¶ Z 缝对齐
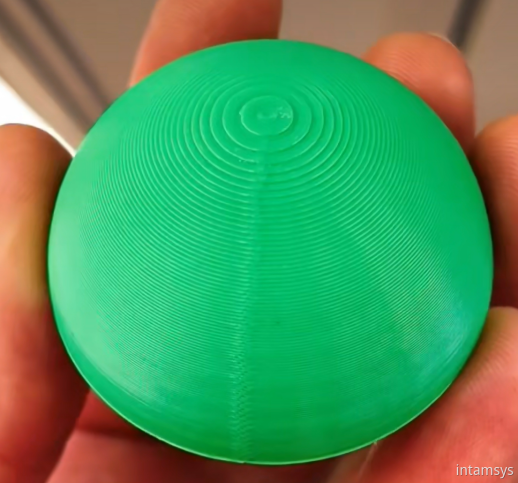
¶ 1. Z缝的形成
由于在起始点上非常短暂的停顿及过挤出现象,起始点会堆积稍过量的挤出物;又当每一层的打印起始点在同一直线上时(Z向),每一层起始点上稍过量的挤出物便会在宏观上形成一条像刀疤一样的“拉链”,通俗的被称为Z缝。
 |
 |
¶ 2. 切片软件内 - 4种Z缝对准方式
这条Z缝会影响模型的表面质量,那么我们又该如何来避免它的出现呢?其实,在切片软件内就有“Z缝”相关的设置选项,我们可以针对不同的模型,通过更改这些设置来优化改善“Z缝”现象。
首先我们打开INTAMSUITE NEO,选定机型、材料、工艺方案后,打开对应工艺方案的详细选项。然后在“路径优化” - “熔接线”-“Z缝对准于”的菜单下选择针对性的设置来避免或优化“Z缝”现象。以下是4个选项的解释:
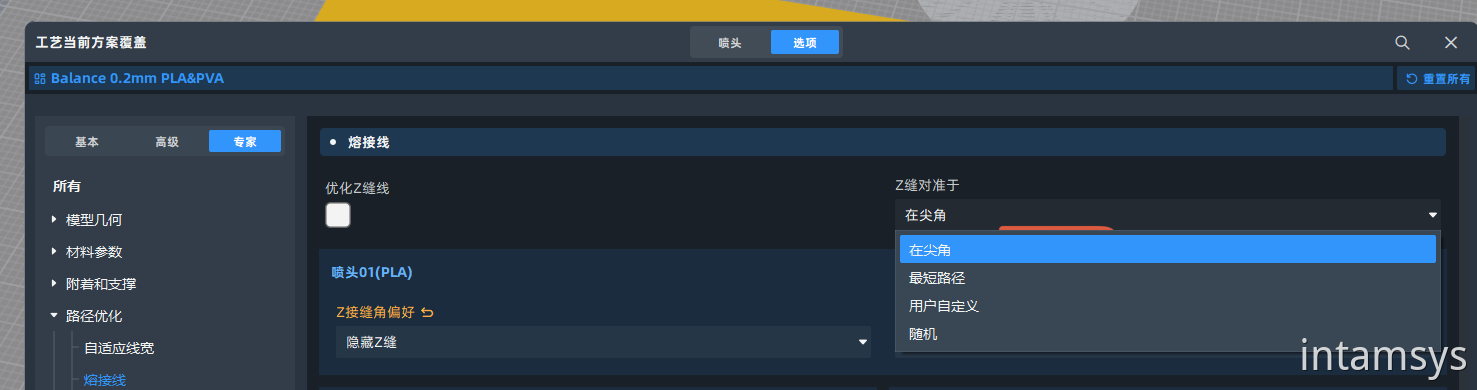
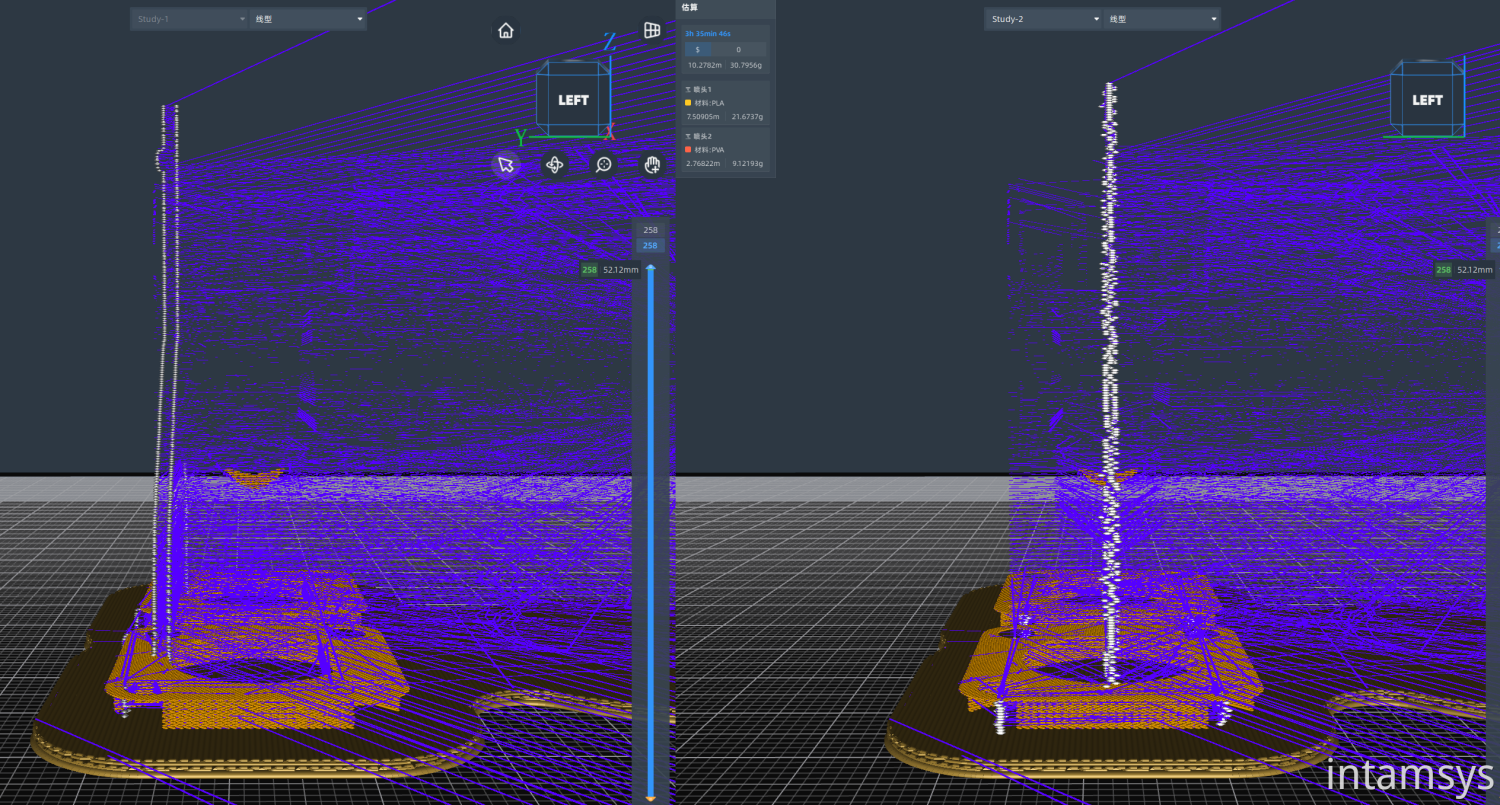
(1)随机 - 每一层打印的起始点不在同一Z向直线上
优点:可完全避免一条直线的“Z缝”的出现
缺点:由于每一层起始点轻微停顿的存在,随机起始点可能会造成模型表面有随机的凹凸点现象(视不同材料,材料水分含量而不同)

(2)用户自定义
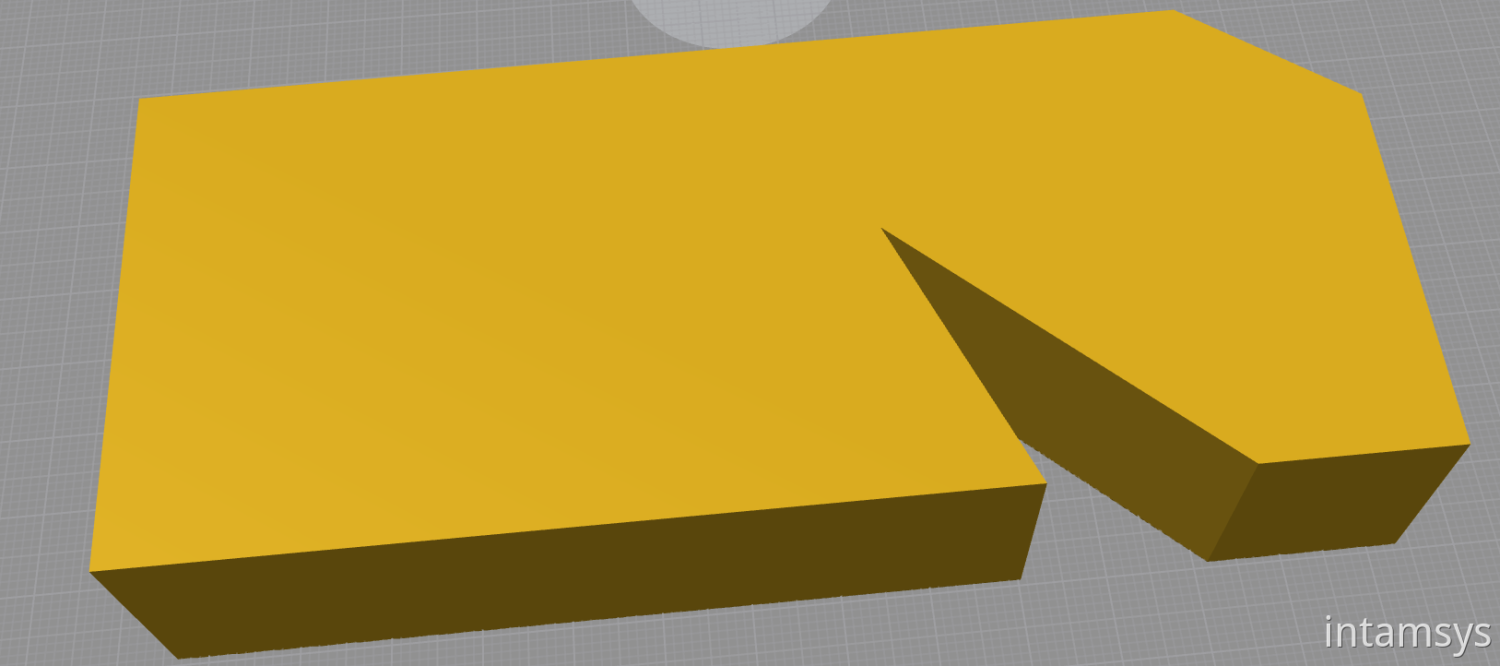
即用户可以定义“Z缝”出现在模型的哪个具体方位,如下拉菜单中的选项。
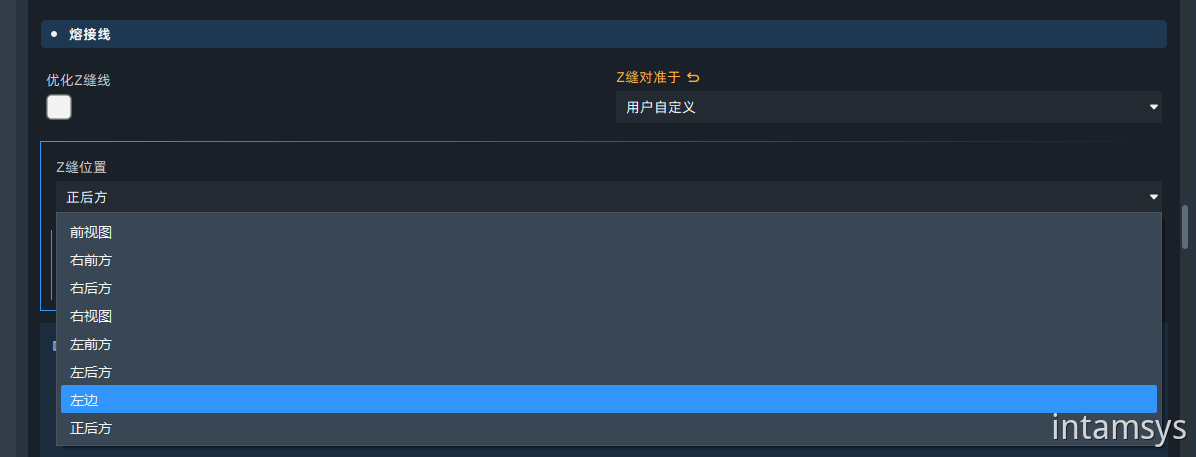
下图即是“Z缝”位置自定义生效后的切片效果。(选择左边后,Z缝从前侧移至模型的左侧)
(3)最短路径
切片软件会以最节省打印时间为主要规则,来决定每一层的打印起始点,然而并非所有模型都能用此设置节省打印时间。
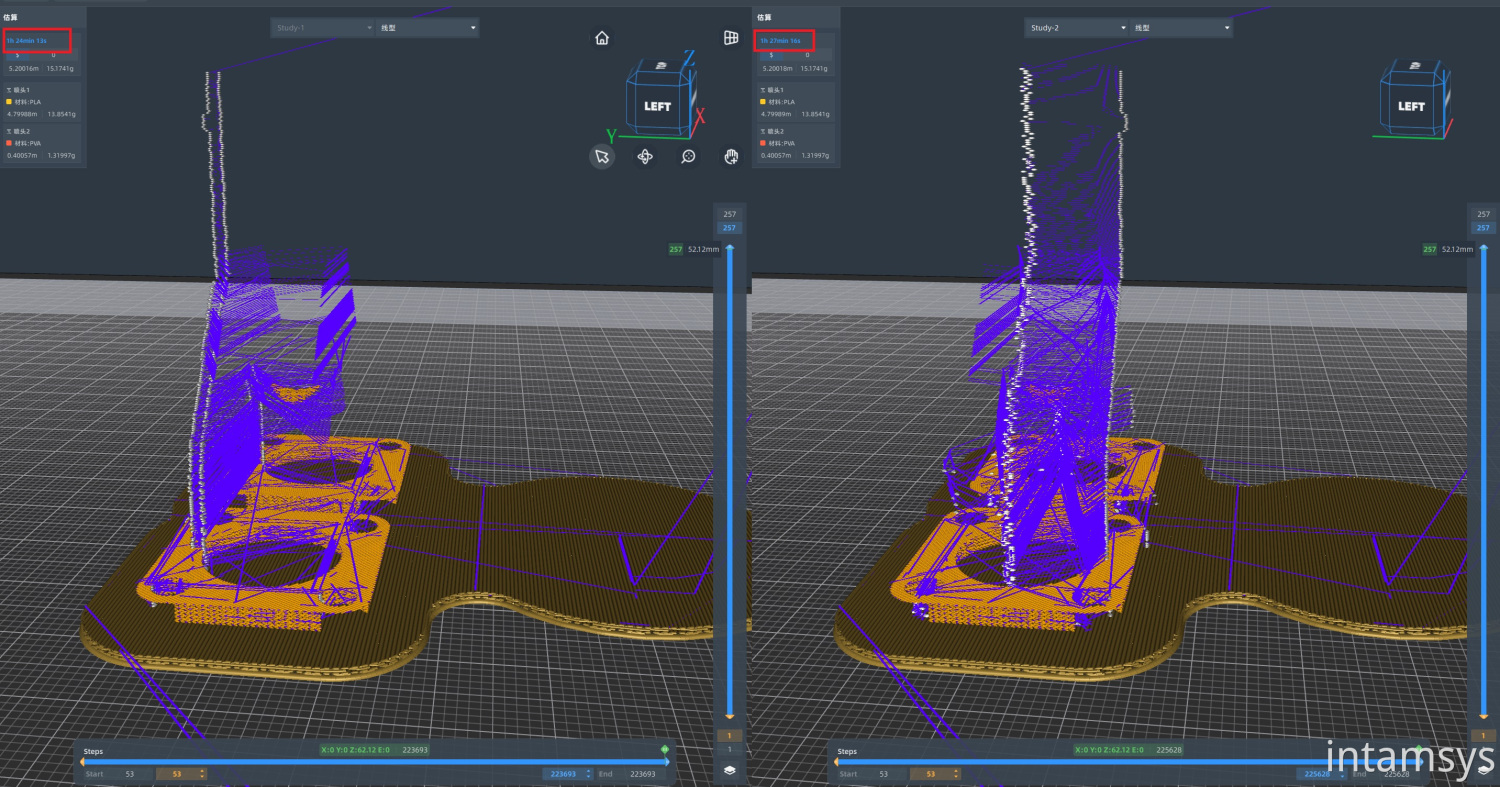
(4)在尖角
即将每一层的打印起始点放在最尖锐的转角处,以有效隐藏“Z缝”。

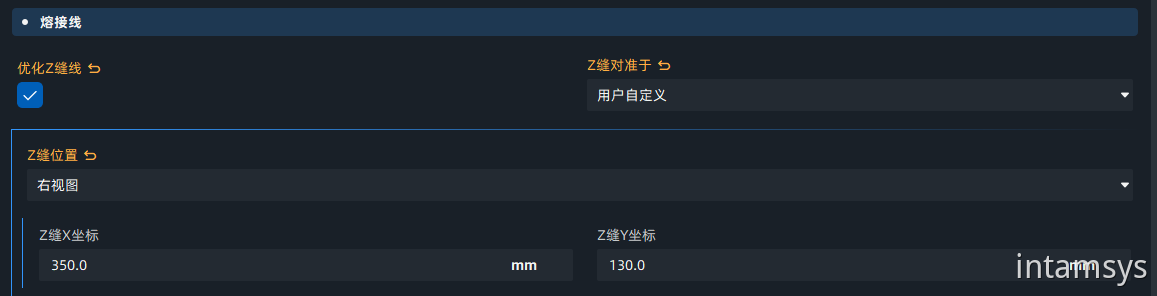
¶ 3. 优化“Z缝”线
在切片软件 - 熔接线一栏中,有一项“优化Z缝线”。在勾选后,切片软件会对在Z方向上的打印起始点作自动对齐,以减小“Z缝”的相对宽度,方便后处理时进行去除。

¶ 4. 材料充分烘干对于Z缝问题的帮助
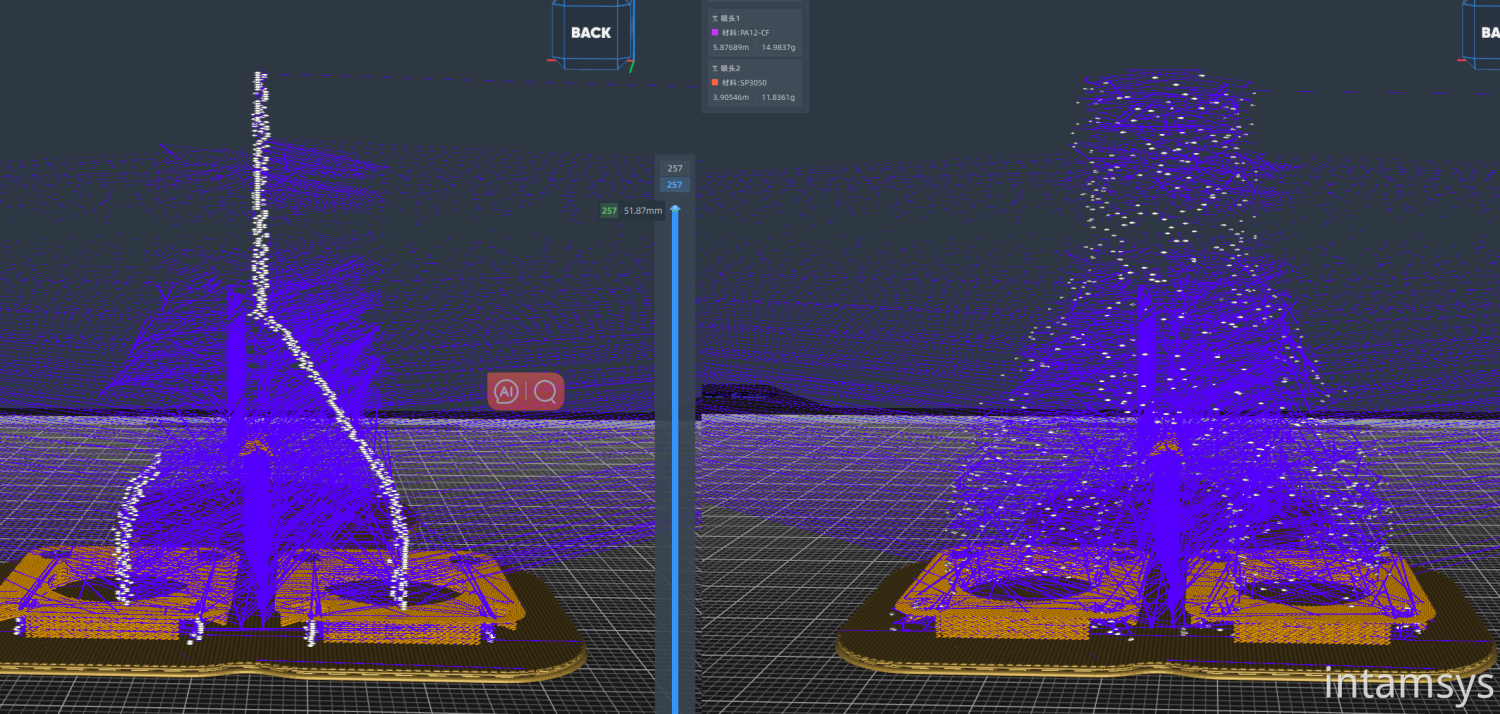
下方两图内的模型均由同一台FUNMAT PRO 310打印机采用PA-12CF线材打印而成。
左图模型使用的PA12-CF线材未经预先烘干处理,且吸水较重,可以看到Z缝现象非常明显。在开始每一层打印前,打印平台会向下移动一个层厚的距离,即喷头在此刻会有短暂停止挤出的情况,而吸水严重的PA12-CF会在这一短暂停顿时间内出现严重溢料现象,加重了Z缝现象。
右图模型使用的PA12-CF线材打印前经过完全的烘干处理,含水率已经很低,可以看到几乎无法观察到明显的Z缝现象,且模型表面质量极佳。
因此,强烈建议在进行打印成型前,对线材进行必要的烘干处理。线材烘干处理,不光能缓解Z缝现象,还对其他问题亦有帮助。
|
|

|