挤出机出料不畅
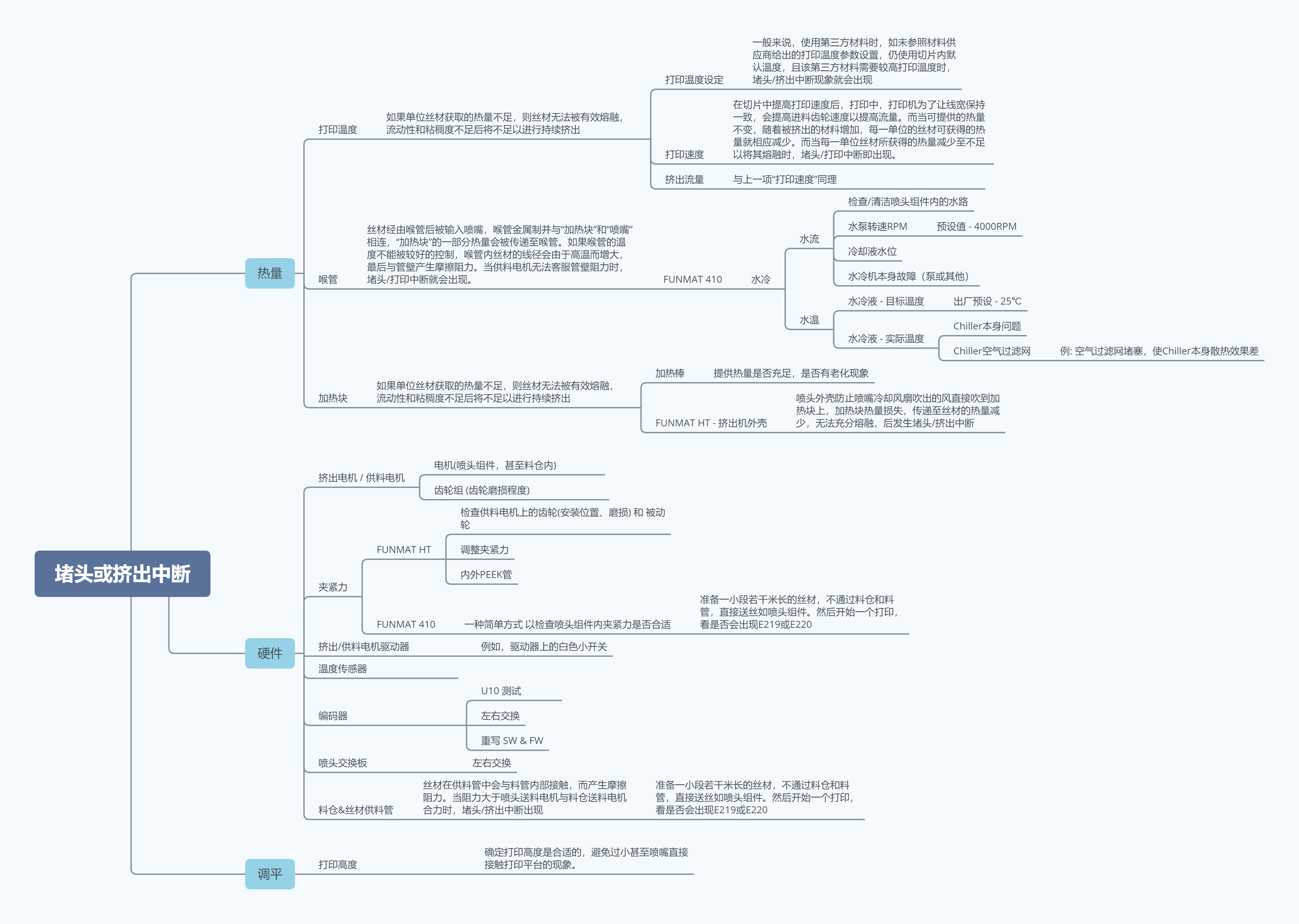
一般来说,挤出机出料不畅(堵头等)或由以下三大方向的分支因素造成,本文档旨在帮助分析各个可能导致喷嘴出料不畅,甚至堵头的因素,以帮您更好的理解并找到喷嘴堵头的原因,并及时处理以恢复打印机工作。
以下是堵头/挤出不畅的多数原因和原理分析,涵盖多款设备,请根据实际情况,酌情依次进行分析。
以下是一些非常常见的导致堵头或挤出不畅问题的原因和处理方式。
¶ 1. 丝材 & 送丝机构
¶ 1.1 丝材打结
丝材在料盘上打结,是一种非常常见的导致丝材出料中断的原因,交叉打结的丝材并不会马上使出料中断,但随着时间的推移,由于打结,丝材会越扯越紧,当扯不动时,即出料中断出现。由于 “丝材打结” 并不马上会导致 “中断出料” 的结果,所以试想一下,一件模型耗费了您的宝贵时间和耗材,在最终由于此原因导致成型失败,那会让人非常沮丧。因此,我们建议您养成良好的使用习惯,在每次更换丝材时,捋顺换下的丝材,并将丝材插入料盘的置料孔中;如是,在下一次使用该丝材时,就不会存在由于材料打结而导致中断出料的风险。

|

|
¶ 1.2 丝材过脆易断裂
我们知道,在成型前需要对大部分丝材做烘干处理,以提高模型表面质量和打印成功率;同时,丝材会随着内部含水量的降低,而出现韧性下降导致可能出现过脆易断裂的现象。尤其,如果导料管的弯曲率过大,打印途中便可能出现丝材断裂在料管中。这一现象在一些支撑材料上表现得更多一些(基于材料本身特性,同时非常干燥或老旧旧的耗材会变得非常脆)。那如何可以尽量避免这类现象发生呢,我们给您如下建议:
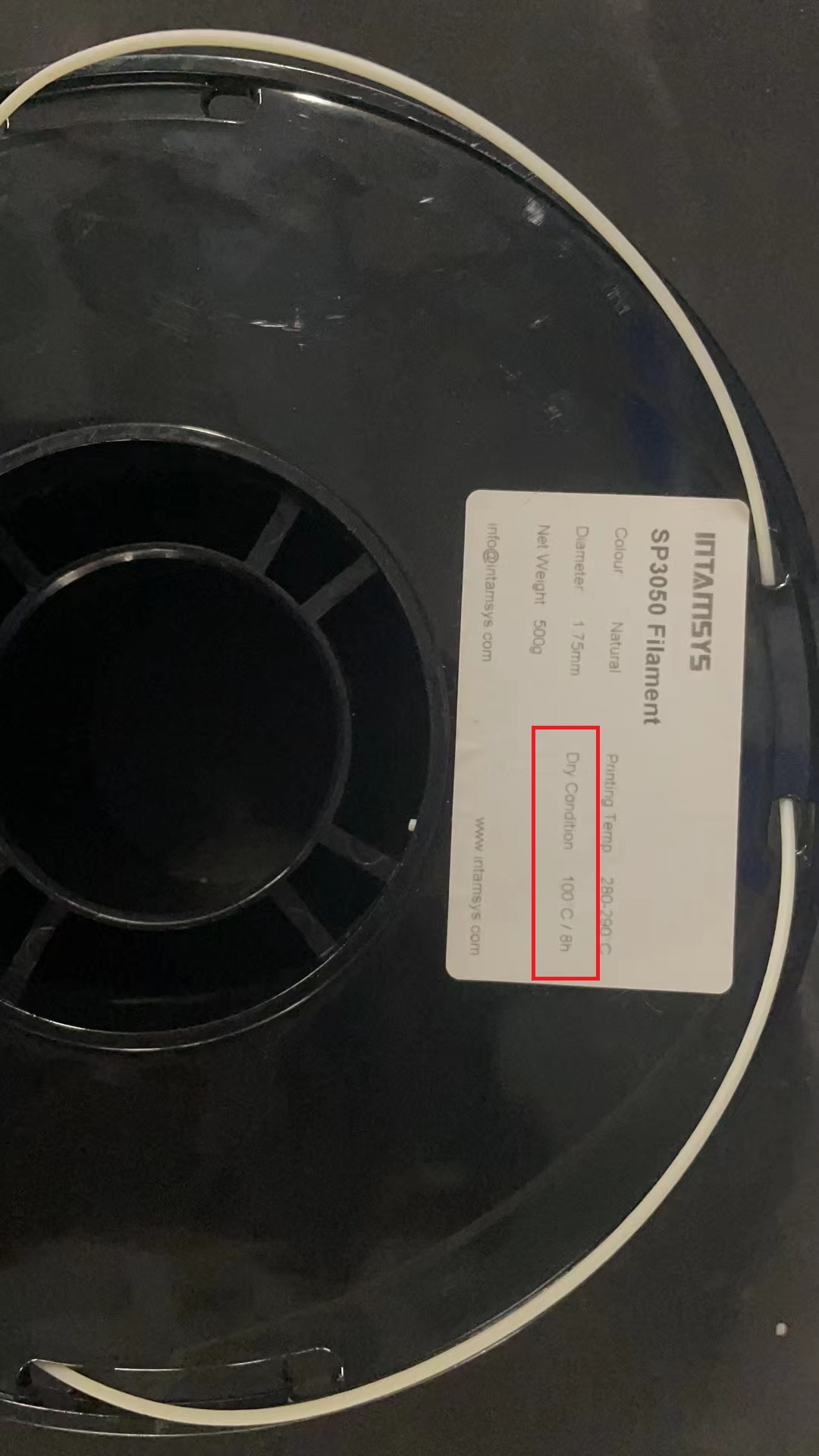
- 材料烘干 - 在对材料做烘干处理时(尤其是以上提及的3种支撑材料),请务必参考料盘标签上给出的 “烘干要求” (图 - 1.2 - 3),避免出现材料过度烘干的情况。如在装载材料期间,即穿料管时便出现断裂现象,建议您可以将材料置于室内环境一段时间后再尝试。
- 夹紧力 - 相对于其他工程材料/高性能材料,设置较低的夹紧力。
|
¶ 1.3 丝材与料管
- 丝材与料管间的阻力:
我们知道,丝材的输料管会由于时间和高温的影响而老化或磨损变形。因此,需要定期更换输料管(例如FUNMAT PRO 310需要每年更换一次)。而如果更换了材质不合适的输料管,可能会改变丝材与输料管内壁间的摩擦阻力,当总的阻力大过送料电机的能力时便会出现送料不畅,甚至断料的现象。
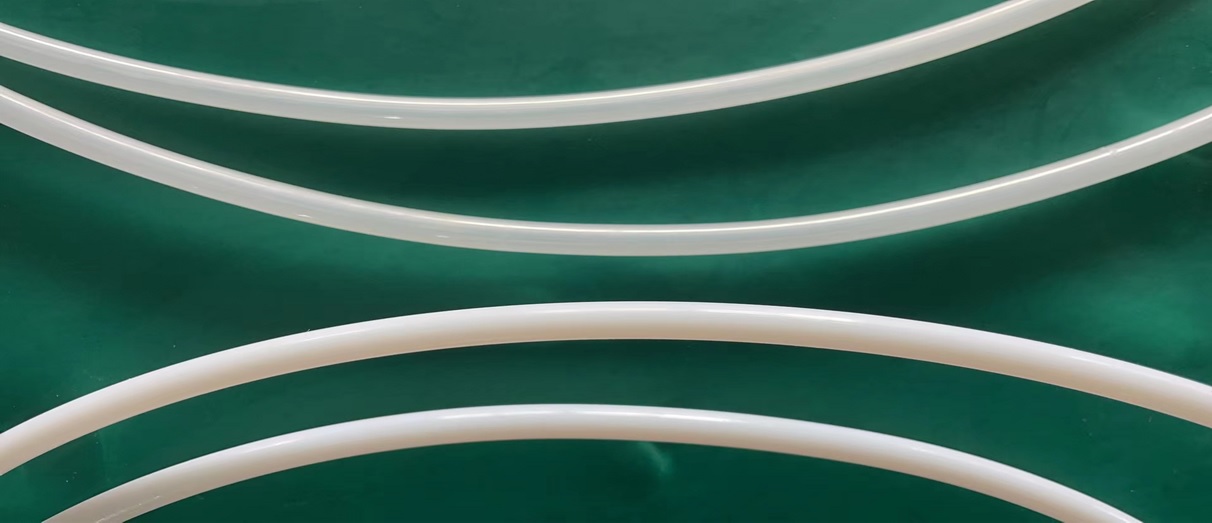
- 偏软的丝材
偏软的丝材在管壁内会更多的接触管壁,从而有更高的总摩擦力,例如TPU等较软的丝材。在装载此类丝材时,需要考虑到这个因素,尽量降低总的管路长度,提高管路的平顺度。
¶ 1.4 送丝动力
FUNMAT PRO 310的送丝动力来自于挤出机组件中的一组送料齿轮(由主动轮和被动论组成)。电机损坏或能力不足会造成送丝不畅;或主/被动齿轮缝内长时间未清理保养,被填满丝材碎屑后,会显著降低齿轮组与丝材间的摩擦力,致送丝不畅
¶ 2. 丝材与温度&挤出速度(流量)的关系
¶ 2.1 丝材打印温度设置偏高
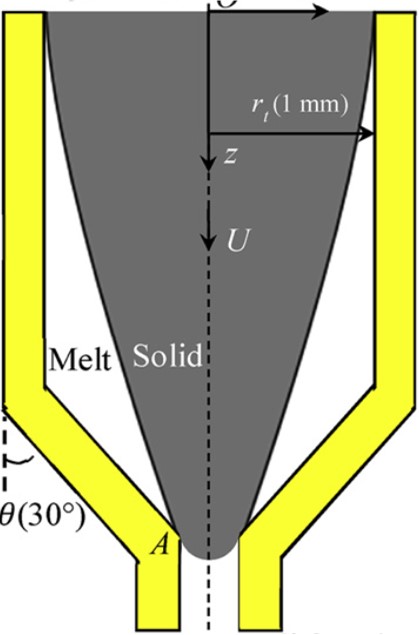
- 丝材在进入喷嘴被融化前,有一段处于加热块上方的喉管内(图 2.1 - 1),喉管与加热块相连,且均是金属材质,因此会由于加热块的温度而被动维持高温。而如果不控制喉管的温度,则丝材在喉管内会提前受热膨胀,进而丝材与喉管管壁的阻力快速增大,最终超过送料电机的能力。
- FUNMAT PRO 410 的喉管冷却采用的是水冷方案。通常来说,水冷方案对喉管的冷却效果会比常见的风扇+扩散器的方案更高效。但如果水冷机或其他相关部分出现问题(水冷液温度、流量等),则堵头现象会快速出现。
¶ 2.2 丝材打印温度设置偏低
偏低的喷嘴温度设置,虽然丝材不会在喉管内提前软化膨胀,但丝材抵达加热块及喷嘴后无法被充分熔融,此时不具有较好的流动性和黏度,无法顺畅的被挤出喷嘴。需以丝材料盘上的温度区间为参照,找到合适的喷嘴温度。
综上,喷嘴的温度设置是比较敏感的,错误的喷嘴温度设置,容易造成成型途中的送料中断/堵头,一些低温材料相对比较敏感(比如PLA、TPU等)
¶ 2.3 挤出速度 (流量)
|
我们知道,当提高打印速度时,为了使挤出的丝材宽度保持一致,同样也需要提高挤出速度(流量),则单位时间内,每个单位材料受到的加热时间减少,即接收的热量减少,从而存在丝材无法充分熔融的可能,最终导致出料补偿/堵头。 因此,在调整打印速度、流量的同时,也需要找到合适的喷嘴温度设置 |
 |
¶ 3. 喷嘴
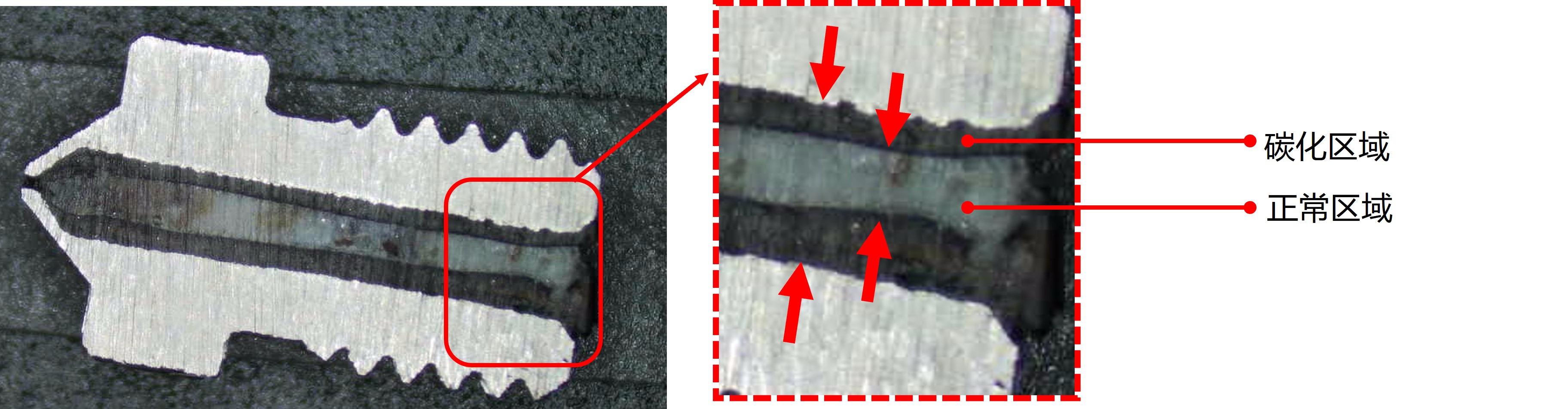
¶ 3.1 喷嘴内部丝材碳化
- 在3D打印机的日常使用中,喷嘴有时会处于高温状态,同时还装载着材料,但没有进行出料挤丝 (比如:双喷头设备,打印中喷头切换,暂时停止工作的喷嘴仍会处于相对高的温度,当切换到该喷嘴工作时,可节约加热时间),随着时间及高温,材料会在喷嘴内壁上慢慢碳化并永久附着在内壁上。
- 又当使用同一个喷嘴,不同种丝材进行成型打印时,喷嘴内的不同种丝材会混合,从而加速内壁上残余丝材的碳化过程。
喷嘴内壁碳化物逐渐增多,内径则逐渐减小,最终阻塞喷嘴,出料异常/堵头。(图 3.1 - 1)
为尽可能延长喷嘴的使用寿命,我们建议您:
(1) 在您手动升高喷头温度,以便进行一些操作后(如正常保养,故障排查等),及时关闭喷嘴加热
(2) 条件允许情况下,准备若干个喷头,以对应若干种材料,每个喷头对应1至2种材料(或尽可能一对一)
¶ 3.2 调平
在平台调平不佳,喷嘴离平台过近的情况下进行成型打印,会使丝材挤出不顺畅,最终造成中断出丝。