Compared with 2025.0.1 released on January 2025, here are the new features and enhancements provided in R2025.1.0 release:
¶ New Features and Enhancements
- Zero-doc launch
- The software does not automatically create new documents or open any existing documents when it starts. Instead, the software starts in a blank or idle state.
- Model Overhang Analysis
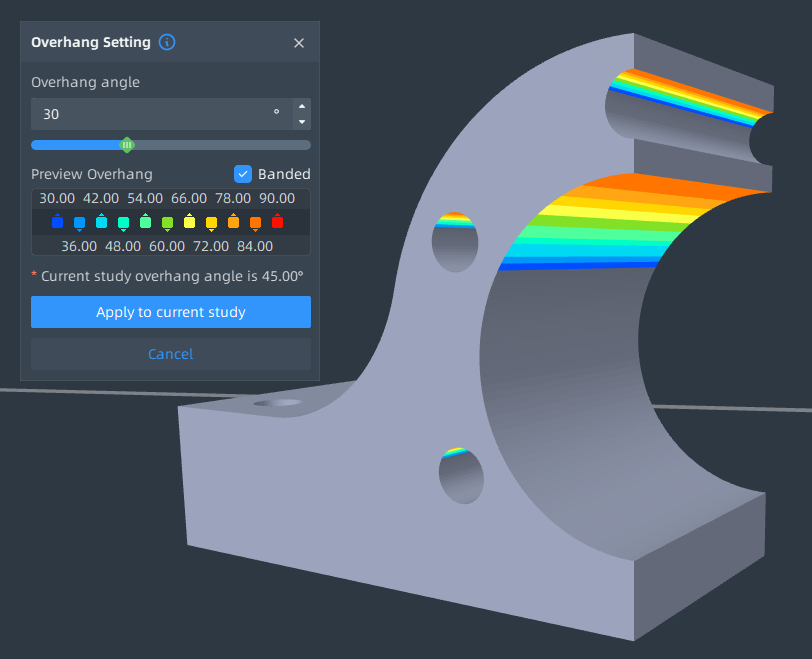
Sometimes the support area needs to be adjusted based on printer capabilities, material properties, model geometry, and desired print quality, However the users have to find the right overhang angle by trial and error. The feature displays overhang areas as coloured contours and updates them immediately according to the change of overhang angle, helping users evaluate and determine overhangs in an intuitive way.
- The overhang areas display the color contours that correspond to the values defined by the color bar.
- Quickly visualize and analyze overhanging areas and determine the appropriate overhang angle for the slicing.
- Model Analysis and Repair Centralized
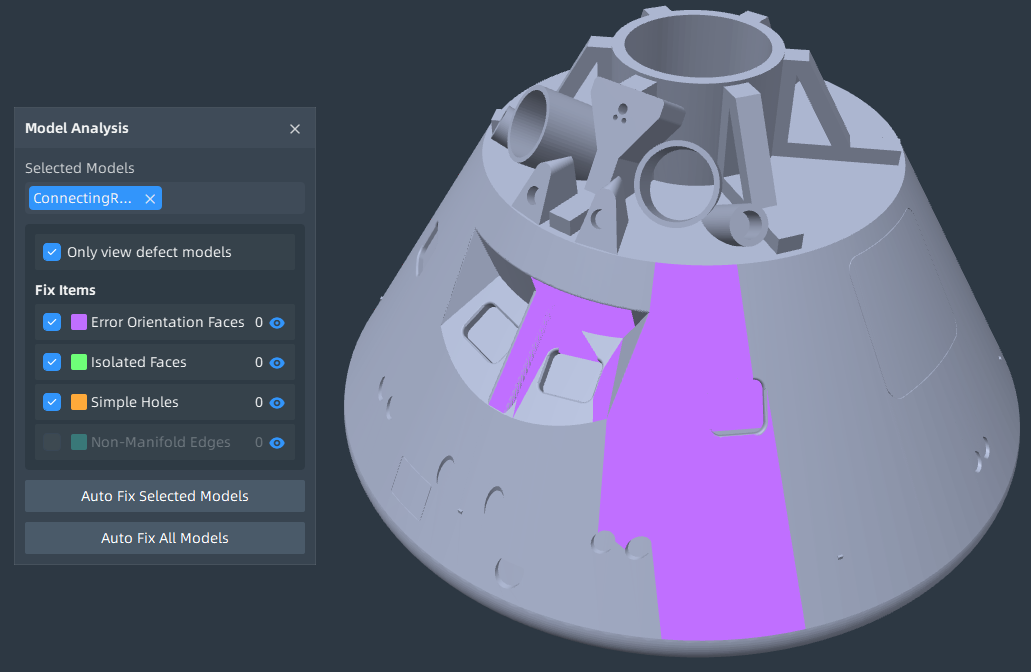
Sometime it is not easy to automatically fix all model mesh errors with one-click and have to return to CAD tool for corrections. However in previous INTAMSUITE NEO, it could detect and count mesh errors but could not show their exact locations on the model, forcing users to identify and search for problematic areas by guesswork. In addition, the repair function applied fixes to all loaded models at once, with no option to target specific models. Now model mesh error detection and repairing are centralized in a sub-environment, and with the option to display only problematic models for a clean view. more importantly, each mesh error can be highlighted on white or untextured models for quick location, and the visibilily can be toggled based on error types . In addition, the specified error types can be repaired for the selected model or all loaded models.
- New error type detection about Non-manifold edges.
- Visualize number of errors and where the errors occur on white or untextured model(s) .
- Fix the selected error types for the selected or all models.
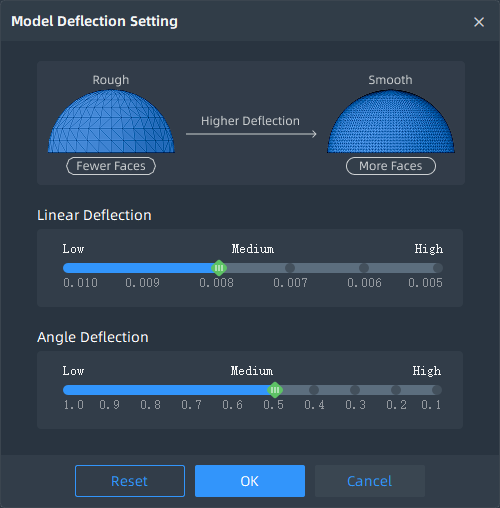
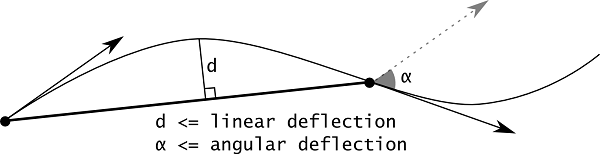
- Adjust the Quality of the Imported Model
When importig a STEP/STP files, as with most of slicers, INTAMSUITE NEO previously converted them to STL format automatically using fixed precision settings, which can lead to overly dense meshes for simple geometries and insufficient details for complex or organic shapes. The users now can fine-tune conversion quality via "linear deflection" and "angle deflection" for a better balance between print accuracy and efficiency. If the values of these two parameters are set smaller, the model import quality is higher, the surfaces are smoother, and the number of generated triangles increases. Consequently, the import time and slicing time will increase.
|
 |
|
 |
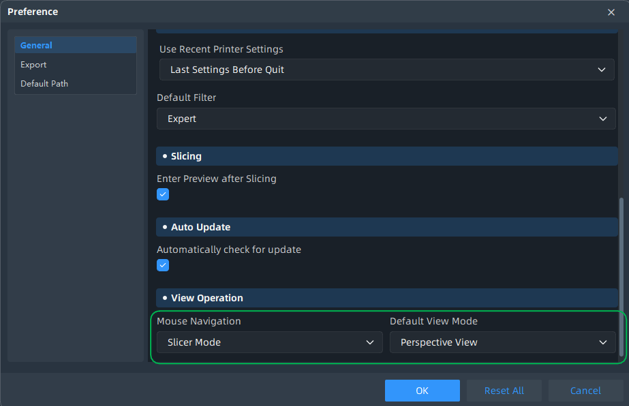
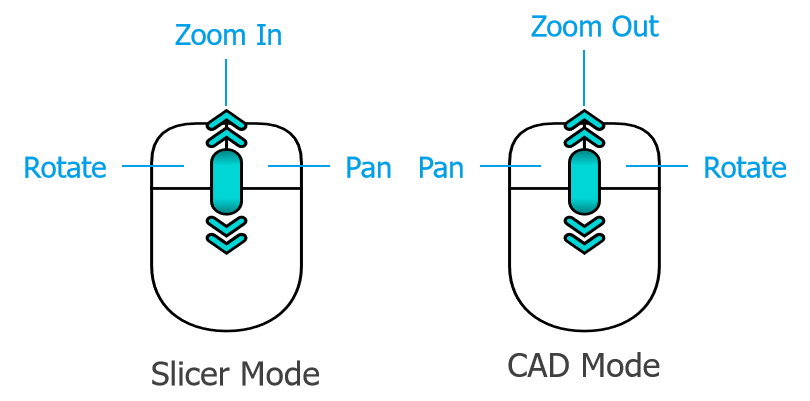
- Default View Operation in Preference
|
 |
|
 |
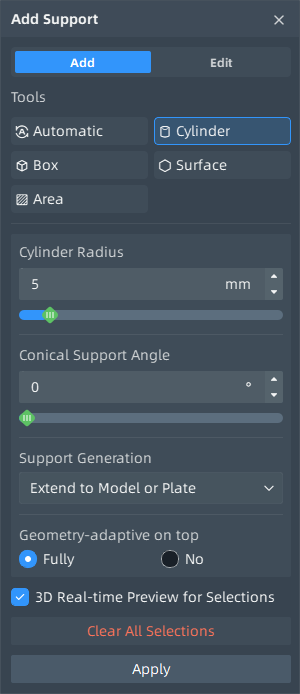
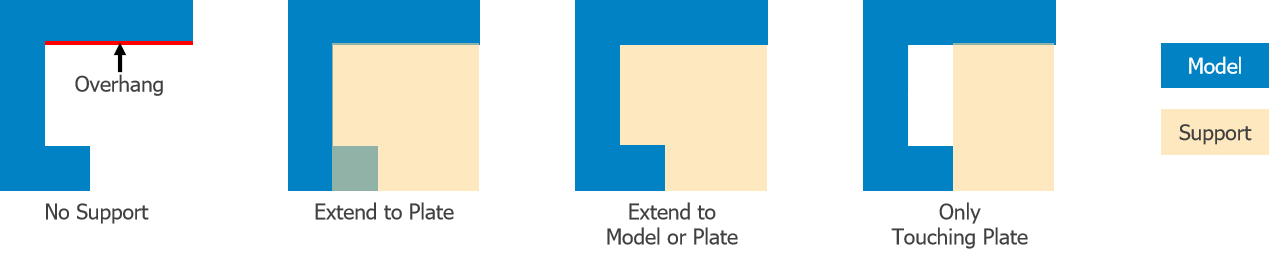
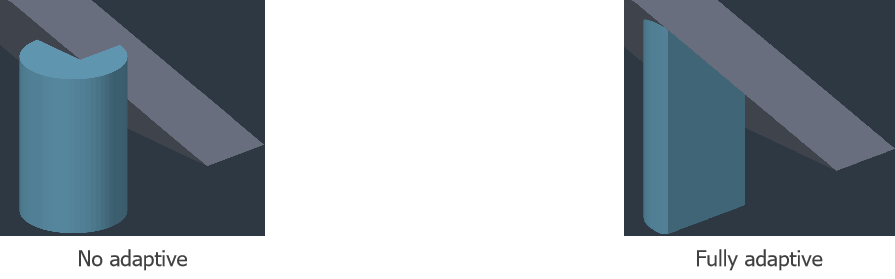
- Manual Support Enhancements
While INTAMSUITE NEO offers automatic support generation, manual support placement remains essential in certain scenarios where precision, material & time savings, enhanced stability or print quality are critical. INTAMSUITE NEO expands its capabilities and flexibility further, including-
|
 |
|
|
 |
|
|
 |
- Cross Section View Enhancement
- Change Cross Section View menu to on/off status button to avoid conflict with other functions.
- Shown as a toolbar above navigation bar (not a dialog any more) in both Prepare and Preview environment.

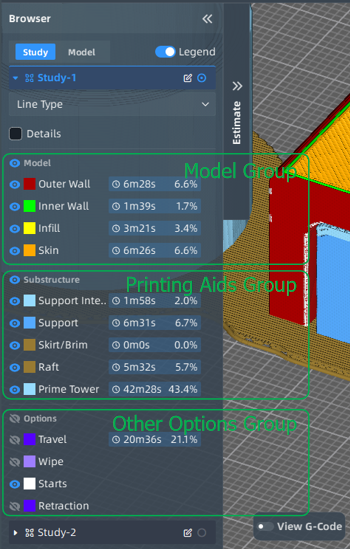
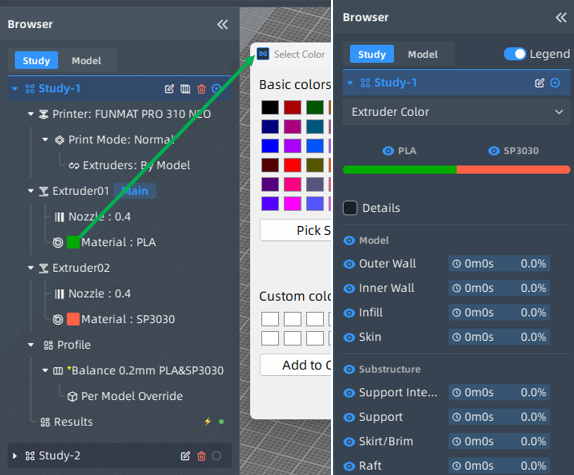
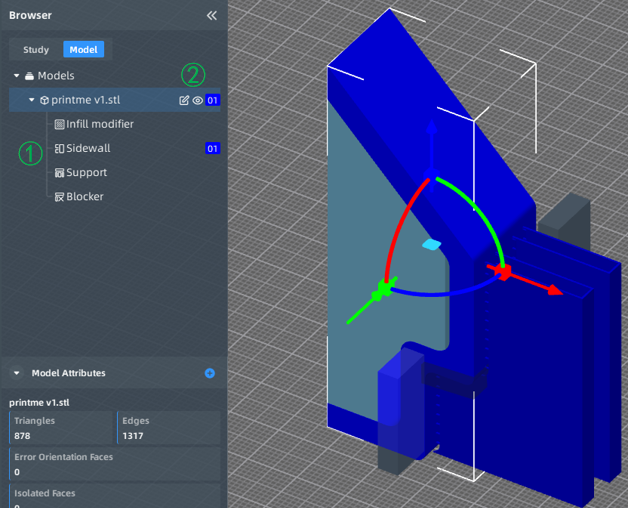
- Browser Tree Nodes
|
 |
|
 |
|
Similar to CAD programs, the model browser tree now provides a structured, node-based representation of the 3D model’s components, enabling fast identification of model dependencies and workflow efficiency.
|
 |
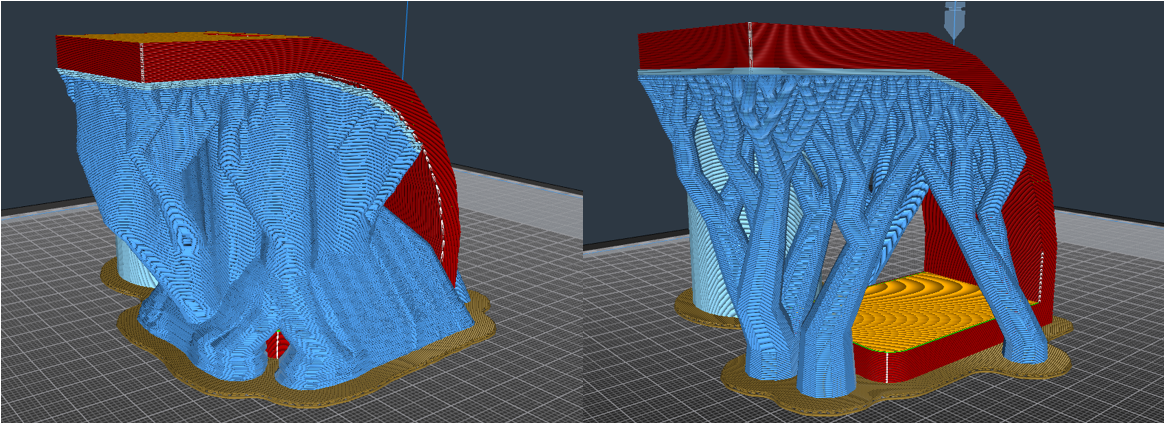
- Tree Support Enhancement
Tree support is a branch-like support structure in FDM 3D printing, designed to minimize material usage and improve print efficiency compared to traditional grid or line supports. It resembles organic tree branches, growing only where necessary to uphold overhangs and bridges. It is recommended to use on organic models, miniatures, hollow designs, or prints with isolated overhangs for less material consumption, easier Removal, better Surface finish and faster printing.
The slicer engine of the INTAMSUITE NEO has now been upgraded with a tree-support algorithm and some of the parameters have been replaced, allowing to create better tree supports for less materials and model avoidance. You can switch from Normal to Tree for support structure to see the change, and it will be used as the default value once INTAMSYS Lab finishes to test and finalize the printing profiles for all materials on all machine types.
- Upgraded the engine algorithm for tree support and replaced some of the parameters of the tree support. It allows supports to use less material and can be set to avoid models.
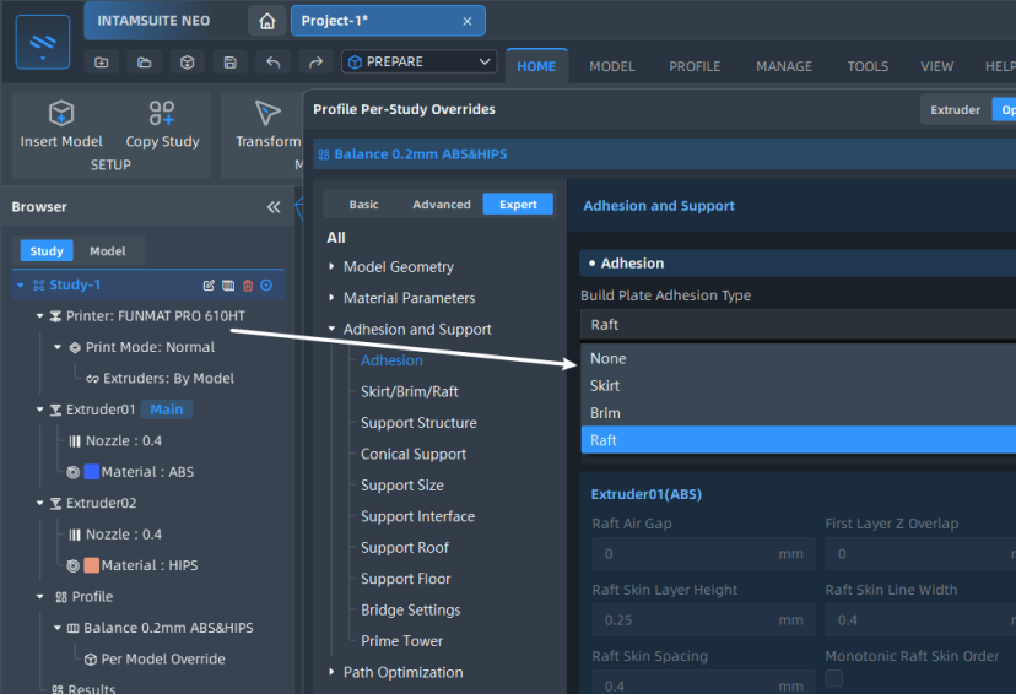
- Added Skirt/Brim adhesion type for FUNMAT PRO 610HT
- Added Skirt and Brim back for Adhesion type, and use Raft as default.
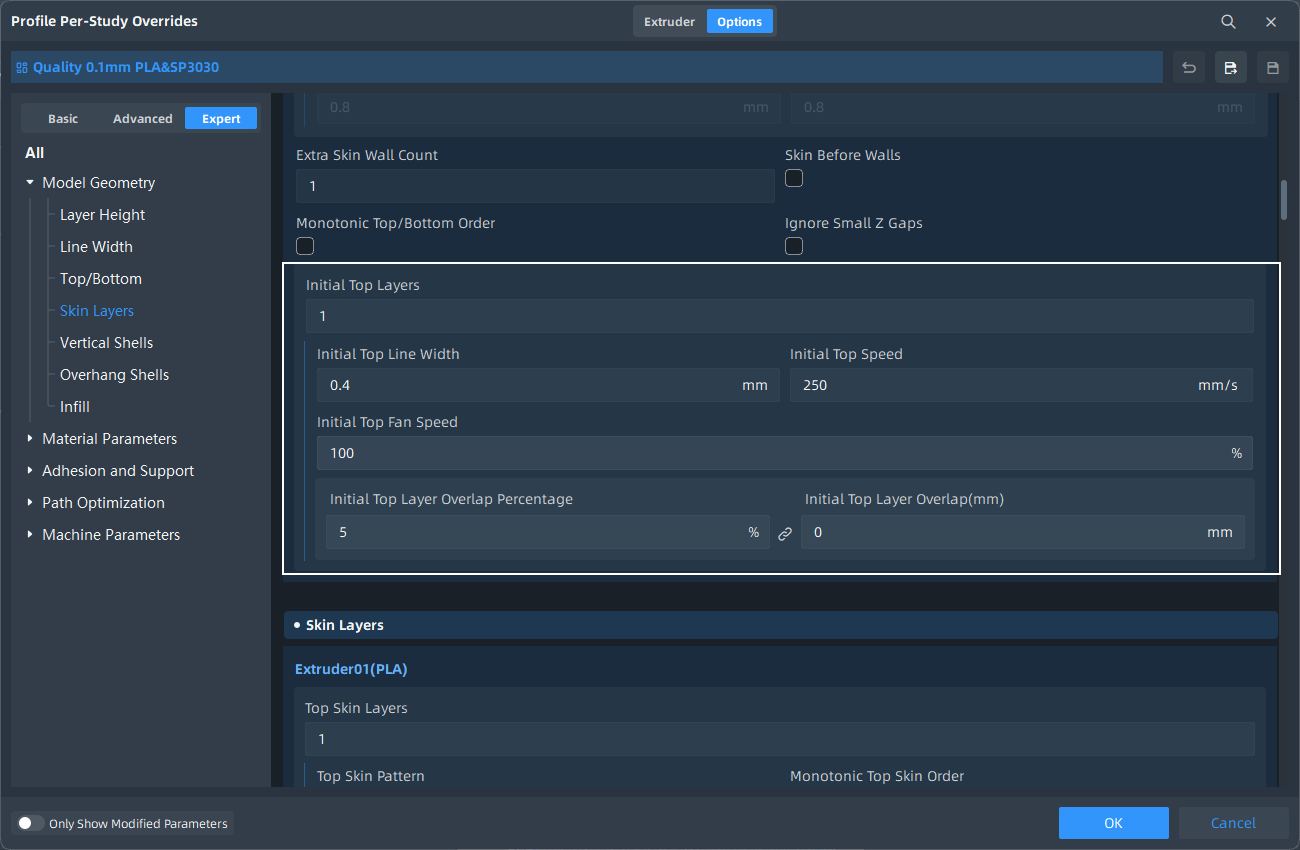
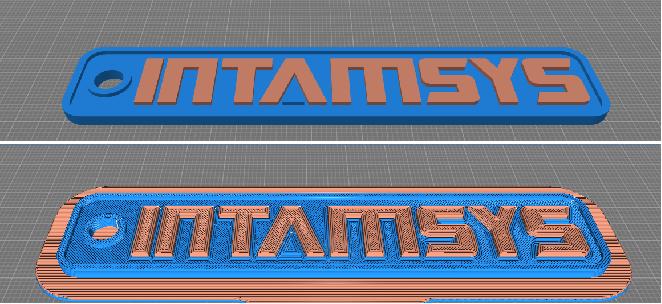
- Add initial top layers function
- Define the parameters related to the initial layer of top layers, resulting in a flatter top skin.
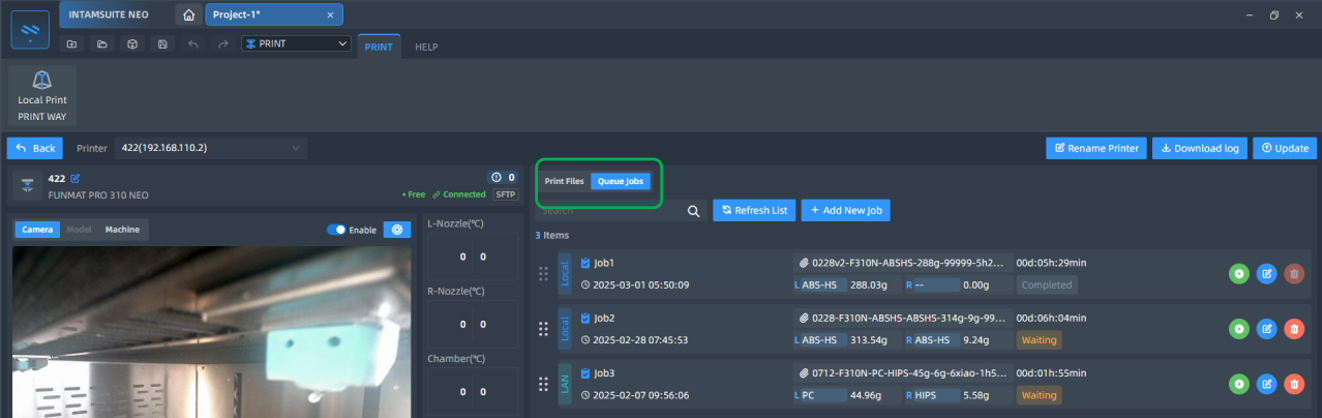
- Remote Print
The print job queue (or print queue) refers to a system that organizes and manages multiple 3D printing tasks sequentially. It allows users to submit multiple models for printing for planning in advance, improving workflow efficiency. With the relevant feature and opened APIs developed for the FUNMAT PRO 310 NEO INTAMTOUCH (the new version will be released this month), you can now leverage remote print function to view and manage print jobs on printers via local area network, including re-ordering, adding, deleting, editing and starting to print the jobs.
- Use the Mac address as unique identifier instead of IP address for the printers.
- Printer information will be refreshed when entering the details page.
- Job queues are now supported for FUNMAT PRO 310 NEO, besides files list.
- Add End User License Agreement (EULA)
- In order to clarify the user's rights, limitations and responsibilities, protect the developer's intellectual property rights, ensure that the software is used within legal boundaries, and improve the security of the software, we have added an end-user license agreement to the installation process and the “About” page.

- Optimized some UI styles.
¶ Fixed Issues
- The extruder is wrongly used for slicing when some of the parts are set to print with Extruder 02.
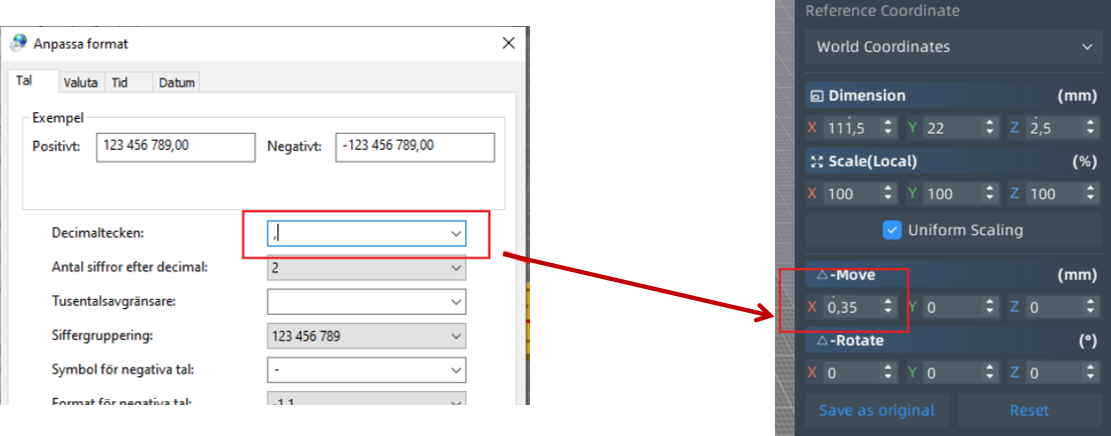
- Fixed the issue that the input box does not support comma or dot in some regional windows systems.
- Support Top Distance for FUNMAT PRO HT doesn't get correct value.
- The calculation of Initial Layer Support Line Distance was not optimized enough.
- The collapsed/expanded button icon in the Compare environment is reversed.
- Slicing only with manual support sometimes results in a sliced model with only support.
¶ Material & Print Profile Library Update
- FUNMAT PRO 310 NEO:
- Optimized the wall printing parameters for all materials;
- Optimized the overhang printing effect for all materials and improved the quality of details;
- Optimized the Z-seam effect for all materials;
- Optimized the support scheme for all materials, improving the support stability;
- Added the first layer capping parameters and made separate settings for the first layer capping parameters of some materials。
- Optimized the model capping process of some materials, which improved the appearance quality of the model;
- Optimized the drawing problem of some materials;
- Optimized the elephant foot problem of some materials;
- Optimized the motion parameters of some materials to improve the printing speed and printing stability;
- Optimized the support printing parameters of some materials to mitigate the warping problem;
- Optimized the mirror and duplicate printing parameters for some materials, making the raft easier to peel off;
- Optimized other printing details.
- FUNMAT PRO 410 G2:
- Optimized draft printing process and model fan parameters for PEEK/PEEK-CF/PEEK-GF to improve warping of large format models;
¶ Known Issues or Limitations
- It may take several minutes to launch INTAMSUITE NEO for the first time, since it needs to parse data from recent project files for home page.
- Open INTAMSUITE V4.3 3mf file, we only support open the part models.
- The program's performance on AMD Radeon graphics cards is relatively poor compared to Nvida graphics cards.
- Cannot play the webcam LiveView remotely for FUNMAT PRO 410 and FUNMAT PRO 610HT.