¶ FUNMAT PRO 310 打印工艺指南
¶ 默认材料设置
| PLA | ABS | ABS+ | ASA | PC | PC/ABS | PA6/66 | PA6-CF | PA12-CF | HIPS | SP3030 | SP3050 | |
| 喷嘴温度(℃) | 210 | 250 | 270 | 250 | 250 | 270 | 250 | 260 | 280 | 250 | 220 | 280 |
| 打印底板温度(℃) | 55 | 80 | 80 | 90 | 100 | 90 | 45 | 65 | 90 | 90 | 50 | 90 |
| 腔室温度(℃) | 45 | 80 | 80 | 90 | 100 | 95 | 45 | 60 | 70 | 70 | 50 | 40 |
| 冷却风扇转速(%) | 100 | 100 | 100 | 100 | 100 | 100 | 100 | 100 | 100 | 100 | 25 | 50 |
| 打印底板 | PC 板 | PC 板 | PC 板 | PC 板 | PC 板 | PC 板 | PC 板 | PC 板 | PC 板 | PC 板 | PC 板 | PC 板 |
| 线材干燥条件 | 50℃/8h | 80℃/8h | 80℃/8h | 80℃/8h | 80℃/8h | 80℃/8h | 80℃/12h | 80℃/12h | 100℃/12h | 50℃/8h | 60℃/12h | 100℃/8h |
| 支撑材料 | SP3030 | HIPS |
HIPS SP3030 |
HIPS | HIPS | HIPS | SP3030 | SP3030 |
SP3050 SP3030 |
-- | -- | -- |
| 打印层厚(mm) | 0.25~0.75*喷嘴直径 (0.4mm 喷嘴打印层厚为 0.1~0.3mm,推荐打印层厚 0.15~0.2mm)。 | |||||||||||
| 底板调平 |
底板调平非常重要。 调平完成后,用户可以继续打印。 有两种调平底板的方法:手动调平和自动调平。建议先使用手动调平,再在手动调平基础上进行一次自动调平。 |
|||||||||||
| 打印底板粘附类型 | 建议使用 Raft 以获得更好的第一层附着力。 | |||||||||||
| 打印件移除 | 3D 打印完成后,建议冷却后移除打印件。 | |||||||||||
| 喷嘴区分使用 |
PA12-CF 、PA6-CF 建议采用 INTAMSYS FUNMAT PRO 310 专用加硬钢喷嘴进行打印。 其余材料请使用原厂 INTAMSYS FUNMAT PRO 310 喷嘴进行打印。 |
|||||||||||
|
线材使用注意事项 |
打印前应使用对流或真空烘箱干燥线材。 如果线材未充分干燥,挤出料丝将带有气泡影响成型。 请按照推荐的温度和时间干燥线材,并且避免过长时间干燥线材。 多余线材盘从打印机中取出后, 将线材头穿入线轴侧面的小孔中,避免线材缠结。 并确保打印前线材没有缠结。 打印时推荐使用 INTAMSYS 专用干燥料仓并使用分子筛干燥剂辅助干燥以确保打印过程中线材的干燥状态。 |
|||||||||||
|
支撑解决方案 |
支撑材料解决方案请参考附件 1。 水溶支撑使用指南请参考附件 2。 当有两种支撑材料可供选择时, 推荐优先选用第一种材料。 |
|||||||||||
| 其他 |
在高温下在腔室内进行作业如取出打印底板时,需要佩戴高温防护手套操作。 以上所有打印工艺指南仅适用于使用 INTAMSYS 线材在 FUNMAT PRO 310 打印机上使用。 |
|||||||||||
¶ 附件1
¶ 支撑材料解决方案
¶ 1. 切片软件中的支撑材料和 RAFT 底层设置
| 单喷头打印 | 双喷头打印 | |
|
支撑材料打印喷头选择 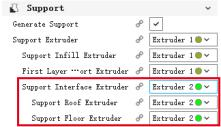 |
—— |
支撑材料 |
|
Z 向支撑材料(Support Z Distance) 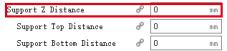 |
0.1mm/单层高 |
0 |
|
Raft 空气间隙(Raft Air Gap) 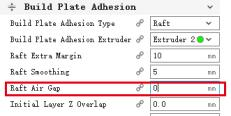 |
0~初始层高 |
0 |
注: 支撑模式推荐选择“Zig Zag”,因为它更容易移除。
¶ 2. 支撑材料后处理(打印完成后)
|
支撑材料 类型 对应模型材料 处理过程及其他 |
|||
|
SP3030 |
水溶性支撑材料 |
PLA,PA6/66,PA6-CF,ABS+, PA12-CF |
可手动去除大部分支撑,然后将打印部件浸入水中,直到所 有支撑材料溶解(温水 35-40 有助于加快溶解速度)。 强烈建议将此类支撑材料存放至可重复密封的袋子中,因为 它具有很强的吸湿性。 |
| HIPS | 剥离性支撑材料 | ABS, ASA, PC, PC/ABS ,ABS+ | 手动剥离 |
| SP3050 | 剥离性支撑材料 | PA12-CF | 手动剥离 |
¶ 附件 2
¶ 水溶支撑使用指南
¶ 1. 线材干燥
水溶性支撑材料在打印之前须进行充分干燥, 并且在打印过程中让线材远离潮湿的环境至关重要。
打印前,我们建议将线材按照推荐的烘干方法充分干燥以后再使用,以防止在高温打印时产生泡沫挤出物,空 气循环烘箱可用于在打印前干燥线材。
打印时推荐使用 INTAMSYS 专用干燥料仓并使用分子筛干燥剂辅助干燥以确保打印过程中线材的干燥状态。
¶ 2. 打印模型与支撑的分离
打印件应先剥掉大部分支撑以后,再放入自来水中(温水 35-40℃会更好) 浸泡 4-10 个小时,即可将支撑完全 从模型中去除。