | 参数含义 | 对比图 | |
|---|---|---|---|---|
| 1 | 优化Z缝线 | 优化Z缝线。 | ||
| 2 | 擦拭回抽模式 |
擦拭时不回抽 先回抽再擦拭 边擦拭边回抽 |
擦拭和回抽相互配合的模式。 擦拭时不回抽 ;WIPE_START ~~~~~~ 边擦拭边回抽 G1 X347.988 Y258.443 E303.73363 ~~~~~~~~ 先回抽再擦拭 ;WIPE_START |
|
| 3 | Z缝对准于 |
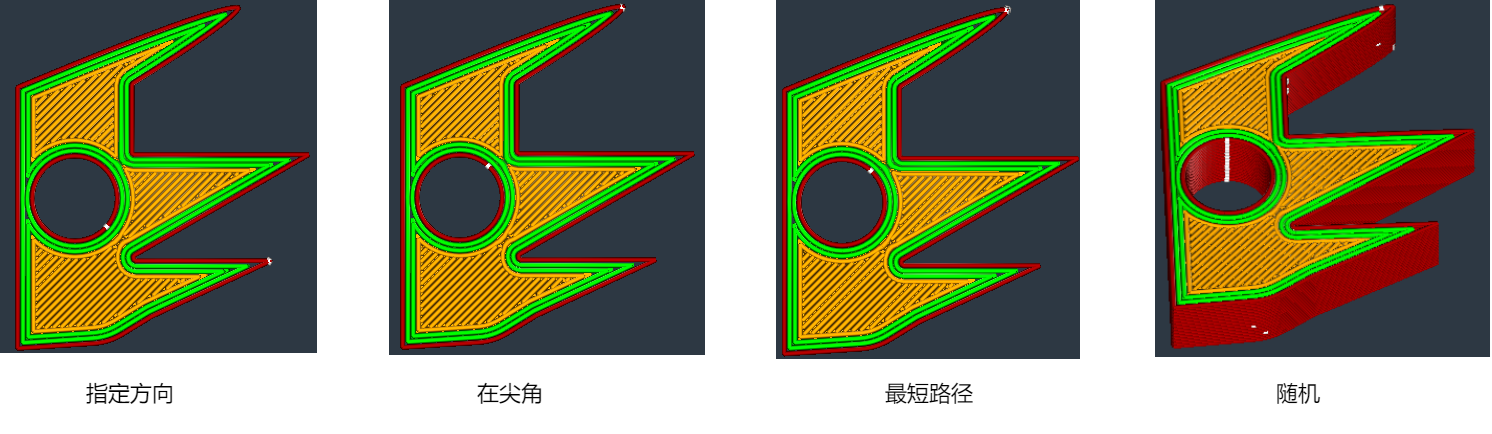
在尖角 指定方向 最短路径 随机 |
每一层层中路径的起始点。当连续层中的路径从同一点开始时,打印上会显示一条竖直Z缝。当将他们在用户指定的位置附近对齐时,接缝是最容易去除。当随机放置时,路径开始处将会分散不那么明显。当选择最短路径时,打印速度会更快。 |
 |
| 4 | Z缝位置 |
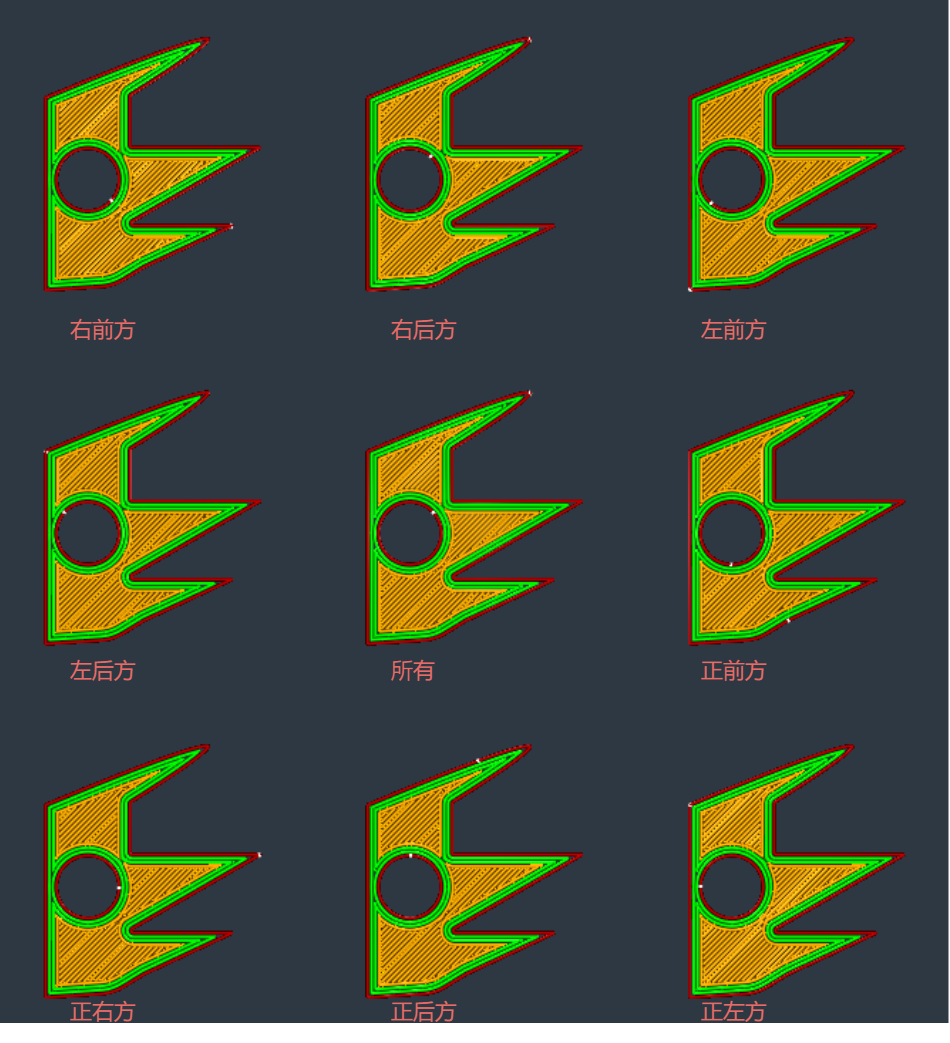
右前方 右后方 左前方 左后方 所有 正前方 正右方 正后方 正左方 |
推荐在在每一层中开始打印部件的方位(前方,后方,左侧,右侧等) |
 |
| 5 | Z缝X坐标 | 在层中开始打印每个部件的位置附近的X坐标。 | ||
| 6 | Z缝Y坐标 | 在层中开始打印每个部分的位置附近的Y坐标。 | ||
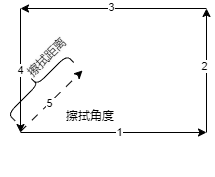
| 7 | 外壁擦拭角度 | 外壁擦拭角度 |
 |
|
| 8 | 内壁擦拭角度 | 内壁擦拭角度 | ||
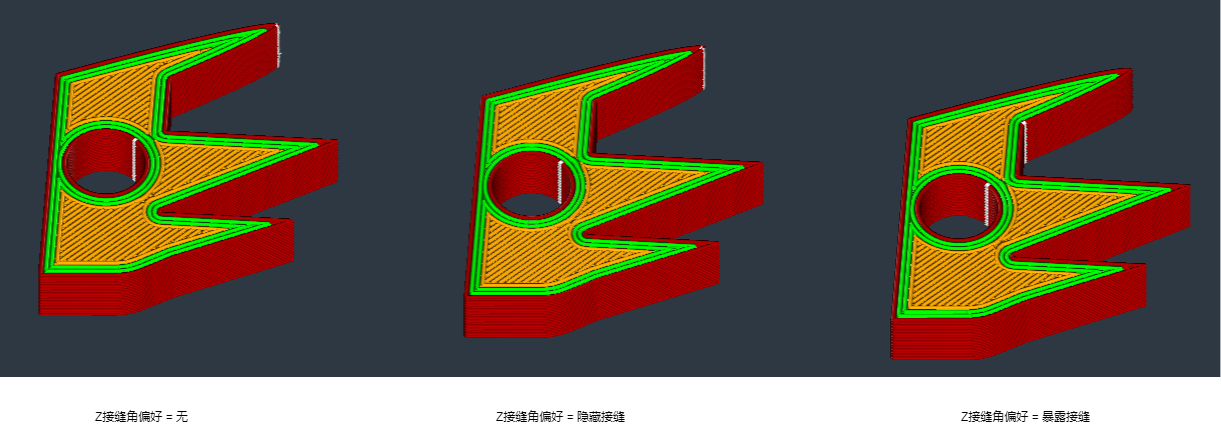
| 9 | Z接缝角偏好 |
无 隐藏接缝 暴露接缝
|
控制Z缝放置在模型轮廊的内外角上。无表示接缝位置不放在角落处。隐藏Z缝,将使Z缝放置到到模型轮廊内角。暴露Z缝,将使Z缝放置到模型轮廊的外角。隐藏或暴露接缝使Z缝更有可能发生在内角或外角。 |
 |
| 10 | Z缝使用相对坐标 | 启用后,z缝坐标是相对于每个模型的局部坐标。当禁用时,坐标是参考底板上的绝对坐标系。 | ||
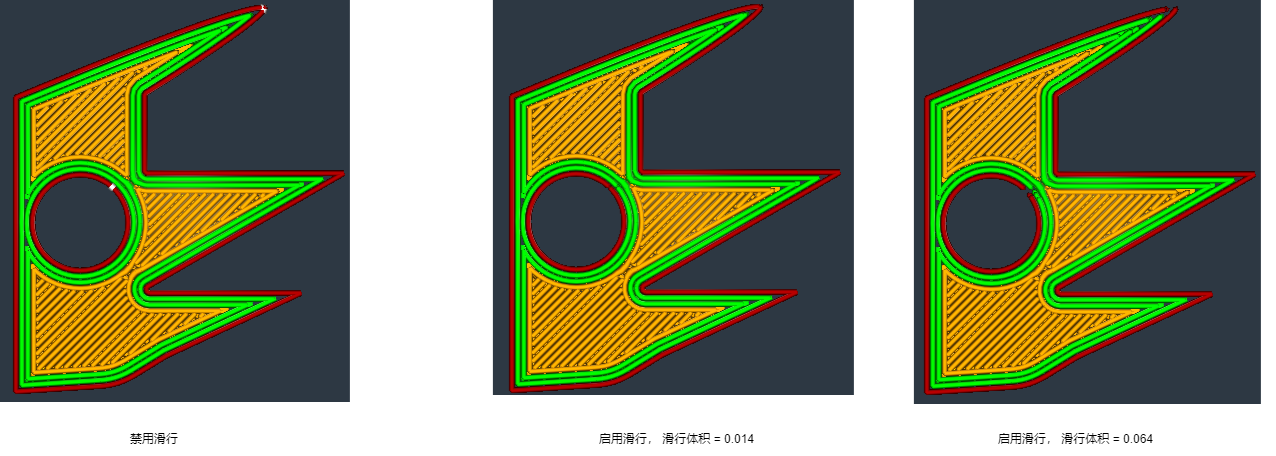
| 11 | 启用滑行 | 滑行用行进路径代替挤压路径的最后一部分。用渗出的材料打印挤出路径的最后一块,以减少熔接线。 |
 |
|
| 12 | 滑行体积 | 该值一般应接近喷嘴直径的立方,否则流量会渗出。 | ||
| 13 | 滑行速度 | 在滑行过程中移动的速度和挤出路径的速度相关。建议数值略低于100%,因为在滑行过程中,喷头管内的压力会下降。 | ||
| 14 | 滑行开启前最小体积 | 在允许滑行之前,挤出路径应有的最小体积。对于较小的挤出路径,较小的压力已经建立在喷头管内,因此滑行的体积是线性缩放。此值应始终大于滑行量。 |
¶ 打印顺序
在 3D 打印中,打印顺序指的是每层中不同部分的打印顺序。这一顺序的选择可以显著影响打印件的质量、强度和打印时间。合理的打印顺序可以减少缺陷,提高表面质量,并优化打印速度。
| 参数名称 | 参数范围 | 参数含义 | 对比图 | |
|---|---|---|---|---|
| 1 | 外壁擦拭距离 | 每隔一段行程移动后插入外壁,以更好地隐藏Z缝。 |
|
|
| 2 | 内壁擦拭距离 | 打印内壁后插入移动的距离,以更好地隐藏Z缝。 | ||
| 3 | 外壁嵌入 | 内部应用于外墙的路径。如果外壁宽度小于喷嘴直径,并且在内壁之后打印,则使用此偏移量使喷头挤出的料与内壁重叠而不是与模型的外壁重叠。 | ||
| 4 | 壁面打印顺序 |
先内壁再外壁 先外墙后内墙 |
确定打印墙壁的顺序。早期打印外墙有助于尺寸精度,因为内墙的故障不会传递到外部。然而,稍晚打印它们可以使它们在打印悬垂时更好地堆叠。 | |
| 5 | 优化壁面打印顺序 | 优化打印墙体的顺序,以减少缩回次数和行进距离。大多数部件将受益于启用此功能,但有些部件实际上可能需要更长的时间,因此请比较使用和未使用优化的打印时间来评估。选择Brim作为底板粘合类型时,第一层不做优化。 | ||
| 6 | 启用支撑擦拭 | 可在支撑线末端进行擦拭,以提高附着力井防止材料泄漏到其他区域。 | ||
| 7 | 启用皮肤擦拭 | 可在皮肤线末端进行擦拭,以提高附着力井防止材料泄漏到其他区域。 | ||
| 8 | 启用填充擦拭 | 可在填充线末端进行擦拭,以提高附着力井防止材料泄漏到其他区域。 | ||
| 9 | 其他特征擦拭距离 | 在支撑结构,填充和表皮的走线末端插入擦拭运动的距离。 | ||
| 10 | 交替额外壁面 | 每隔一层就多印一圈壁面。这样填充物就会被夹在这些额外的墙壁之间,从而生产更坚固的打印件。 |
 |
|
| 11 | 启用弧形拟合 | 启用弧形拟合时,Gcode中的圆弧运动会使用G2或G3指令,而不是多个小线段。 |
 |
|
| 12 | 最大弧形路径偏差 | 弧形路径与原路径的最大偏差。偏差越小,拟合的圆弧越接近原路径。 | ||
| 13 | 最大圆弧路径长度公差 | 拟合后的弧形路径与原路径的最大差值。百分比越小,拟合的圆弧与原路径的差距越小。 | ||
| 14 | 最大圆弧半径 | 拟合圆弧的最大半径。半径越大,弧线越接近直线。 |
 |
¶ 小特征
在 3D 打印中,小特征指的是打印件中包含的细小细节或结构,例如细柱、薄壁、精细的纹理或小孔。这些小特征对打印设置和打印机的精度提出了更高的要求。正确处理小特征可以确保打印件的美观性和功能性。
| 参数名称 | 参数含义 | 对比图 | |
|---|---|---|---|
| 1 | 小特征周长阈值 |
周长小于此长度的特征轮廊将使用小特征速度打印。
|
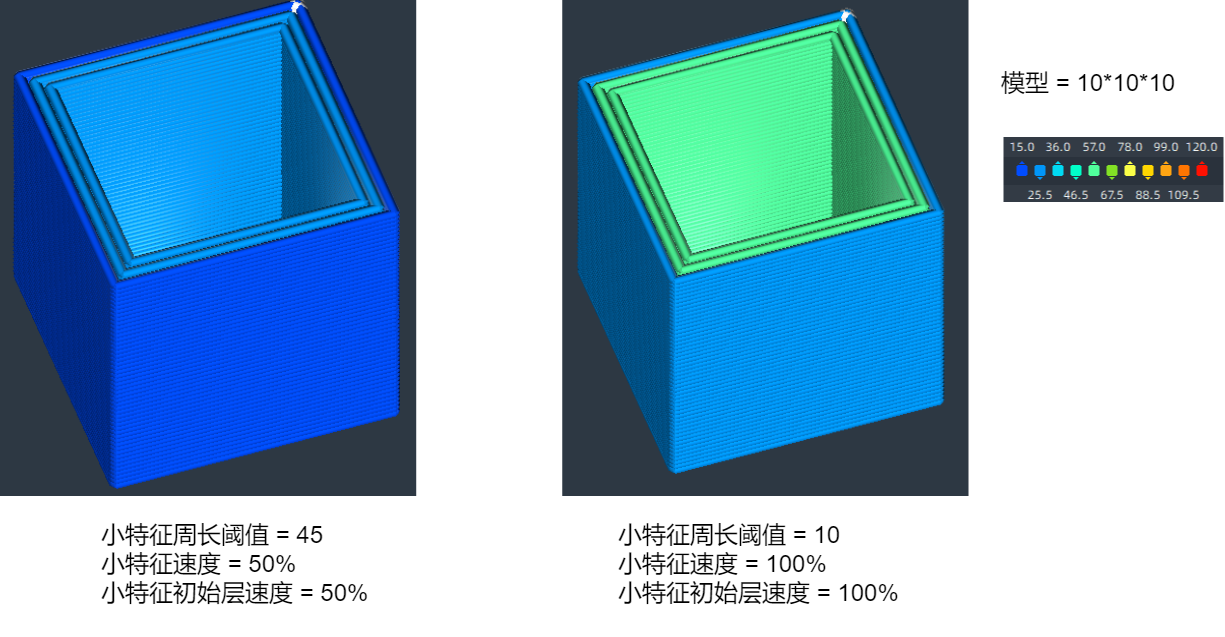 |
| 2 | 小特征速度 | 小特征将以正常打印的百分比速度打印。较慢的打印速度有助于提高附着力和精度。 | |
| 3 | 小特征初始层速度 | 第一层上的小特征将以正常打印速度的这个百分比打印。较慢的打印速度有助于提高附若力和精度。 |
¶ 空驶
空驶(Travel Move)指的是3D打印过程中喷嘴在两个打印区域之间移动但不挤出材料的路径。这些移动通常发生在打印层内不同部分之间,或者在不同层之间。当喷嘴空驶时,优化其路径可以减少打印时间,同时防止拉丝和材料泄漏问题。
¶ 空驶的主要考虑因素
拉丝和溢料:
- 空驶时如果喷嘴不回抽,会造成拉丝或溢料,影响打印件表面质量。
打印时间:
- 优化空驶路径可以减少打印头移动时间,提高打印效率。
碰撞和振动:
- 避免空驶路径上的障碍物,可以减少打印头碰撞或引发振动,从而保护打印件和打印机。
¶ 空驶参数设置
| 参数名称 | 参数范围 | 参数含义 | 对比图 | |
|---|---|---|---|---|
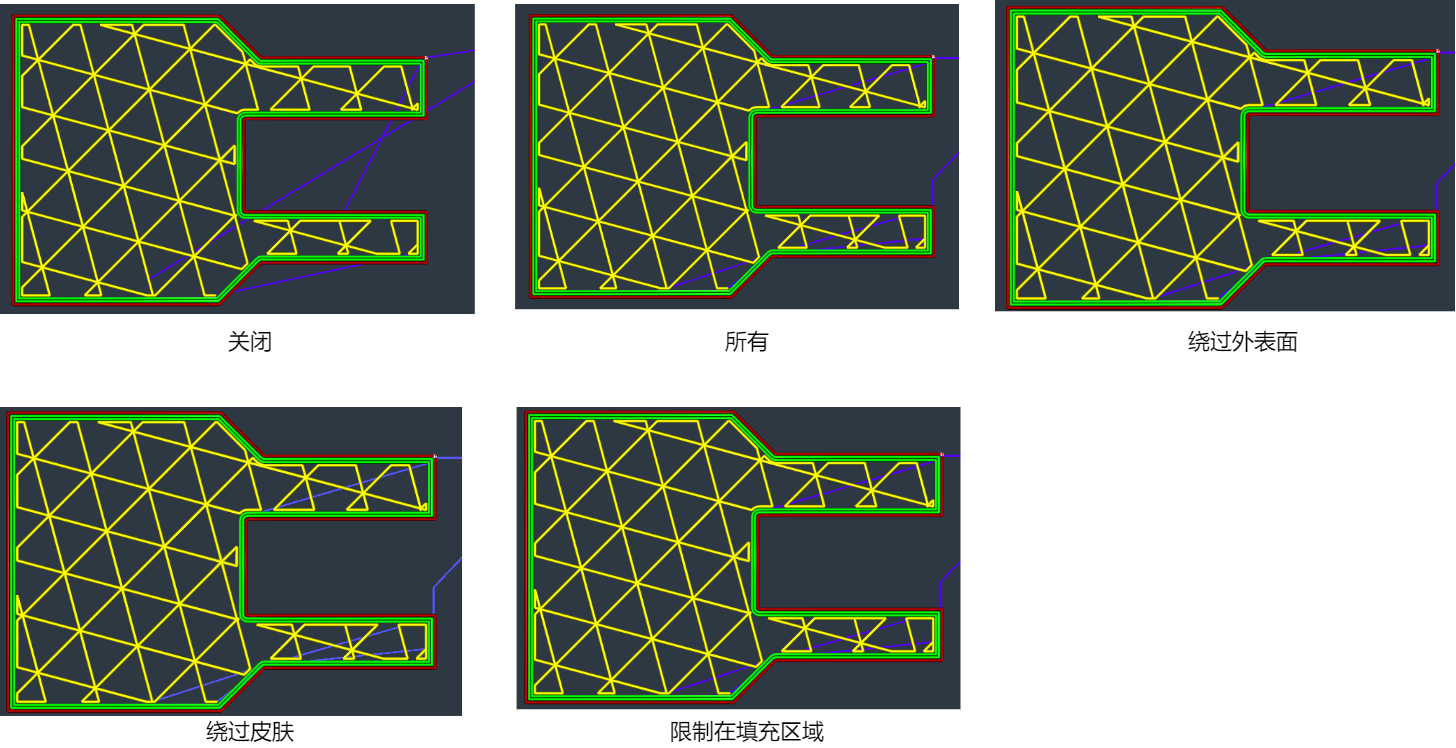
| 1 | 梳理模式 |
关闭 所有 绕过外表面 绕过皮肤 限制在填充区域 |
在空驶时,将喷嘴保持在已经打印的区域内。这导致了稍长的行程移动,但减少了回抽的需要。如果关闭梳理,材料将缩回,喷嘴沿直线移动到下一个点。也可以通过只在填充物内部进行梳理来避免梳理到上/下皮肤区域。 所有:喷嘴在打印内部移动时不会碰到任何墙壁。· 绕过外表面:除了绕过墙壁,喷嘴还会避免接触最高和最低的表皮层。这些是可见的层,如果喷嘴经过这些层,可能会在表面留下痕迹。如果无法避免表面,将进行回抽。
|
 |
| 2 | 在外壁前回抽 | 当喷头开始打印外墙时,总是先回抽。 | ||
| 3 | 空驶时避开已打印零件 | 喷嘴在空驶时避开已经打印的部件。此选项仅在启用了梳理时可用。 |
 |
|
| 4 | 避开距离 | 在空驶行程中,喷嘴与已打印部件之间的安全距离。 | ||
| 5 | 图层开始X | X坐标的位置附近的地方找到的部分开始打印每一层。 | ||
| 6 | 图层开始Y | Y坐标的位置附近的地方找到的部分开始打印每一层。 | ||
| 7 | 无回抽时最大梳理距离 | 该值大于零时,超过此距离的梳理移动将使用回抽。如果设置为mmmm零,则没有最大值,不使用回抽。 |
¶ 回抽时Z抬升
| 参数名称 | 参数含义 | 对比图 | |
|---|---|---|---|
| 1 | 回抽时Z抬升 | 每当回抽完成时,降低底板以在喷嘴和打印之间创建间隙。它可以防止喷嘴在空驶过程中刮擦打印件。 |
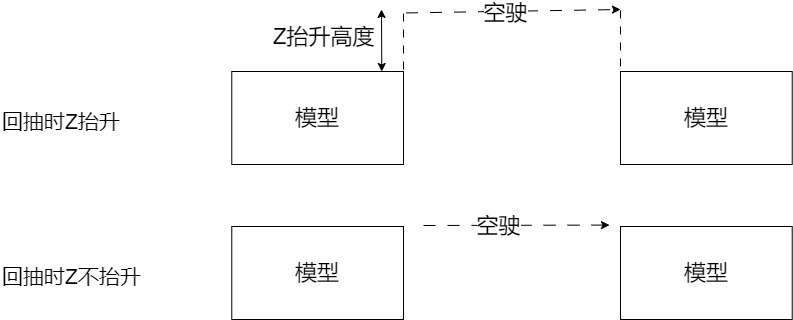 |
| 2 | Z抬升高度 | Z抬升高度。 | |
| 3 | 在打印零件时Z抬升 | 启用此功能后,喷嘴在移动时将尽可能避开这些零件,以减少刮擦模型表面。当无法避开零件时,打印机将在零件上方移动时抬升一定的高度。 | |
| 4 | 仅在喷头切换时Z抬升 | 在机器从一个喷嘴切换到另一个喷嘴后,底板被降低以在喷嘴和打印之间创建间隙。这可以防止喷嘴在打印件的外部留下溢出的材料。 |
¶ 网格处理
| 参数名称 | 参数含义 | |
|---|---|---|
| 1 | 删除网格重叠 | 删除所有零件中的一个重叠网格,以防止打印两次。 |
| 2 | 交替网格删除 | 当删除所有零件中的一个重叠网格时,控制在每一层的打印上是否交替移除。 |