¶ Slice Report
Generate a slicing report based on the slicing information in the document, containing details such as material, layer height, fill type, fill percentage, support, print temperature, etc. Export the sliced settings and Gcode results to the report, please note that the imported Gcode can not generate the report.
Please note that the imported Gcode cannot generate the report. The exported report is in the form of a word document, you need to use the corresponding software to open the exported document.
¶ Functions Use
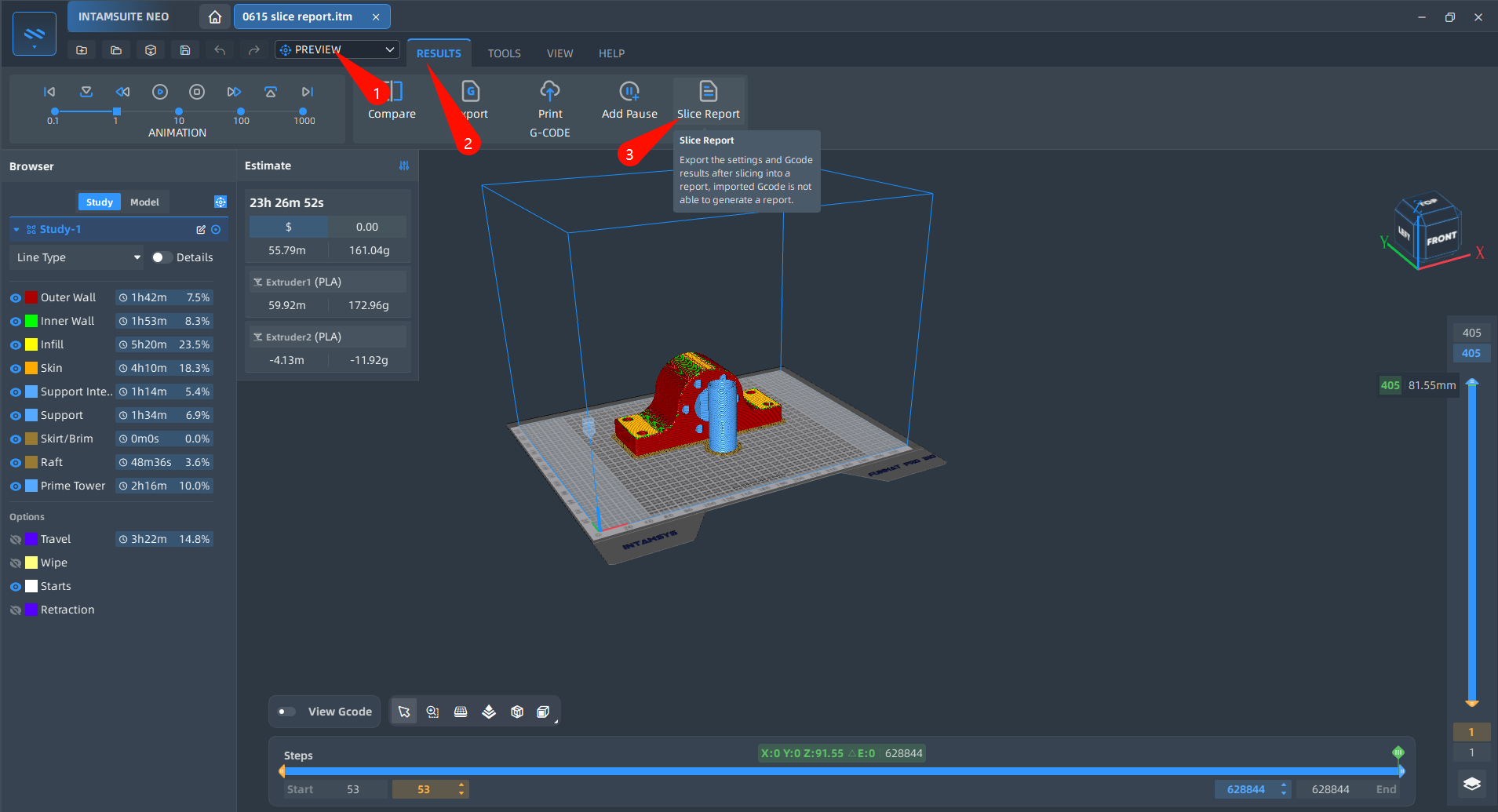
You can use this function in [Preview] - [Result] - [Slicing Report], the specific location is as follows:
¶ Parameter settings
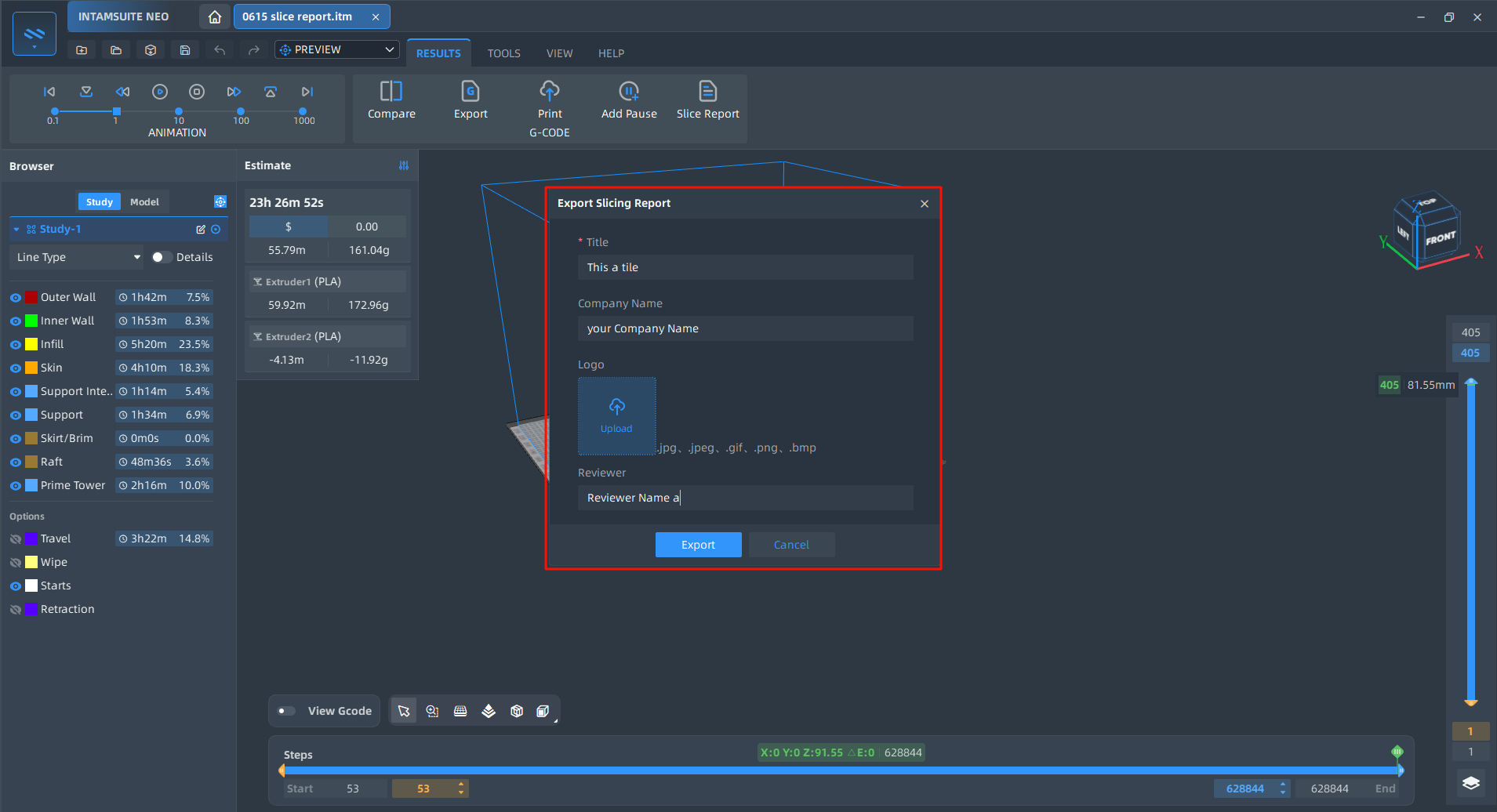
Export report supports setting the document title, company name, logo and reviewer information, the information will be automatically filled into the relevant position of the report;
¶ Contents of the slice report
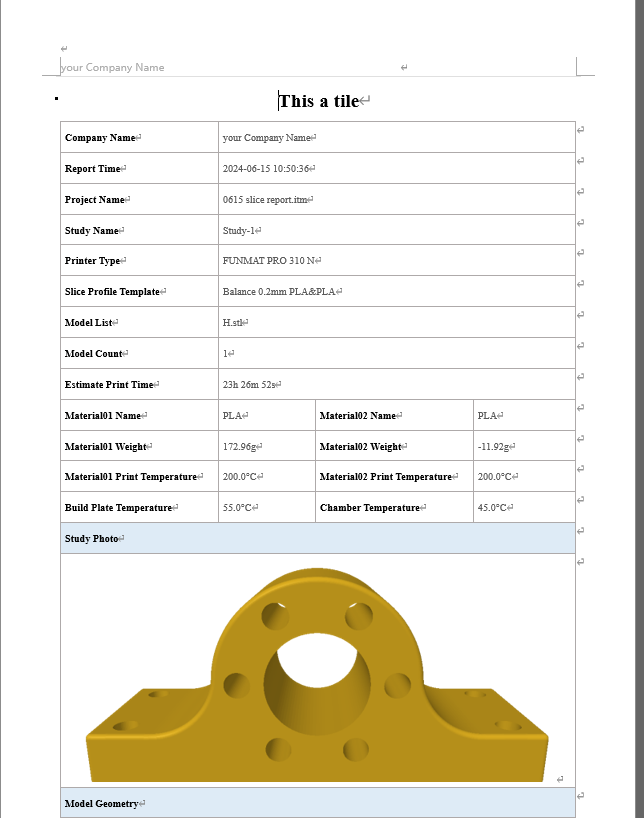
The slice report contains the following contents, which may vary from version to version, and is based on the exported slice report;
| Company Name | your Company Name | ||||||
| Report Time | 2024-06-15 10:50:36 | ||||||
| Project Name | 0615 slice report.itm | ||||||
| Study Name | Study-1 | ||||||
| Printer Type | FUNMAT PRO 310 N | ||||||
| Slice Profile Template | Balance 0.2mm PLA&PLA | ||||||
| Model List | H.stl | ||||||
| Model Count | 1 | ||||||
| Estimate Print Time | 23h 26m 52s | ||||||
| Material01 Name | PLA | Material02 Name | PLA | ||||
| Material01 Weight | 172.96g | Material02 Weight | -11.92g | ||||
| Material01 Print Temperature | 200.0°C | Material02 Print Temperature | 200.0°C | ||||
| Build Plate Temperature | 55.0°C | Chamber Temperature | 45.0°C | ||||
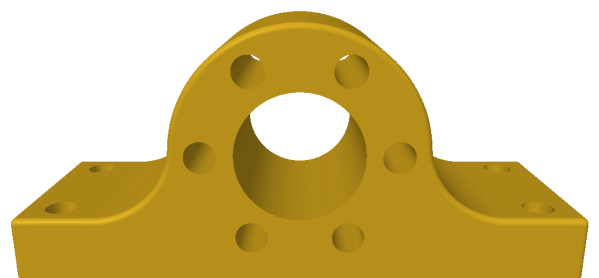
| Study Photo | |||||||
 |
|||||||
| Model Geometry | |||||||
| Layer Height | 0.2mm | ||||||
| Line Width | 0.4mm | ||||||
| Top Skin Layers | 1 | Bottom Skin Layers | 1 | ||||
| Top Layers | 6 | Bottom Layers | 6 | ||||
| Wall Line Count | 3 | ||||||
| Infill Density | 20% | Infill Pattern | Lines | ||||
| Material Parameters | |||||||
| Material01 Name | PLA | Material02 Name | PLA | ||||
| Material01 Flow | 103% | Material02 Flow | 103% | ||||
| Material01 Enable Retraction | ON | Material02 Enable Retraction | ON | ||||
| Material01 Enable Print Cooling | ON | Material02 Enable Print Cooling | ON | ||||
| Material01 X Shrinkage Compensation Ratio | 100.0% | Material02 X Shrinkage Compensation Ratio | 100.0% | ||||
| Material01 Y Shrinkage Compensation Ratio | 100.0% | Material02 Y Shrinkage Compensation Ratio | 100.0% | ||||
| Material01 Z Shrinkage Compensation Ratio | 100.0% | Material02 Z Shrinkage Compensation Ratio | 100.0% | ||||
| Adhesion and Support | |||||||
| Build Plate Adhesion Type | Raft | ||||||
| Enable Auto Support | ON | ||||||
| Support Structure | Normal | Support Overhang Angle | 45° | ||||
| Enable Prime Tower | ON | ||||||
| Prime Tower Height Type | Normal Height | Prime Tower Type | Nested | ||||
| Path Optimization | |||||||
| Optimize Z Weld Point Line | ON | Z Weld Point Alignment | Direction | ||||
| Machine Parameters | |||||||
| Outer Wall Speed | 30.0mm/s | Inner Wall Speed | 60.0mm/s | ||||
| Infill Speed | 60.0mm/s | Travel Speed | 250mm/s | ||||
| Outer Wall Acceleration | 500mm/s² | Inner Wall Acceleration | 500mm/s² | ||||
| Infill Acceleration | 500.0mm/s² | Travel Acceleration | 500mm/s² | ||||
| Slicing Results | |||||||
| Estimate Print Time | 23h 26m 52s | Estimate Cost | 0.00($) | ||||
| Material01 Name | PLA | Material02 Name | PLA | ||||
| Material01 Weight | 172.96g | Material02 Weight | -11.92g | ||||
| Material01 Length | 59.92m | Material02 Length | -4.13m | ||||
| Details | |||||||
| Feature Type | Weight | Length | Time Cost | Percentage | |||
| Outer Wall | 17.852g | 6185.0mm | 1h 42m 44s | 7.5% | |||
| Inner Wall | 35.172g | 12185.8mm | 1h 53m 22s | 8.3% | |||
| Infill | 79.132g | 27416.0mm | 5h 20m 53s | 23.5% | |||
| Skin | 42.337g | 14668.2mm | 4h 10m 40s | 18.3% | |||
| Support Interface | 9.220g | 3194.2mm | 1h 14m 25s | 5.4% | |||
| Support | 26.751g | 9268.2mm | 1h 34m 51s | 6.9% | |||
| Skirt/Brim | 0.000g | 0.0mm | 0h 0m 0s | 0.0% | |||
| Raft | 21.797g | 7551.8mm | 48m 36s | 3.6% | |||
| Prime Tower | 23.585g | 8171.1mm | 2h 16m 51s | 10.0% | |||
| Retraction | - | - | 21m 37s | 1.6% | |||
| Travel | - | - | 3h 22m 44s | 14.8% | |||
| Slicing Results Photo | |||||||
 |
|||||||
| GCode Header | |||||||
| ;START_OF_HEADER ;FLAVOR:Marlin ;GENERATOR.VERSION:4.3.6 ;GENERATOR.BUILD_DATE:2024-06-04 ;TARGET_MACHINE.NAME:FUNMAT PRO 310 N ;TARGET_MACHINE.KEY:funmatpro310_nxp ;EXTRUDER_TRAIN.0.INITIAL_TEMPERATURE:220.000 ;EXTRUDER_TRAIN.0.MATERIAL.VOLUME_USED:172537.281 ;EXTRUDER_TRAIN.0.MATERIAL.WEIGHT_USED:207.044739 ;EXTRUDER_TRAIN.0.MATERIAL.NAME:PLA ;EXTRUDER_TRAIN.0.MATERIAL.KEY:funmatpro310_nxp_pla ;EXTRUDER_TRAIN.0.NOZZLE.DIAMETER:0.40 ;EXTRUDER_TRAIN.1.INITIAL_TEMPERATURE:150.000 ;EXTRUDER_TRAIN.1.MATERIAL.VOLUME_USED:40667.5156 ;EXTRUDER_TRAIN.1.MATERIAL.WEIGHT_USED:48.8010180 ;EXTRUDER_TRAIN.1.MATERIAL.NAME:PLA ;EXTRUDER_TRAIN.1.MATERIAL.KEY:funmatpro310_nxp_pla ;EXTRUDER_TRAIN.1.NOZZLE.DIAMETER:0.40 ;PRINT.BUILD_TEMPERATURE:55.0000 ;PRINT.CHAMBER_TEMPERATURE:45.0000 ;PRINT.TIME:84412.0000 ;PRINT.SIZE.MIN.X:80.3990 ;PRINT.SIZE.MIN.Y:75.4049 ;PRINT.SIZE.MIN.Z:0.60000 ;PRINT.SIZE.MAX.X:269.600 ;PRINT.SIZE.MAX.Y:184.598 ;PRINT.SIZE.MAX.Z:81.5500 ;PRINT.TOTAL.LAYERS:401.000 ;PRINT.MODE:Regular ;PRINT_TIME.LINE_TYPE.WALL-OUTER:6164.98828 ;PRINT_TIME.LINE_TYPE.WALL-INNER:6802.96289 ;PRINT_TIME.LINE_TYPE.FILL:19253.1621 ;PRINT_TIME.LINE_TYPE.SKIN:15040.3759 ;PRINT_TIME.LINE_TYPE.SUPPORT:5691.71191 ;PRINT_TIME.LINE_TYPE.SUPPORT-INTERFACE:4465.18554 ;PRINT_TIME.LINE_TYPE.RAFT:2916.12646 ;PRINT_TIME.LINE_TYPE.SKIRT:0.00000000 ;PRINT_TIME.LINE_TYPE.PRIME-TOWER:8211.77246 ;PRINT_TIME.LINE_TYPE.TRAVEL:10867.1835 ;PRINT_TIME.LINE_TYPE.RETRACTION:1297.46179 ;END_OF_HEADER |
|||||||
| Reviewer(Sign off) | Reviewer Name a | ||||||
|
End of The Slice Report |
|||||||