¶ 喷嘴冷却风扇的作用
首先,我们通过下图的现象来引入这个话题。左图为未开启喷嘴冷却风扇,可以看到塔尖细节部分无法成型,出现塌陷现象;而右图为开启冷却风扇并设置了适当的风扇转速,并且最终塔尖细节能够正确成型。

这一现象其实与温度/热量有关。这里还是以上图模型塔塔尖为例,塔尖部分的堆叠层会持续不断受到两个方面传递来的热量:
(1) 新挤出丝材与前一层接触后,传来的热量
(2) 喷嘴在小范围内持续移动而传递来的热量
被挤出并堆叠的熔融态或半熔融态丝需要一定的降温,才能成型固态。而在这2个持续不断地热量来源的影响下,先前堆叠的材料会被维持在一个相对高的温度,这个温度仍可以使已堆叠材料处于半熔融状态,并具有低流动性。因此,在重力的影响下,会缓慢向下流动/塌陷。
而对于开启喷嘴冷却风扇的左边模型塔,被挤出丝材及之前已成型的下层材料可以被风扇作适当降温,使其在不损失层间粘结度的前提下,降温至略微脱离半熔融状态(或低熔融状态)并失去流动性(或低流动性),并最终能正确成型。
同时,需要注意的是,对于不同的材料,风扇的转速设置是不同的。不同材料的特性区别,影响了它们的层间粘结力。如果风扇转速设置过大,被挤出的丝材及先前的堆叠层可能会损失过多热量/温度,致使层间粘结变差,Z向强度明显降低或层间开裂等。
因此,喷嘴冷却风扇的转速设置是FFF/FDM技术路线中比较敏感的一项。需要根据实际打印情况,酌情来作更改(尤其是模型上的细小细节)。
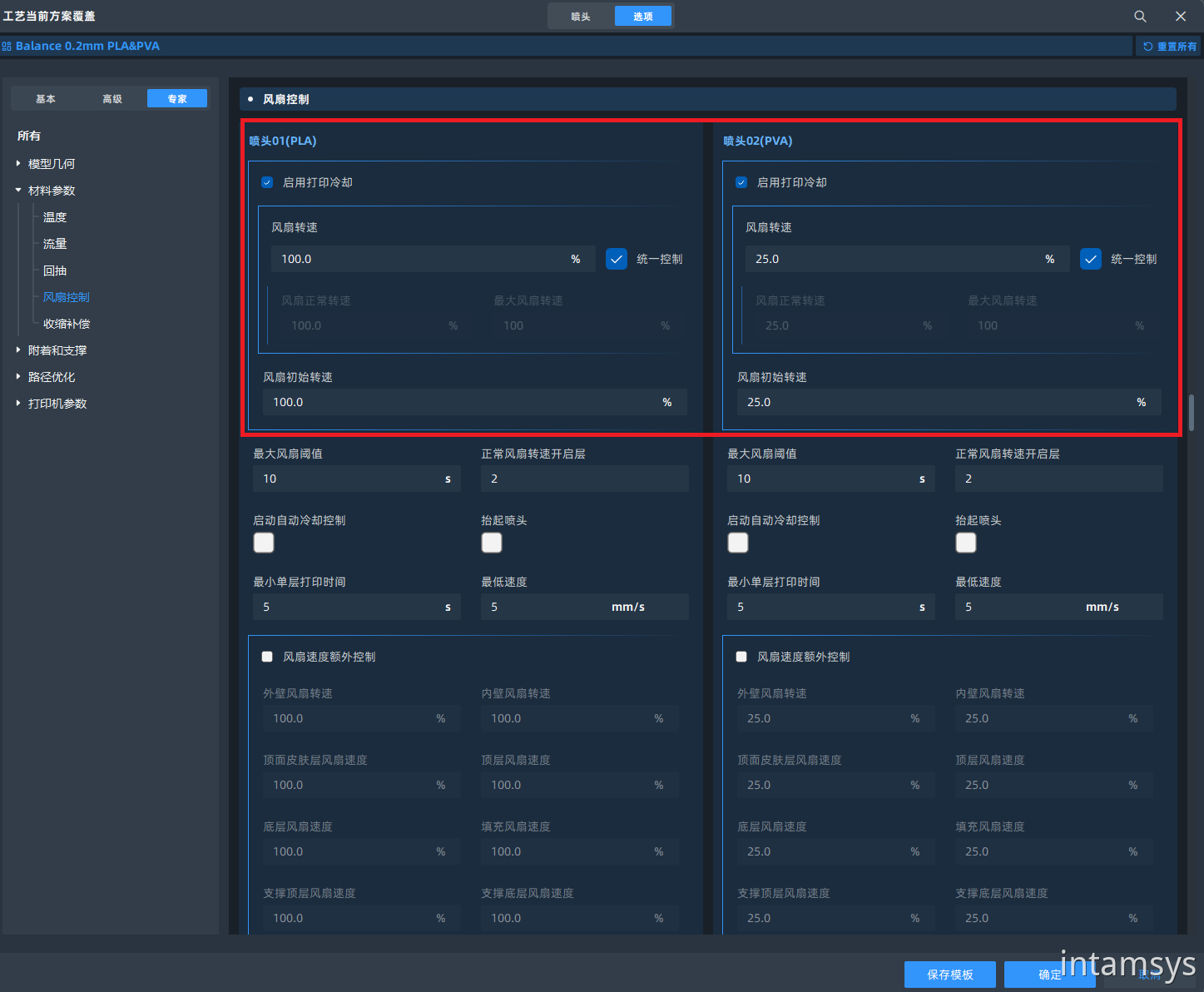
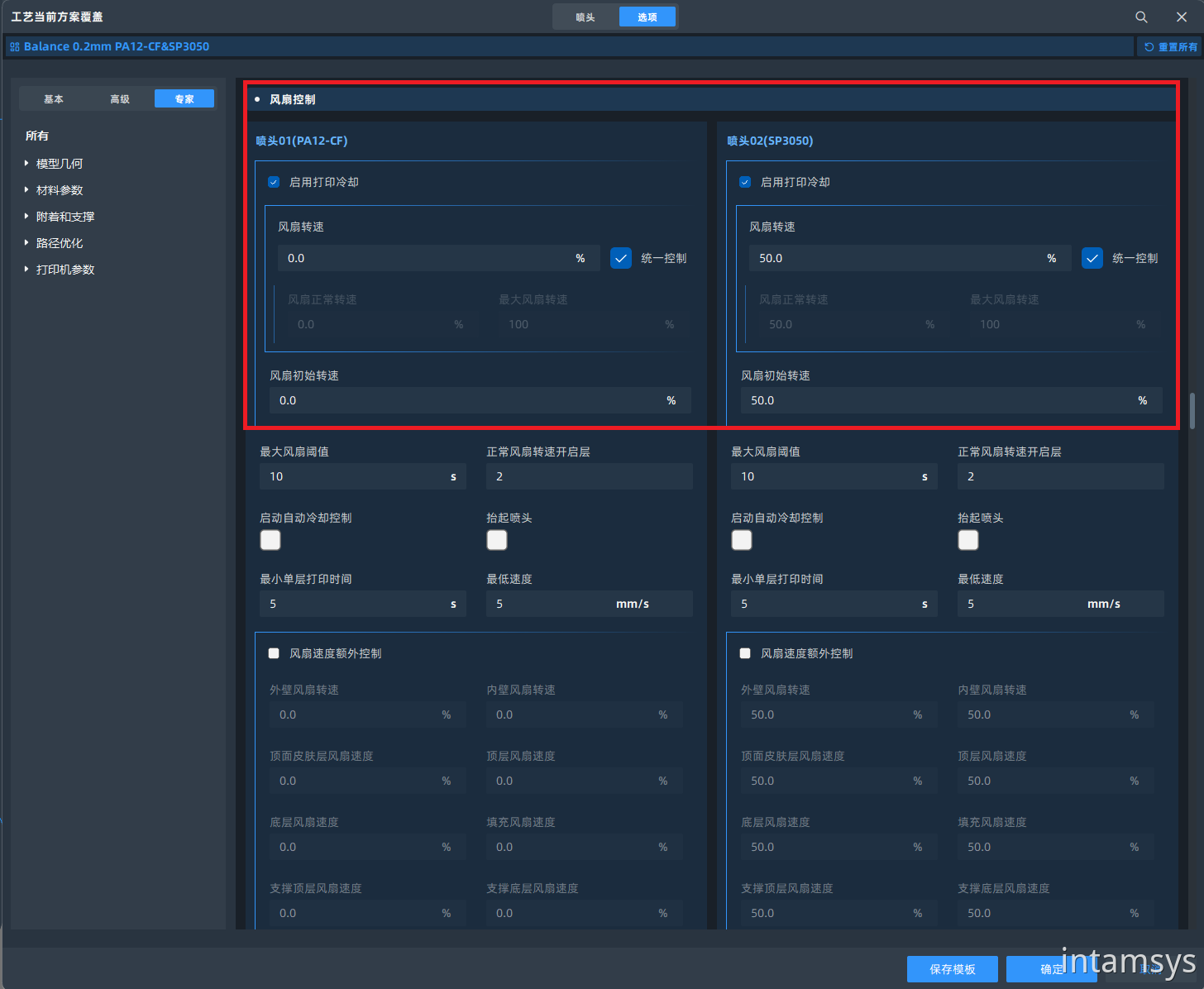
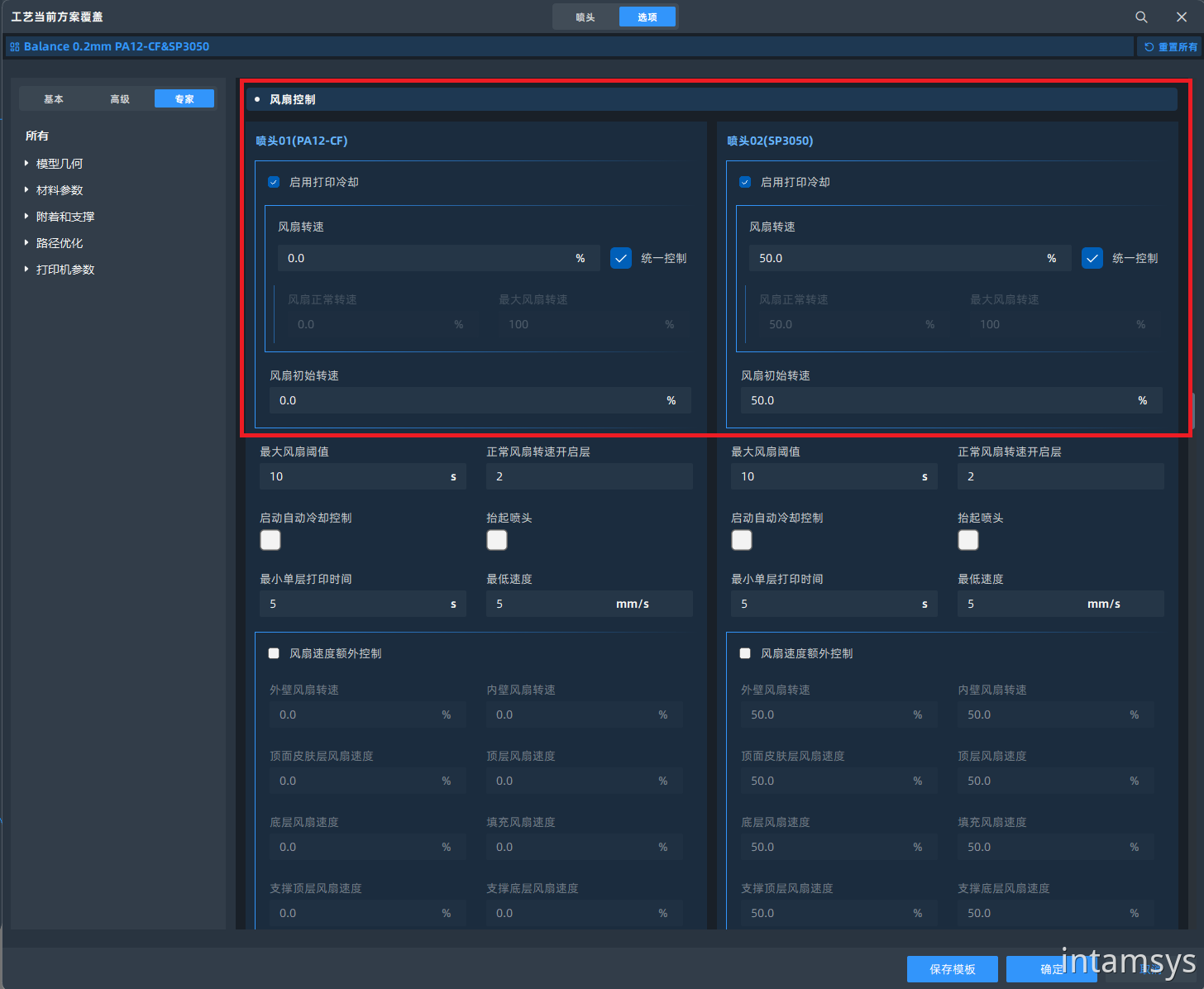
最后,在INTAMSUITE NEO中可以看到,不同的材料所对应的工艺方案中,已经预制了不同的风扇设置。如使用远铸智能提供的丝材,可直接套用工艺方案,省去了不少对材料的测试时间。