¶ Under-extrusion Issue
¶ Under-extrusion in Certain Region
Refer to red highlighted area in Figure - 1 (Material: PC-ABS), we can see some gaps among the extruded lines in the top surface.

In order to address the root, we did the analysis based on the trace of nozzle movement (Figure - 2). The extrusion stopped in position A (Figure - 2 left) , and it moved to position B while started retraction during movement (Figure - 2 right). Since the gaps appeared in “region - 1”, it can be assumed that although retraction was conducted, there are still some overflowed filament came out of nozzle, and made the tip of nozzle lack of material when it arrived at position B, which meant there were no enough melt filament to be extruded when extrusion started again in position B. And thus, this made thin lines (region - 1, red circle highlighted).
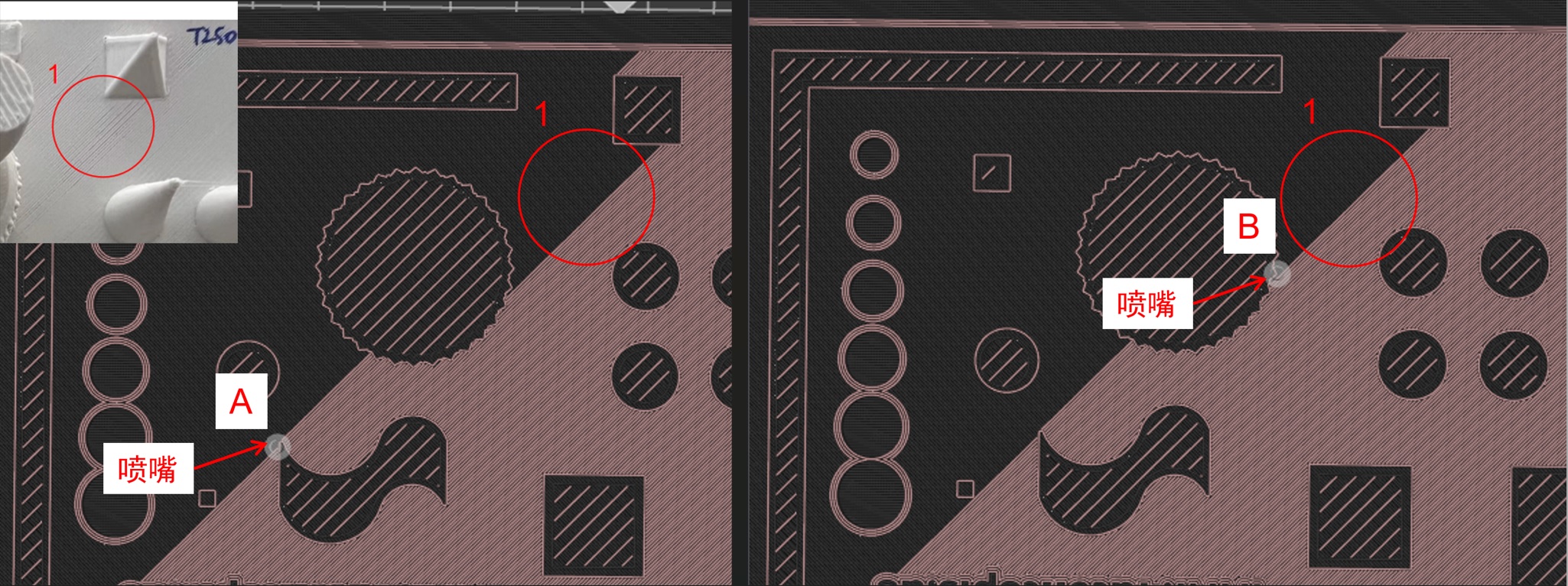
So, if there's no proper retraction, the overflow is the main cause of printing scars or thin lines (lack of material). Therefore, increasing the retraction value, as well as the retraction speed can improve it.
Under-extrusion (Affected by Printing Speed)
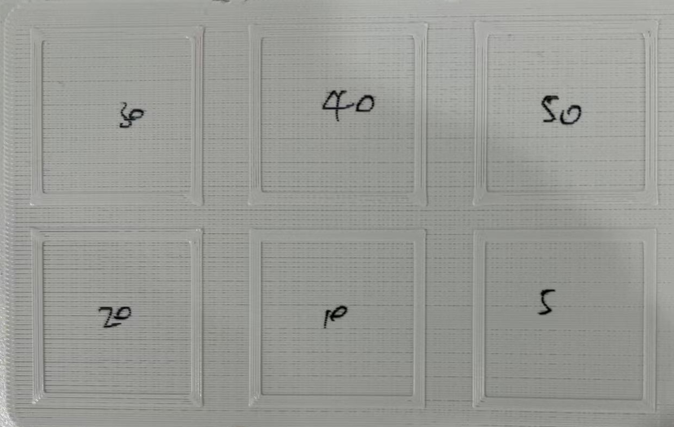
Refer to figure 3, in order to observe the phenomenon of under-extrusion issue, we set the printing flow as a certain value, while set 6 different printing speed.
As you can see, when the printing flow was fixed, the faster the nozzle moved (6 different speed, from 5mm/s to 50mm/s), the thinner the extruded lines were (under-extrusion issue). Thus, the gaps among lines appeared.
Therefore, when you got such circumstances, try to lower the printing speed, either or increase the printing flow to relieve this issue. While, notice the negative effects (stringing, collapse, etc).