FUNMAT PRO 310 快速使用指南
.png)
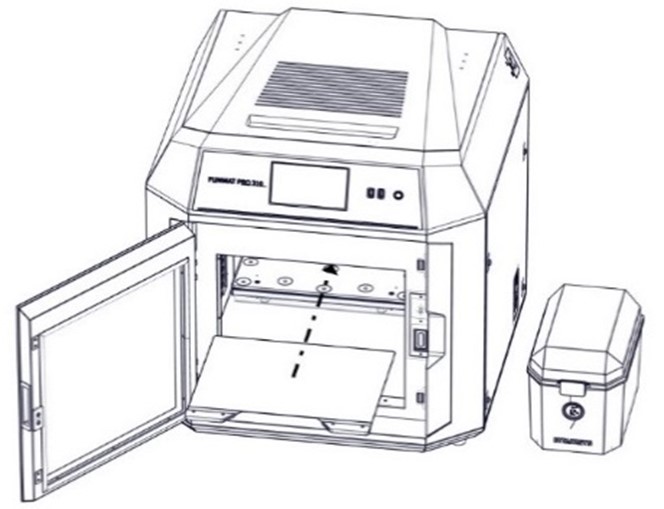
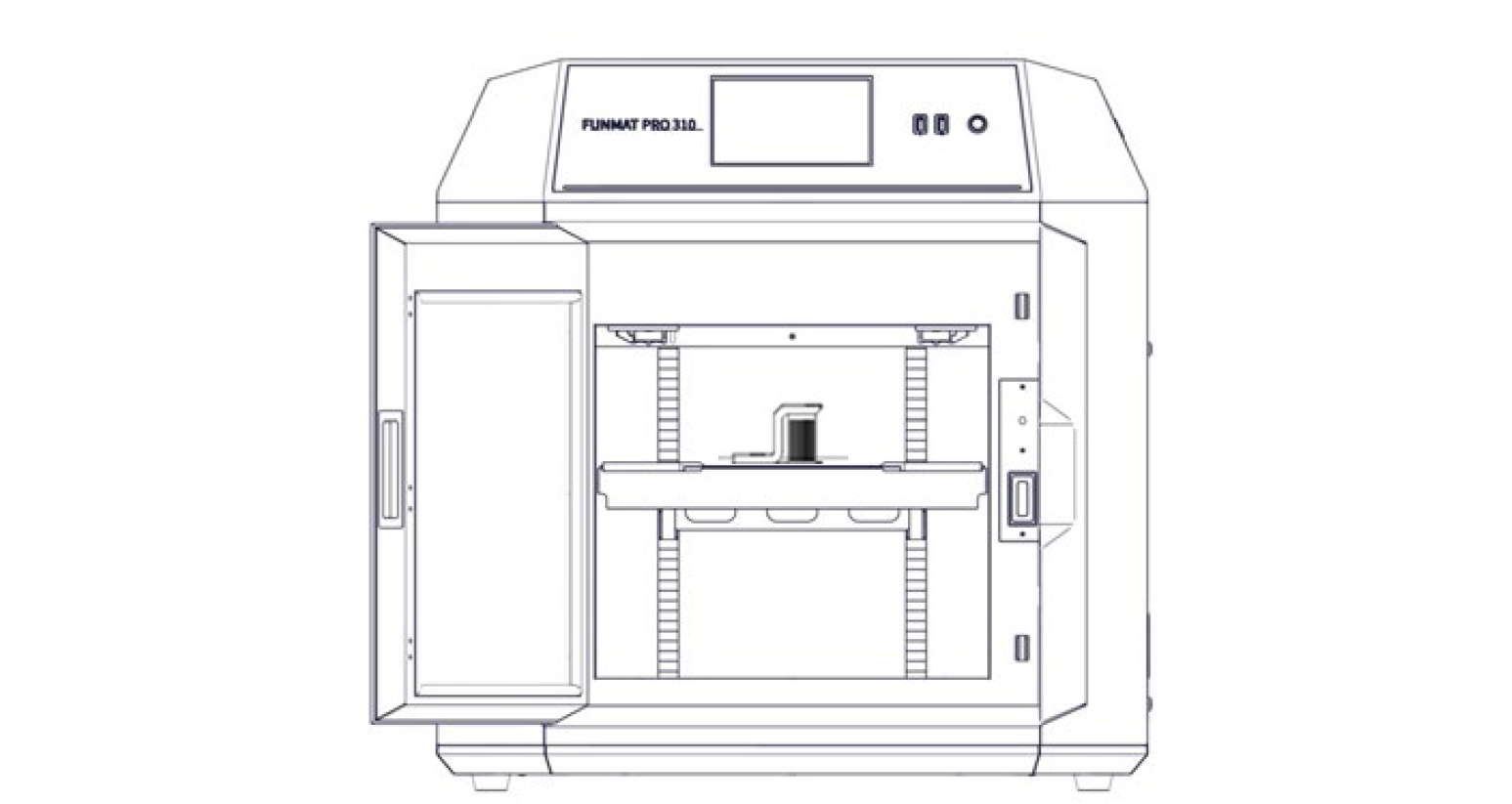
¶ 1. 产品外观


¶ 2. 打印流程

¶ 3. 材料选择
确定模型所需材料,如结构需要辅助支撑,应根据选定打印材料选择打印支撑材料。
| 模型材料 | PLA | ABS | ABS+ | ASA | PC | PC/ABS | PA6/66 | PA6-CF | PA12-CF |
| 支撑材料 | PVA/SP3030 | HIPS | SP3040 | HIPS | HIPS | HIPS | SP3030 | SP3030 | SP3050 |
INTAMSYS推荐的模型材料与支撑材料适配表
注:线材详细打印工艺参数可参见《FUNMAT PRO 310打印工艺指南》。
¶ 4. 打印机准备
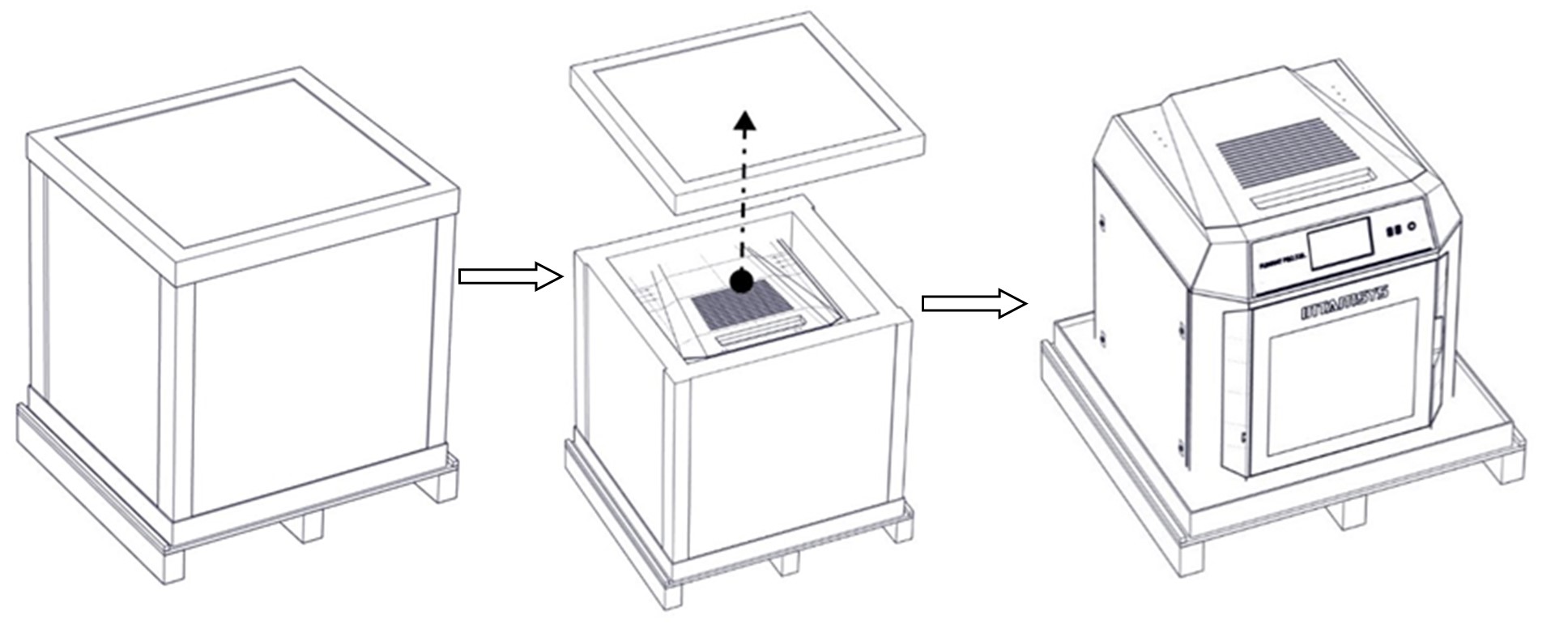
| 拆除包装 | ||
 |
||
|
||
 6. 从正面打开设备前门,从下方小心取出随机配件和材料箱
|
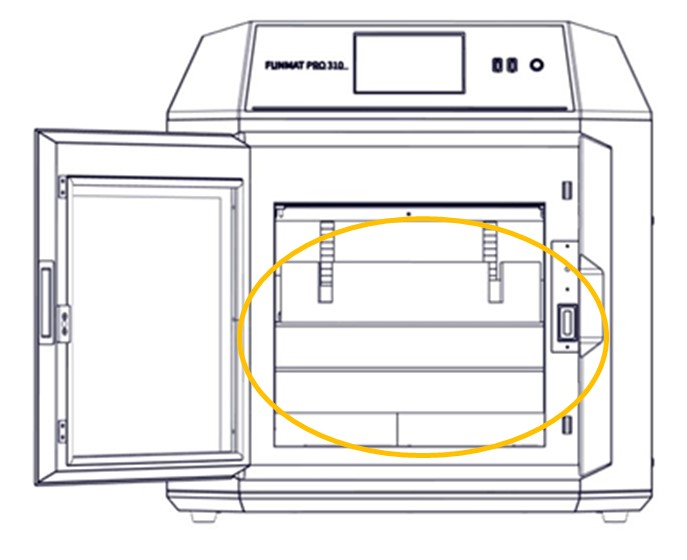
 7. 掀开打印机顶盖; 8. X轴导轨上的固定块用来保证喷头装置在运输中的稳定,使用M4的内六角扳手旋开固定块上的两个螺钉(4mm内六角扳手位于备件箱内),即可取下X轴固定块; 9. 相同操作取下固定在前侧封板上的Y轴固定块,然后将塑料袋里的备用螺丝装回原位; 10. 电源关闭的状态下,在X方向上向左轻推打印头移出足够操作空间,同样的方法对取下Y轴右固定块; |
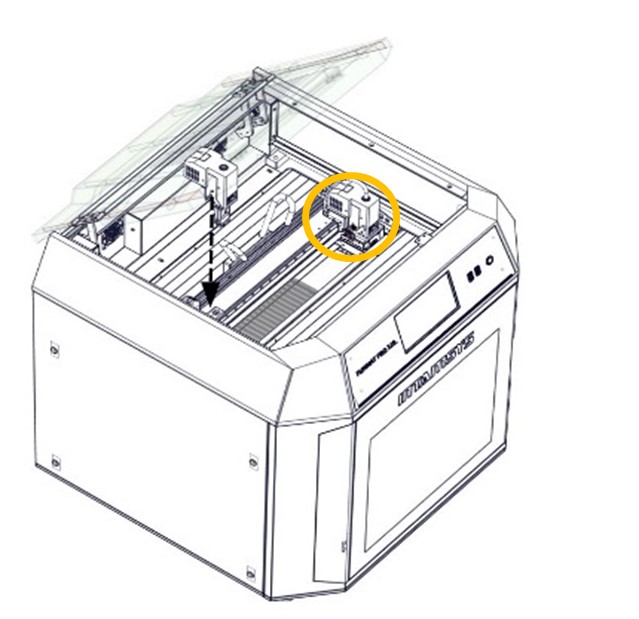 11. 将左右喷头分别如图所示安装在喷头座中  12. 向上旋转喷头座两侧的压杆,将喷头固定在喷头座中,并插上喷头线缆 |
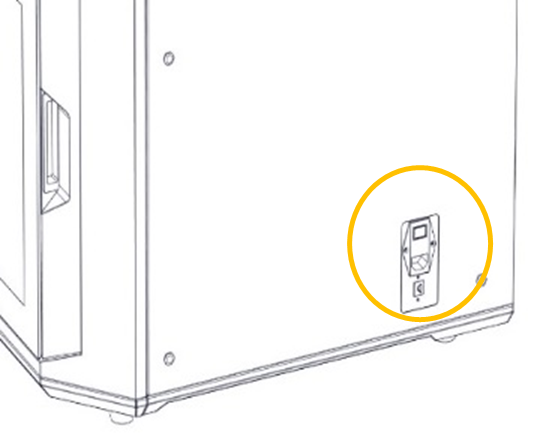
| 设备开关机 | ||
 1. 电源插口位于机器的右侧下部,取出电源连接线,(打印机电源有110V和220V两种型号)和打印机电源插口。 插入电源插头后,拨动打印机电源插口旁边的电源开关,使电源开关位于打开 (I) 位置 |
 2. 然后在打印机正面打开屏幕的右侧的正面启停开关,此时正面启停开关的指示灯亮,同时操作屏幕进入启动界面,打印机开始启动 |
 3. 若要关闭打印机电源: 按下位于打印机正面电源按钮(与开机同一按钮)。请注意,该操作仅是关闭此打印机。要完全断开打印机的电源,必须将电源总开关拨至关闭 (O) 位置 |
| 安装打印底板 | ||
 1. 在主界面中进入右侧“工具”界面,点击“全部归零”键; 2. 选择上方“Z 热床”中的“Z-底部”选项后,将打印平台移动到底部 |
 3. 如图所示将打印底板沿平台两侧的导向槽平整的吸附在磁吸平台上方 |
|
| 打印材料装载 | ||
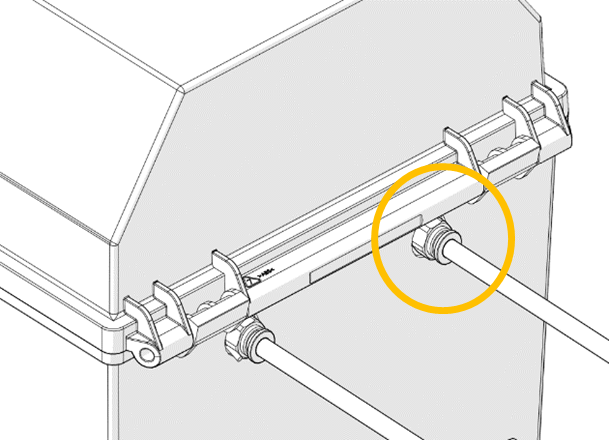 1. 材料箱放置于打印机的右侧,如图所示,将料箱随机附件中的导料管一端插入到快速接头中,另一端插入位于打印机右侧的快速接头中,料管应插到底,便于顺畅进料
|
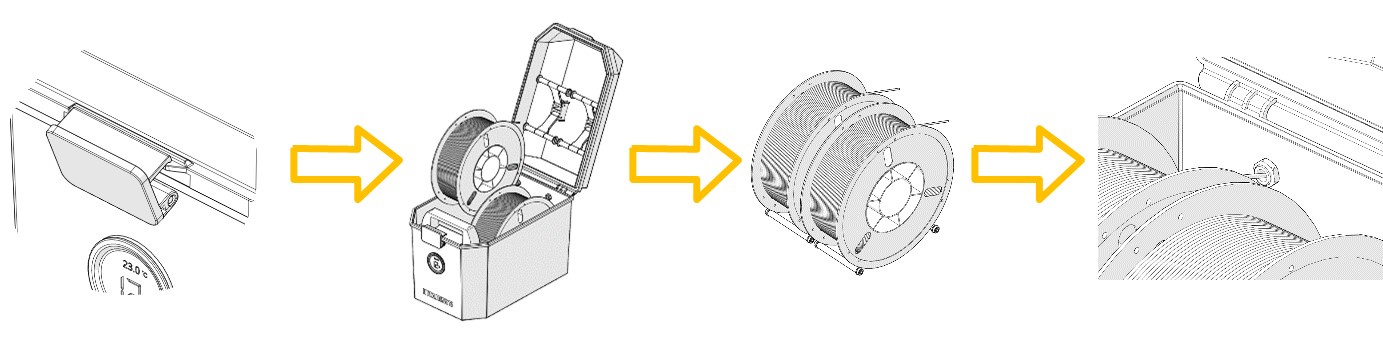 2. 拨开卡扣,打开耗材箱上盖,将干燥盒放置于料箱的前部卡槽中,将线材如图所示放入到耗材箱的滚轴上,再将线材从后端的快速接头处穿入,直到材料从打印机导料管中伸出,手动装载完成后,合上上盖,关闭卡扣 |
|
 3. 在屏幕操作界面中,点击材料按钮,此时会显示类似下图的界面。点击L(左喷头)/R(右喷头)图标选择将要加载材料的喷头,标亮的图标代表喷头被激活 |
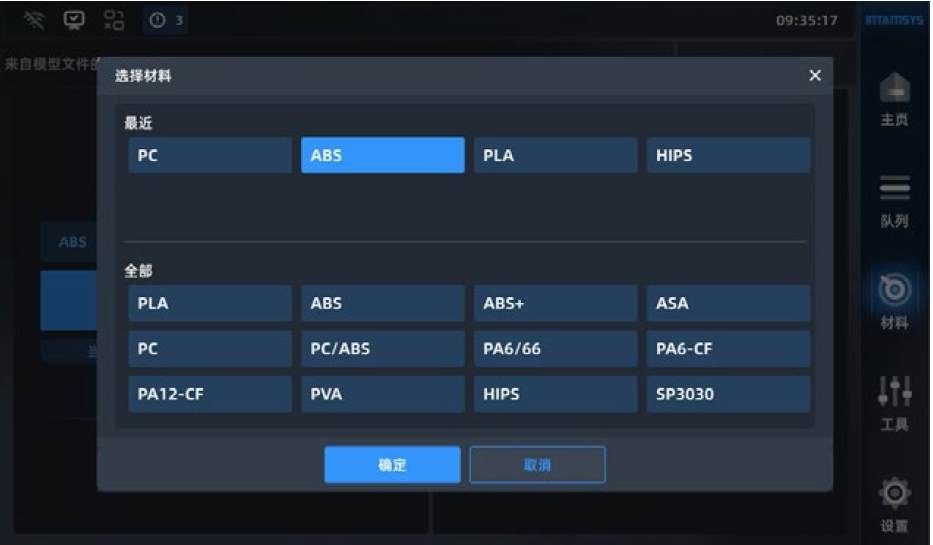 4. 按下材料名称列表按钮,它将显示INTAMSYS材料以及自定义材料。最近和经常使用的材料列在顶部,向下滚动选择可用的材料。自定义材料可以在材料数据库中进行配置 |
 5. 特别地,如果打印机上的材料与G代码打印文件中的材料设置不一致,系统将提醒用户检查材料。按 "应用",材料就会自动应用到左右两个喷嘴上。 注意:我们需要手动卸载/加载相应的材料 |
 6. 选择好材料后点击加载按钮加载材料,按照屏幕提示完成加载 |
||
| 自动调平 | ||
|
注意事项:
调平前腔室需清理干净,避免平台下降时和异物相撞; |
||
 1. 在工具界面内,点击校准按钮,然后点击调平按钮,进入自动调平 |
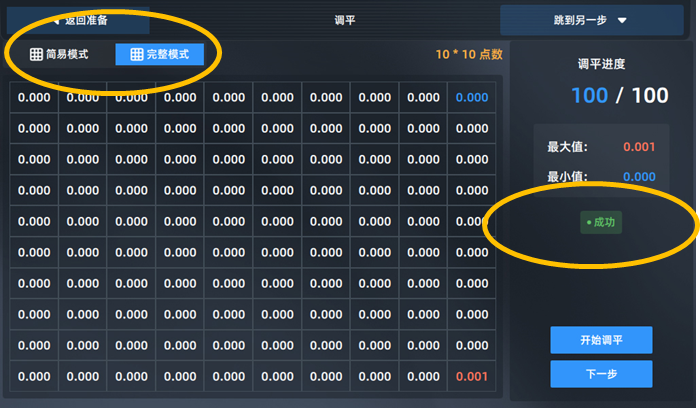 2. 进入自动调平界面可以选择简易或完整模式,对应16点和100点自动调平模式,点击“下一步”,调平完成后若显示成功,则自动调平完成,若显示失败,需要进行手动调平。手动调平详见用户手册§6.1.2 |
|
| Z向偏移校准 / Z calibration | ||
 1. 点击Z偏移校准图标,进入Z偏移校准操作,首先会提示用户准备塞尺(厚度0.2mm)并清理打印平台。若已清理完毕,点击“已完成”正式进入Z偏移校准操作 |
 2. 升温完成后首先进行左喷头的校准,按照屏幕上的提示,将塞尺放在喷嘴和玻璃平台之间,通过“Z↑0.05”/“Z↓0.05”按钮粗调,通过“Z↑0.01”/“Z↓0.01”按钮精调,调节至刚好一个塞尺的厚度为止。调节完毕后按下一步按钮 |
 3. 然后进行右喷头的校准,操作方法和左喷头的校准一样。调节完毕后按“下一步”按钮,点击“确定”结束 |
| XY向偏移校准/ XY calibration | ||
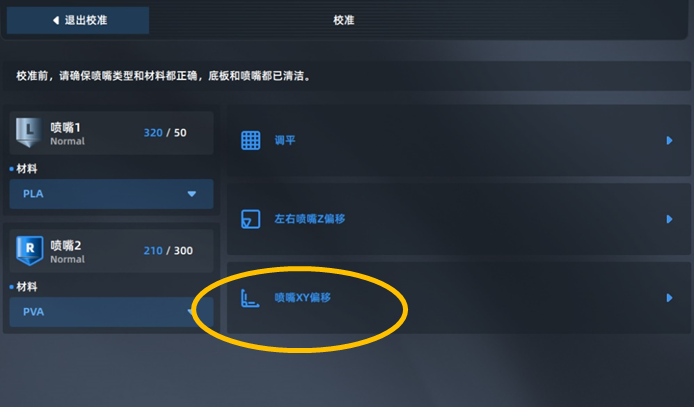 1. 点击XY偏移校准图标,提示确认左右喷头和平台是否已清洁,材料是否已经加载完成。确认后,点击“已完成”按钮,将开始校准模型打印 |
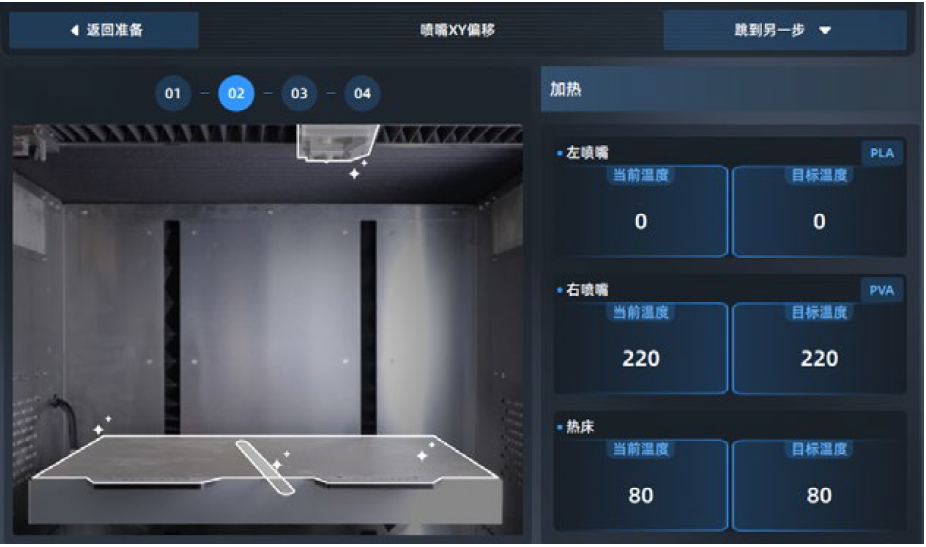 2. 左右喷头和打印平台会根据选择的材料自动进行升温设置,温度升到目标温度后自动跳转到下一步操作; 打印机将先后用左喷头和右喷头打印模型标尺,待打印完成后,点击“下一步”按钮 |
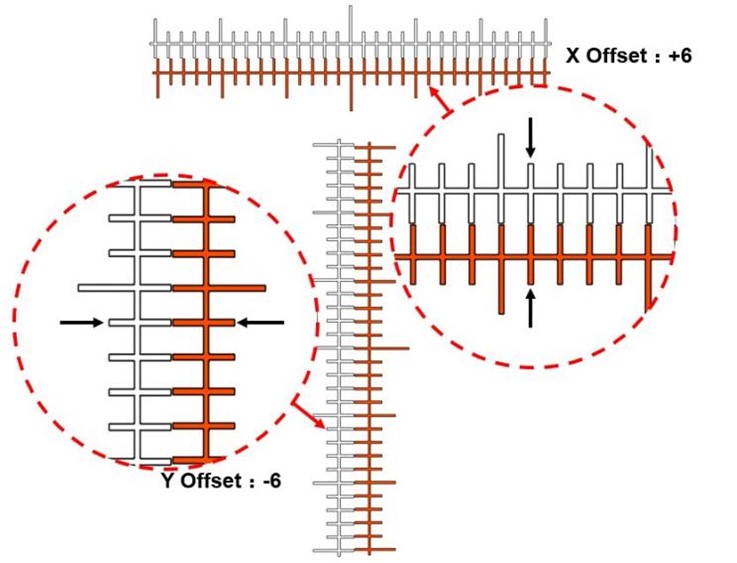
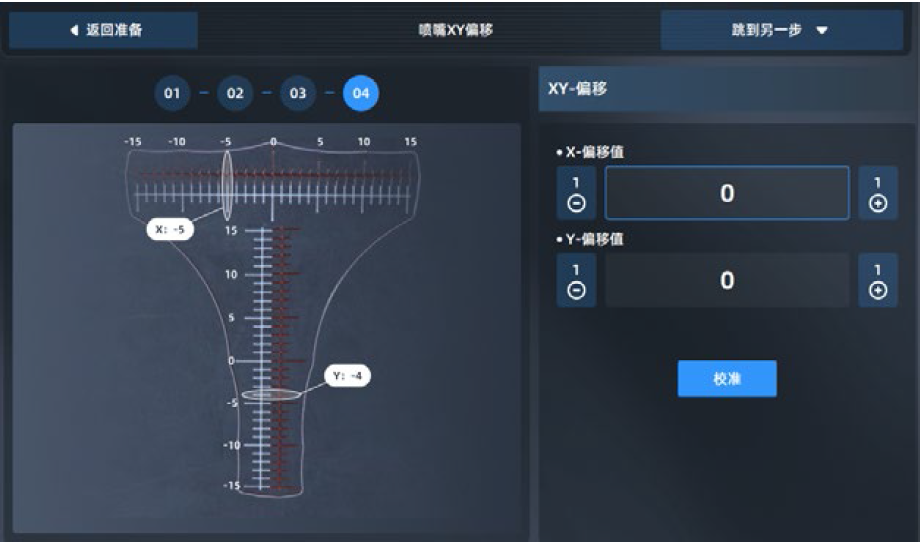 3. 打印完成后,阅读标尺分别获得X偏移值和Y偏移值,点击“+”/“-”按钮输入数值 |
|
标尺偏移值获取方法,已X偏移值需阅读水平方向标尺为例,Y偏移值方法类似,具体如下: (1)以左喷头打印的模型为基准,阅读右喷头打印的模型刻度; (2)首先,确定右喷头模型中线位于左喷头模型中线的左边还是右边。若在左边,取“-”值,若在右边,取“﹢”值; (3)寻找到两个模型最对齐的那条刻度线,从中线往这条刻度线计数,数值记为N; (4)在输入框内输入“N”值即可 |
 |
|
¶ 5. 模型3D打印
| 打印模型切片 | ||
 1. 准备.stl, .stp, obj, 3mf,等格式的模型文件 |
 2. 导入INTAMSUITE切片软件中设置打印参数 |
 3. 完成模型切片,可以选择生成.gcode格式文件或.ifp格式文件(.ifp文件内置零件缩略图可预览) |
|
电脑端需提前安装INTAMSUITE切片软件,软件对可模型的打印参数进行设置并进行切片处理,生成可供3D打印机运行处理的.gcode/.ifp文件,软件参数设置及使用详见《软件说明书》。 切片软件下载地址:https://www.intamsys.cn/software.html INTAMSUITE切片软件安装见附件, 注:G-code文件生成后会提示预估打印模型所需的材料重量,打印线材最好大于预估重量,如果线材量较少,打印过程中需要进行线材更换操作。 |
||
| 打印文件导入 | ||
 1. 使用USB存储(U盘)导入。通过U盘拷贝后插入打印机操作面板右侧的USB插口,供打印机读取 |
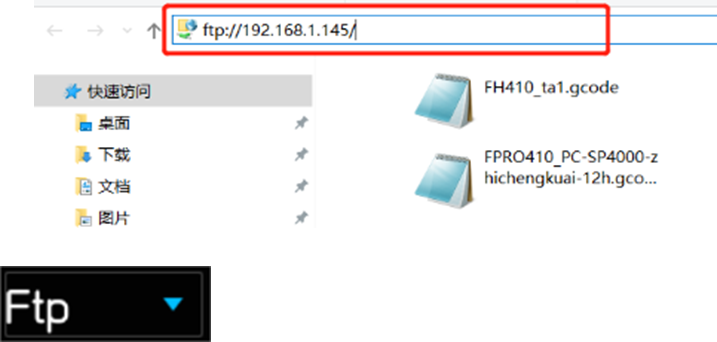 2. 使用网络传输,在电脑端window文件夹地址栏中输入打印机的IP地址,通过网络将G-code文件传输到打印机,供打印机读取 |
 3. 选择USB存储或本地存储; |
 4. 选中需要的打印文件,再点击打开“打印”按钮载入打印文件。也可以选择“加入队列”将打印文件增加到打印队列里。若采用U盘(U-disk)导入的方式,在载入打印文件后,可将U盘拔出插口,不影响打印 |
||
| 打印样品取出 | ||

1. 成型完成后,打印头归零并停止,打印平台自动下降至底部,屏幕上的打印进度会显示100%,并提示模型打印完成。需要将模型与底板整体从打印机中取出 |
 2. 解开门锁,打开腔室前门。如果要结束保温,进入“保温时间”界面内关闭保温按钮即可,此时前门和顶盖被解锁 |
 3. 戴上手套,取出柔性打印底板;双手上下弯曲柔性打印底板,打印件会从底板上脱离。移除打印件上多余的支撑材料 |
¶ 6. 打印后处理
通过FDM 3D打印制造的模型零件,打印后可能会存在明显的层纹;另外,有些模型零件需要添加支撑,会导致支撑部位粗糙;且零件存在变形情况等,导致打印的实体模型与其数字模型存在差异。因此可以视情况对打印样品进行后处理,在保证样品尺寸、结构、力学性能等前提下,提升样件外观。常见的后处理工艺包括支撑材料去除与表面处理。
| 支撑材料去除 | 表面处理 |
| 水溶性支撑材料:可使用高压水枪、超声波清洗机、搅拌式清洗机等去除 |
打磨:手工打磨、喷砂、抛丸、珠光处理等 化学制剂抛光:酒精雾化抛光、丙酮熏蒸抛光等 修补:补土、上胶、刮原子灰 机械加工:车、铣、钻等 零件后端工序:上漆、咬花、电镀等 |
| 剥离性支撑材料:需使用手动工具(如:斜口钳、锉刀、剪刀等)进行去除 |
关注我们,获取更多信息

www.intamsys.cn
info@intamsys.com
| 上海总部 | 德国分公司 | 美国分公司 |
| 上海远铸智能技术有限公司 | INTAMSYS TECHNOLOGY GmbH | INTAMSYS Technology, Inc. |
| 地址:上海市浦东新区秀浦路3188号E11 | 地址:Zeppelinstr. 35, 73760 Ostfildern Deutschland | 地址:11479 Valley View Road Eden Prairie, MN 55344 |
|
版权所有©上海远铸智能技术有限公司,我们保留在不更新本出版物的情况下更改任何信息的权利。 Copyright ©2023 INTAMSYS Technology. All rights reserved. The information at hand is provided as available at the time of printing, INTAMSYS reserves the right to change any information without updating this publication. |
||