¶ Adhesion
¶ The function of adhesion
In 3D printing, "adhesion" refers to the sticking force between the printed material and the print bed. This is crucial for ensuring the stability of the printing process and the quality of the printed object. The functions of adhesion include the following aspects:
¶ 1. Preventing Warping
- Warping Issues: 3D printing materials such as ABS and PLA can shrink during cooling. Without sufficient adhesion, the print might warp or detach from the print bed, leading to print failure.
- Adhesion Function: Enhancing the adhesion between the print material and the print bed can effectively prevent warping, ensuring the print remains stable during the process.
¶ 2. Improving Print Quality
- Layer Bonding: Good adhesion helps improve the bonding strength of the first layer, which in turn enhances the interlayer bonding of the entire print, reducing defects such as delamination or voids.
- Print Precision: Stable adhesion ensures that the print does not move or shift during the printing process, improving the dimensional accuracy and surface quality of the print.
¶ 3. Reducing Print Failures
- Print Failures: Insufficient adhesion between the print material and the print bed can cause the print to detach during the process, leading to print failure.
- Adhesion Function: By enhancing adhesion, the risk of print failures is reduced, increasing the print success rate.
¶ 4. Supporting Complex Structures
- Complex Structures: For prints with complex geometries or overhanging structures, good adhesion provides enough support to ensure these structures do not collapse or deform during printing.
¶ The Type of Adhesion
¶ Adhesion = None
| Parameter name | Parameter meaning | The impact of parameter adjustments on the NEO | |
|---|---|---|---|
| 1 | Expand Line Count | The number of contours to print around bottom of the Model. |
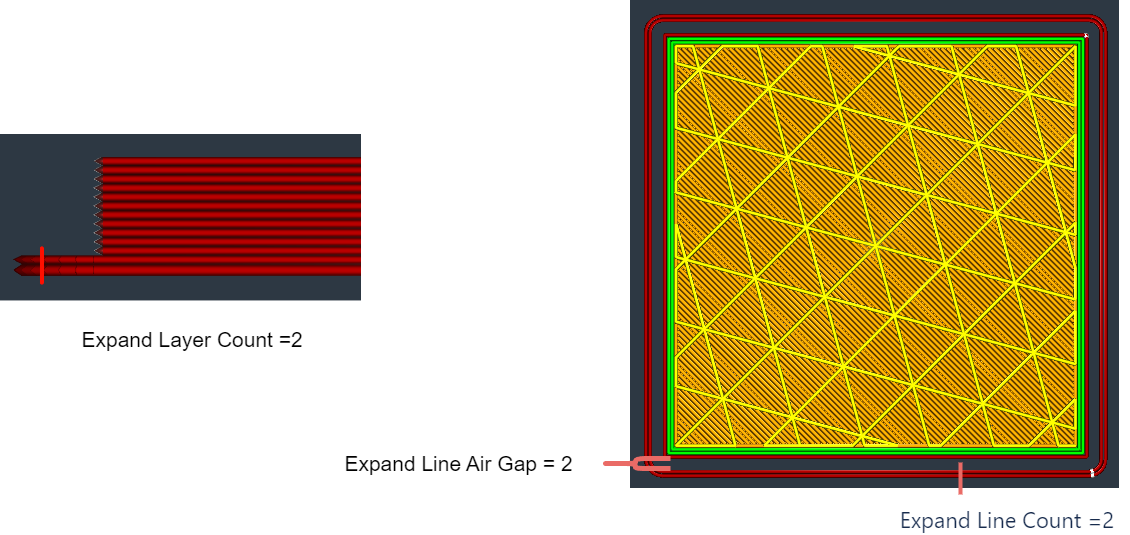 |
| 2 | Expand Line Air Gap | The gap between the model's outer wall and expand line. | |
| 3 | Expand Layer Count | The number of Layers to print around bottom of the model. |
¶ Adhesion = Skirt
| Parameter name | Parameter meaning | The impact of parameter adjustments on the NEO | |
|---|---|---|---|
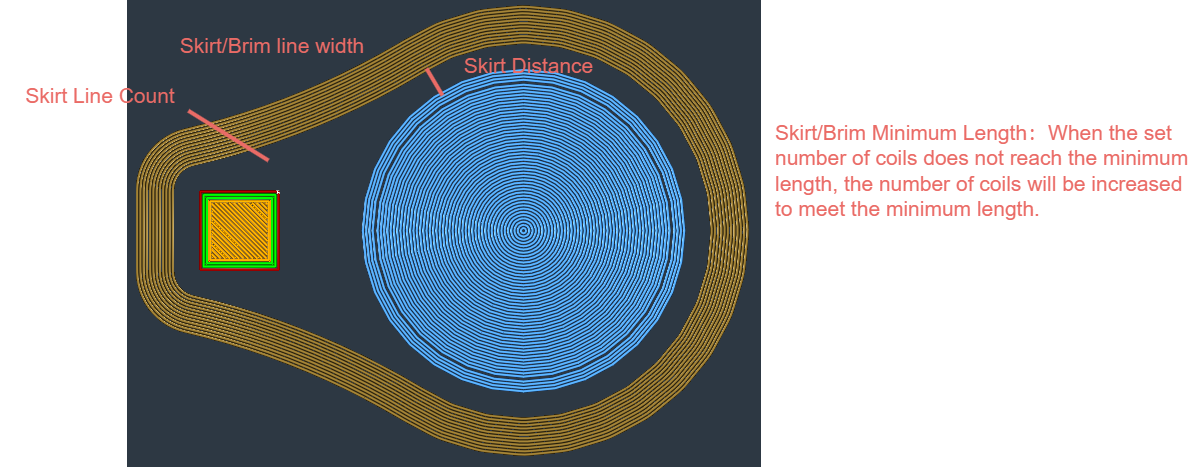
| 1 | Skirt/Brim Line Width | The width of the Skirt or Brim printed by nozzle 2. |
 |
| 2 | Skirt/Brim Speed | The printing speed of Skirt and Brim for nozzle 2. | |
| 3 | Skirt Line Count | The number of loops for Skirt printed by nozzle 2. Multiple Skirt lines help provide better extrusion for small models, and setting the parameter to 0 will disable Skirt. | |
| 4 | Skirt Distance | The horizontal distance between the Skirt and the outer perimeter of the first printed layer. This is the minimum distance, and multiple Skirt lines will extend outward from this distance. | |
| 5 | Skirt/Brim Minimum Length | The minimum length for Skirt or Brim printed by nozzle 1 and nozzle 2. If the combined length of all Skirt or Brim lines does not reach this minimum length, additional skirt or brim lines will be added until the minimum length is reached. This value is ignored if the loop count is set to 0. | |
| 6 | Expand Line Count | The number of contours to print around bottom of the Model. | |
| 7 | Expand Line Air Gap | The gap between the model's outer wall and expand line. | |
| 8 | Expand Layer Count | The number of Layers to print around bottom of the model. |
¶ Adhesion = Brim
| Parameter name | Parameter meaning | The impact of parameter adjustments on the NEO | |
|---|---|---|---|
| 1 | Skirt/Brim Line Width | The width of the Skirt or Brim printed by nozzle 2. | |
| 2 | Skirt/Brim Speed | The printing speed of Skirt and Brim for nozzle 2. |
 |
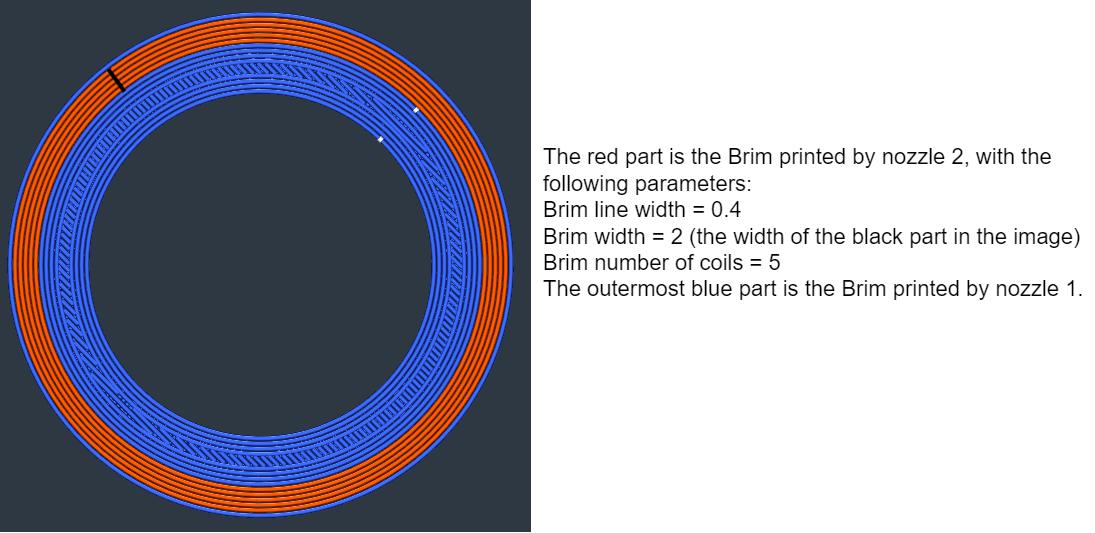
| 3 | Brim Width | The distance from the model to the outermost Brim line. Increasing the width of the Brim enhances adhesion to the build plate but reduces the effective printing area. | |
| 4 | Brim Line Count | More loops of the Brim line enhance adhesion to the build plate but reduce the effective printing area. The number of loops is calculated as Brim width divided by line width. | |
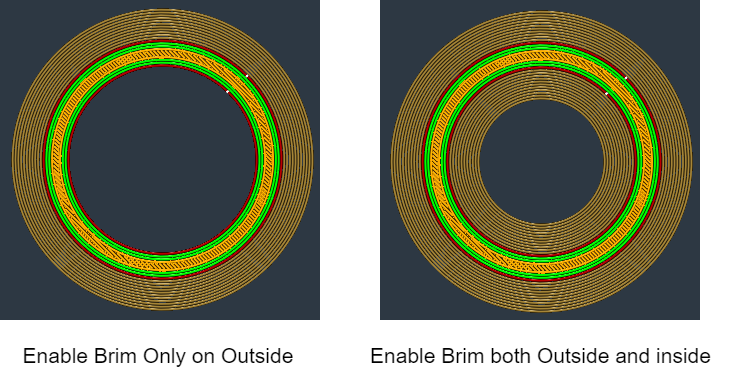
| 5 | Brim Only on Outside | Print the raft only on the outside of the model. This can reduce the amount of raft that needs to be removed later, while having minimal impact on bed adhesion. |
 |
| 6 | Skirt/Brim Minimum Length | The minimum length for Skirt or Brim printed by nozzle 1 and nozzle 2. If the combined length of all Skirt or Brim lines does not reach this minimum length, additional skirt or brim lines will be added until the minimum length is reached. This value is ignored if the loop count is set to 0. | |
| 7 | Expand Line Count | The number of contours to print around bottom of the Model. | |
| 8 | Expand Line Air Gap | The gap between the model's outer wall and expand line. | |
| 9 | Expand Layer Count | The number of Layers to print around bottom of the model. |
¶ Adhesion = Raft
| Parameter name | Parameter meaning | The impact of parameter adjustments on the NEO | |
|---|---|---|---|
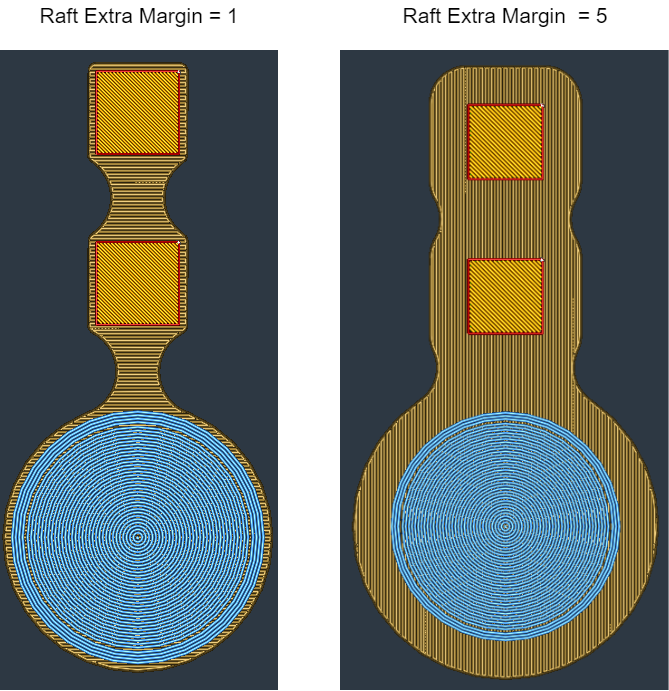
| 1 | Raft Extra Margin | The parameter represents the width of the Raft around the model. Increasing this parameter greatly improves the adhesion of the Raft to the build plate. |
 |
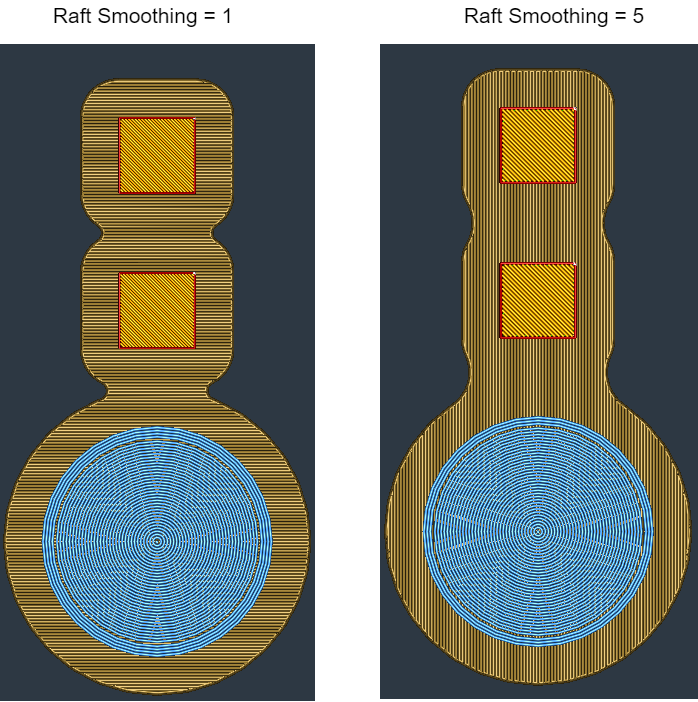
| 2 | Raft Smoothing | By using this setting, the inner corners of the printed Raft can be made smoother. The setting specifies a radius for a smooth arc. Any inner corners sharper than the specified arc radius will be smoothed to match the arc radius. |
 |
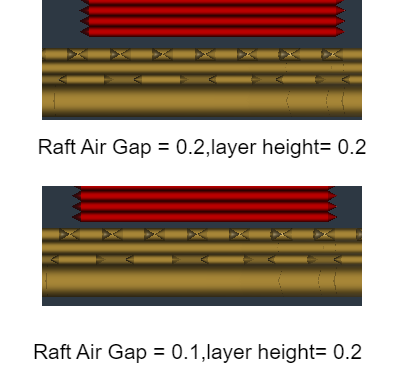
| 3 | Raft Air Gap | The distance between the skin layer of the Raft and the first layer of the model. This parameter only affects the height of the first layer of the model, reducing the adhesion between the Raft and the model. This makes it easier to remove the Raft. |
 |
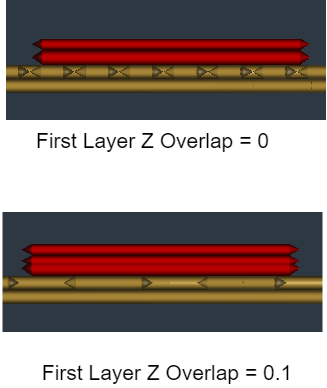
| 4 | First Layer Z Overlap | The first and second layers of the model overlap in the Z direction to compensate for filament lost in gaps. All layers above the first layer will be shifted down by this amount. |
 |
| 5 | Raft Skin Layer Height | The thickness of the skin layer of the Raft, which consists of only one layer. | |
| 6 | Raft Skin Line Width | The line width of the skin layer of the Raft. A smaller line width results in a smoother surface of the Raft. | |
| 7 | Raft Skin Spacing | The distance between the lines of the skin layer of the Raft. The spacing should be equal to the line width for a dense surface. | |
| 8 | Raft Top Layers | The number of layers in the top part of the Raft. Increasing the number of layers makes the bottom surface of the printed model smoother, improving its appearance, and also enhances the adhesion between the Raft and the model. However, increasing the number of layers also significantly increases printing time. | |
| 9 | Raft Top Layer Height | The layer height of the top part of the Raft. | |
| 10 | Raft Top Line Width | The width of the top part of the Raft that is printed. A smaller line width results in a smoother surface of the Raft. | |
| 11 | Raft Top Spacing | The distance between the lines of the top part of the Raft. The spacing should be equal to the line width for a dense surface. | |
| 12 | Raft Middle Layers | The number of layers in the middle part of the Raft. | |
| 13 | Raft Middle Thickness | The layer height of the middle part of the Raft. | |
| 14 | Raft Middle Line Width | The line width of the lines in the middle part of the Raft. A wider line width makes the Raft more rigid. This can facilitate easier removal of the raft for materials prone to warping. | |
| 15 | Raft Middle Spacing | This setting adjusts the spacing between adjacent lines in the middle layer of the Raft. It is somewhat similar to the infill line distance setting. The primary purpose is to adjust the rigidity of the Raft and the support of the top layer. Setting a larger distance between lines reduces the printing time of the Raft. It also makes the Raft more prone to bending, making it easier to detach. | |
| 16 | Raft Base Thickness | The thickness of the bottom layer of the Raft. The base layer of the Raft consists of only one layer. Similar to the initial layer height setting, increasing the height of the bottom layer of the Raft applies more extrusion force from the nozzle. This helps improve the adhesion of the Raft to the build plate. | |
| 17 | Raft Base Line Width | The line width of the lines in the base layer of the Raft. It is recommended to use a larger line width to enhance adhesion to the build plate. | |
| 18 | Raft Base Line Spacing | The distance between the lines of the base layer of the Raft. The main purpose is to adjust the adhesion between the Raft and the build plate. | |
| 19 | Raft Print Speed | The speed at which the Raft is printed. | |
| 20 | Raft Skin Print Speed | The speed at which the skin layer of the Raft is printed. The skin layer of the Raft should be printed slower to allow the nozzle to smoothly traverse adjacent surface lines. | |
| 21 | Raft Top Print Speed | The speed at which the top layer of the Raft is printed. The top layer of the Raft should be printed slower to allow the nozzle to smoothly traverse adjacent surface lines. | |
| 22 | Raft Middle Print Speed | The speed at which the middle layer of the Raft is printed. | |
| 23 | Raft Base Print Speed | The speed at which the base layer of the Raft is printed. Due to the larger volume of material extruded by the nozzle, it should be printed relatively slower. | |
| 24 | Raft Fan Speed | The fan speed percentage used for printing the Raft. | |
| 25 | Raft Skin Fan Speed | The fan speed percentage used for printing the skin layer of the Raft. | |
| 26 | Raft Top Fan Speed | The fan speed percentage used for printing the top layer of the Raft. | |
| 27 | Raft Middle Fan Speed | The fan speed percentage used for printing the middle layer of the Raft. | |
| 28 | Raft Base Fan Speed | The fan speed percentage used for printing the base layer of the Raft. | |
| 29 | Raft Print Temperature | The temperature used for printing the Raft. | |
| 30 | Raft Skin Temperature | The temperature used for printing the skin layer of the Raft. | |
| 31 | Raft Top Temperature | The temperature used for printing the top layer of the Raft. | |
| 32 | Raft Middle Temperature | The temperature used for printing the middle layer of the Raft. | |
| 33 | Raft Base Temperature | The temperature used for printing the base layer of the Raft. | |
| 34 | Raft Print Acceleration | The acceleration used for printing the Raft. | |
| 35 | Raft Skin Acceleration | The acceleration used for printing the skin layer of the Raft. | |
| 36 | Raft Top Acceleration | The acceleration used for printing the top layer of the Raft. | |
| 37 | Raft Middle Acceleration | The acceleration percentage used for printing the middle layer of the Raft. | |
| 38 | Raft Base Acceleration | The acceleration percentage used for printing the base layer of the Raft. | |
| 39 | Raft Print Jerk | The jerk speed used for printing the Raft. | |
| 40 | Raft Skin Print Jerk | The jerk speed used for printing the skin layer of the Raft. | |
| 41 | Raft Top Print Jerk | The jerk speed used for printing the top layer of the Raft. | |
| 42 | Raft Middle Print Jerk | The jerk speed used for printing the middle layer of the Raft. | |
| 43 | Raft Base Print Jerk | The jerk speed used for printing the base layer of the Raft. | |
| 44 | Expand Line Count | The number of additional outlines to print around the bottom of the model. | |
| 45 | Expand Line Air Gap | The gap between the model's outer wall and the extra skirt lines. | |
| 46 | Expand Layer Count | The number of additional layers to print around the bottom of the model. |