Nozzle Clogging Issue
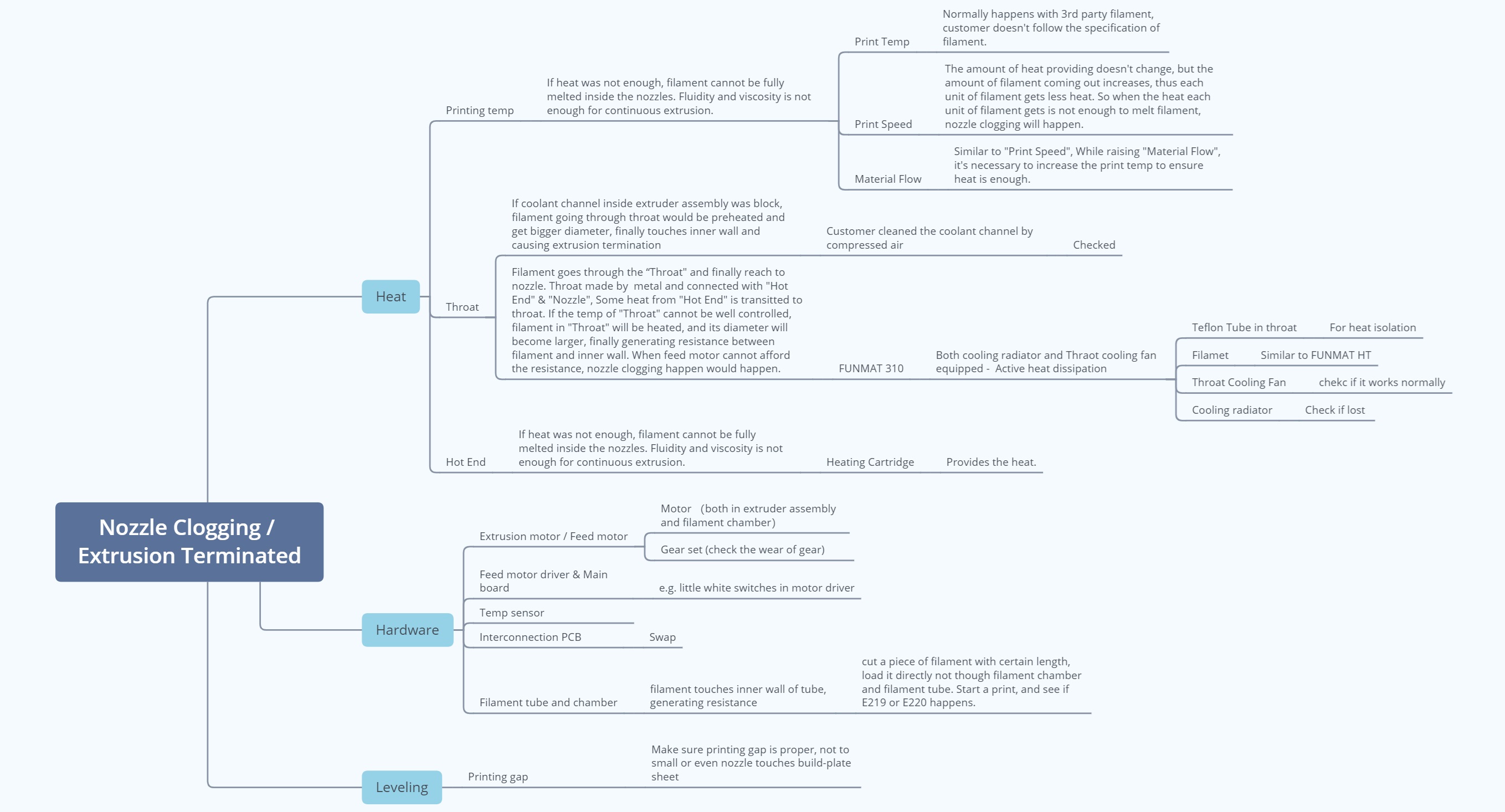
Generally, nozzle clogging issue or unsmooth extrusion is caused by some reasons included in the following 3 branches. This document in intended to help you address the various roots of nozzle clogging issue or unsmooth extrusion, and recover your printer asap.
The following is most of the reasons and principles of the clogging issue or extrusion termination issue, covering INTAMSYS 3D printers, please analyze the issues according to the actual situation, as appropriate.
The followings are the analysis and solutions for some very common clogging issues and extrusion termination issues.
¶ 1. Filament & Feeding Structure
¶ 1.1 Tangled Filament
Tangled filament is one of the common roots causing extrusion termination. Tangle will not appear immediately after filament got wrong rewinding. It appears with the filament consuming, and finally stops filaments unwinding. Since it doesn't happen immediately, it is so frustrated that an almost done model got failure that already costed you lots of valuable time and filament. So, we strongly recommend you forming good convention on unwinding the filament when unloading it. Unwinding the filament correctly and insert it to the holes for fixing that avoids the tangle.

|

|
¶ 1.2 Brittle Filament
As we know, most filaments need to be dried before printing to increase the quality and printing success rate. The moisture inside filament will decrease, the toughness of filament decreases accordingly which leads a high broken risk for some specific materials (based on material's character itself), such as some support materials (SP3030, SP3040, SP3050). Particularly, brittle filament gets broken if the feeding tube is been bent a lot. Below suggestions are to avoid this issues:
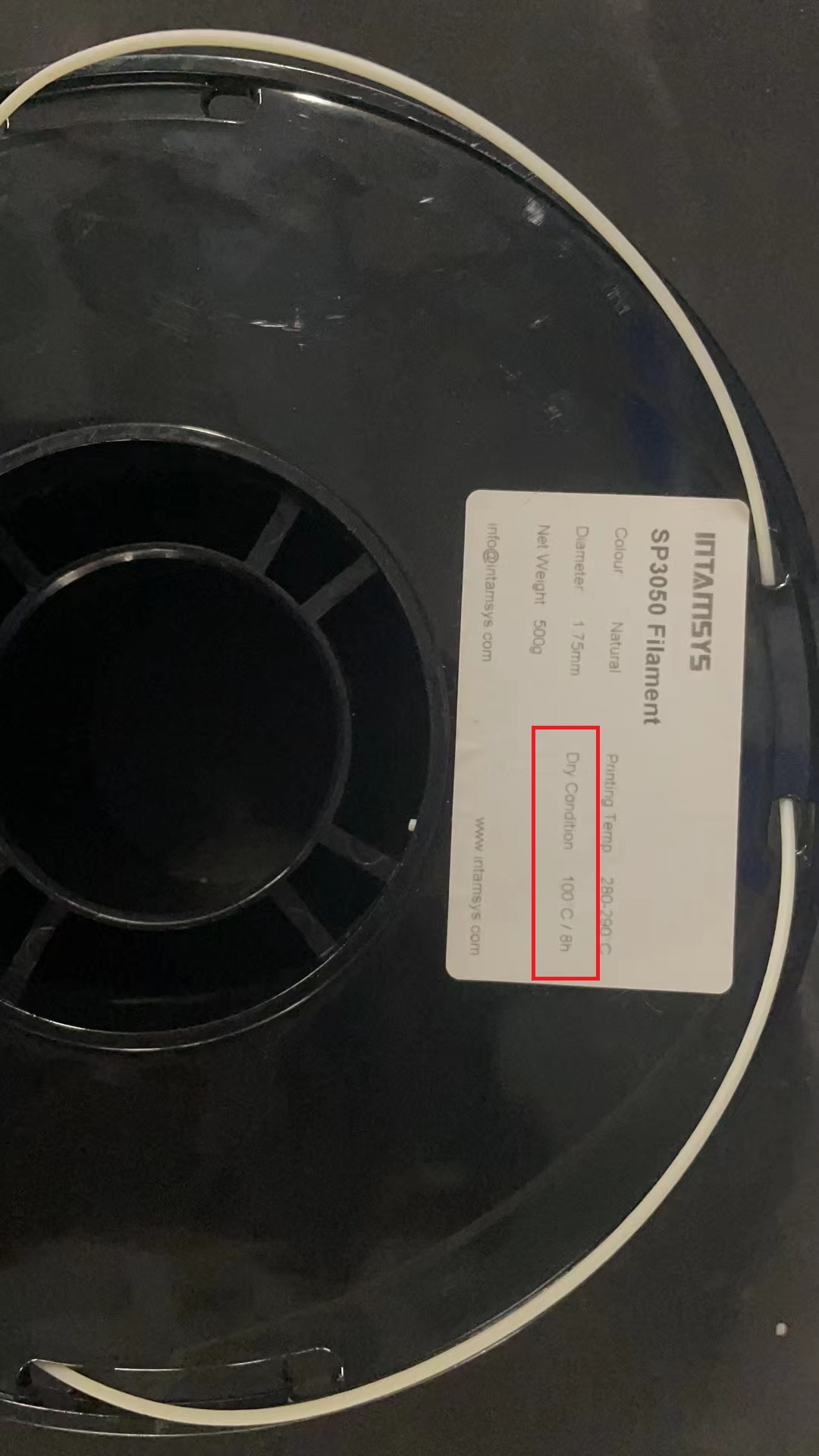
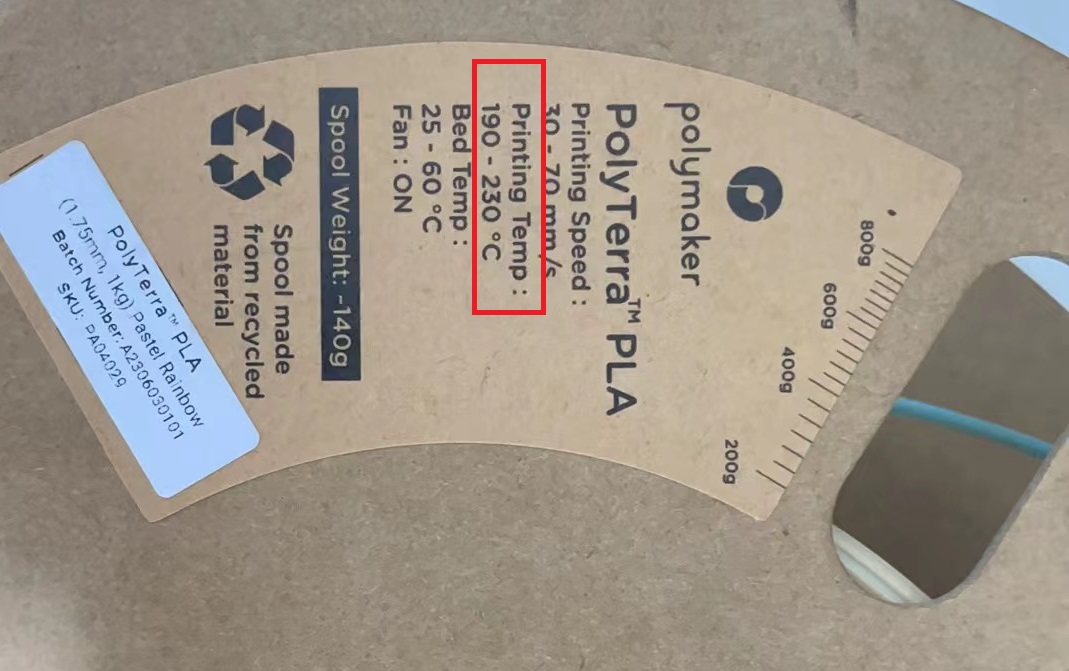
- Drying filament - Please follow the dry condition on the label of spool to dry the filament (Figure - 1.2). Over-drying increase the risk of filament broken, especially for the 3 support materials mentioned above. If the filament got broken in tubes when loading it, it is recommended to leave it in the indoor exposure environment for a while and try again later.
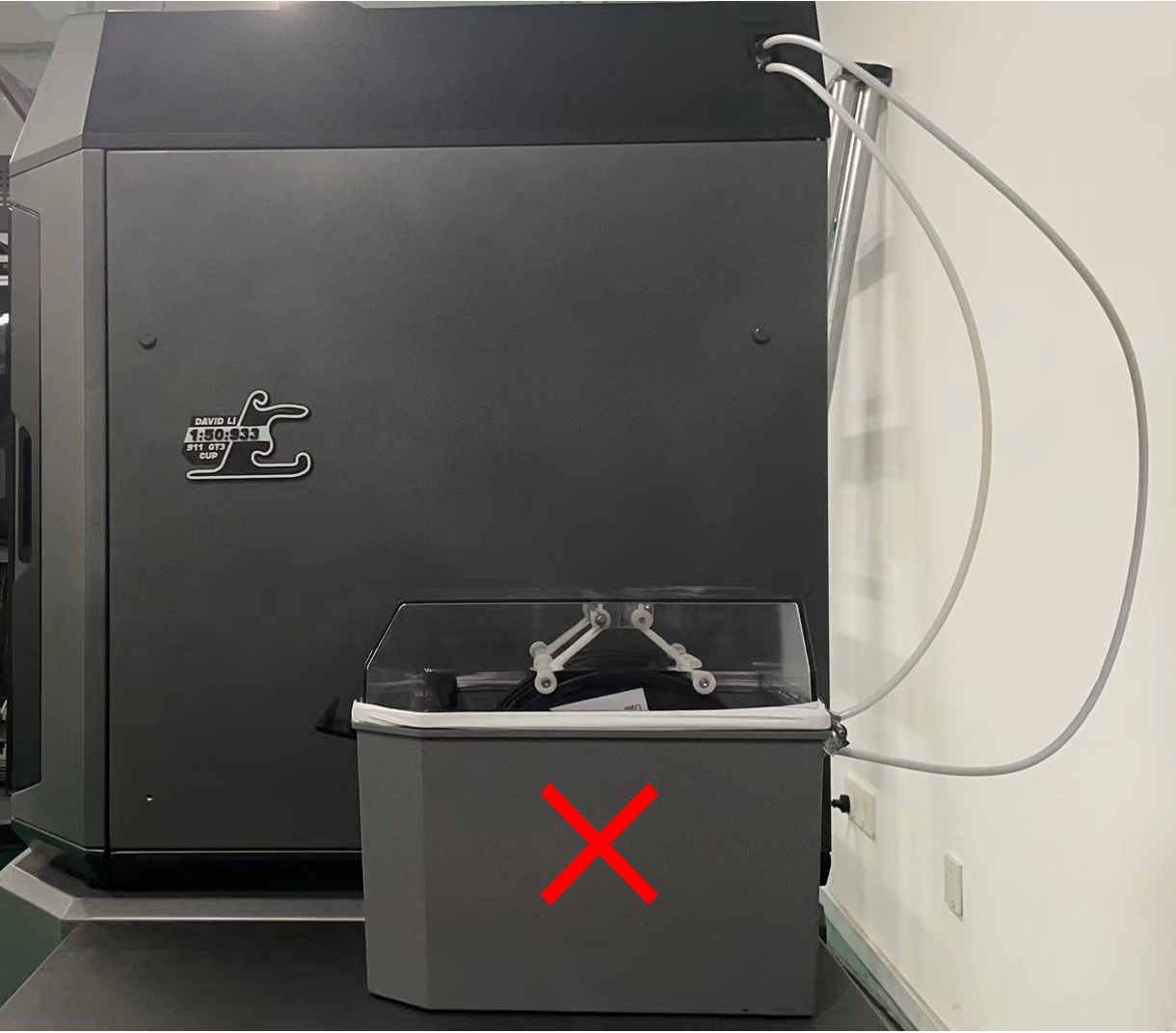
- Feeding tube - make the routing of feeding tube as smooth as possible, don't make the tube bent too much. (Figure 1.2 - 4, 1,2 - 5, 1.2 - 6)
- Clamp force - set a proper clamp force on the filament according to its character. (expect FUNMAT PRO 310, it has no structures to set clamp force)
|
|||
|

|

|
|
¶ 1.3 Filament & Feeding Tube
- the resistance between filament and feeding tube
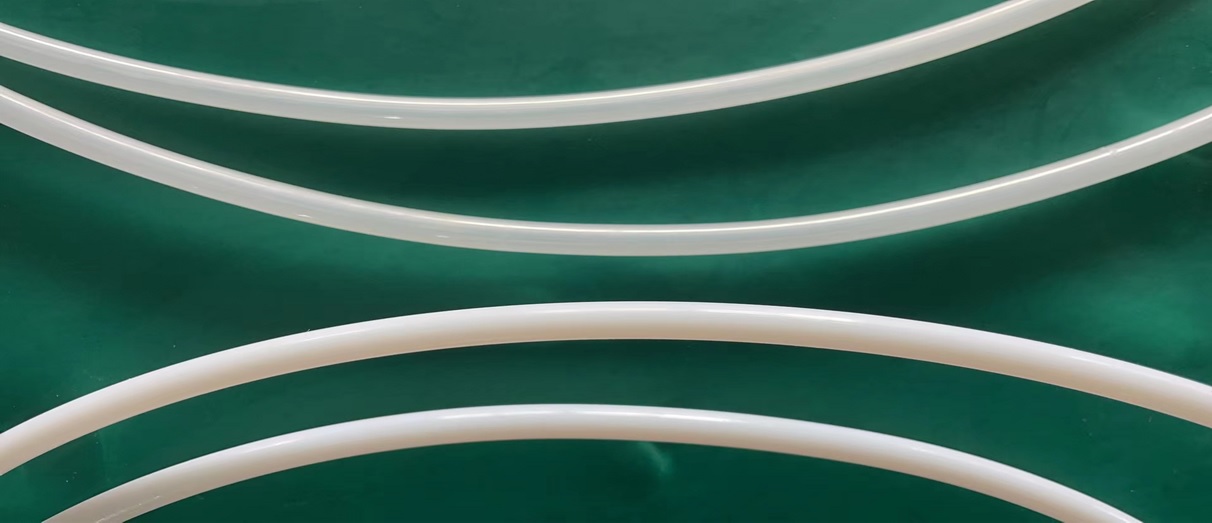
The feeding tube has its lifespan, therefore a replacement is needed. While the resistance between filament and feeding tube is more depended on the material of tubes, incompatible tube increase the resistance significantly. When it is over motor's capability, extrusion termination could happen during printing.
- Soft filament
For some relatively softer filaments (like TPU), they have more contacts with the inner wall of tube, therefore the resistance is relatively high. Meanwhile, the rigidity of these filaments are relatively low, so it's hard to make these filaments go through the tube and arrive the nozzle.
When loading these kinds of filaments, it is recommended to decrease the length of tube and make the tube routing as smooth as possible.
¶ 1.4 Filament Feeding Motor
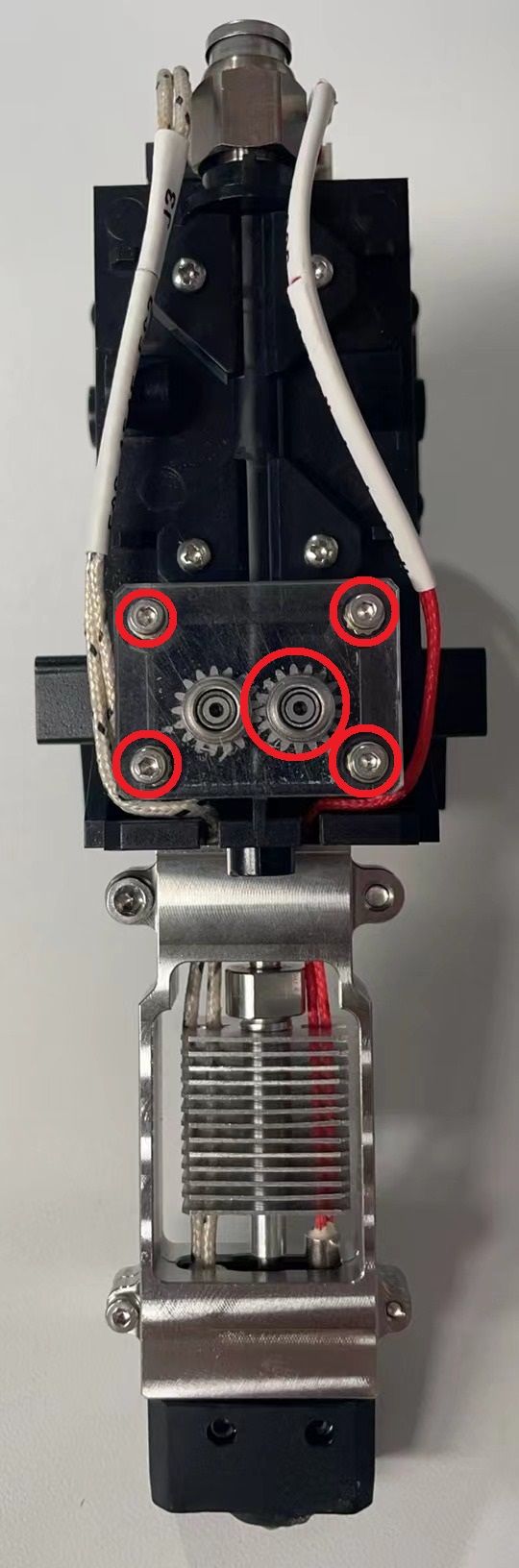
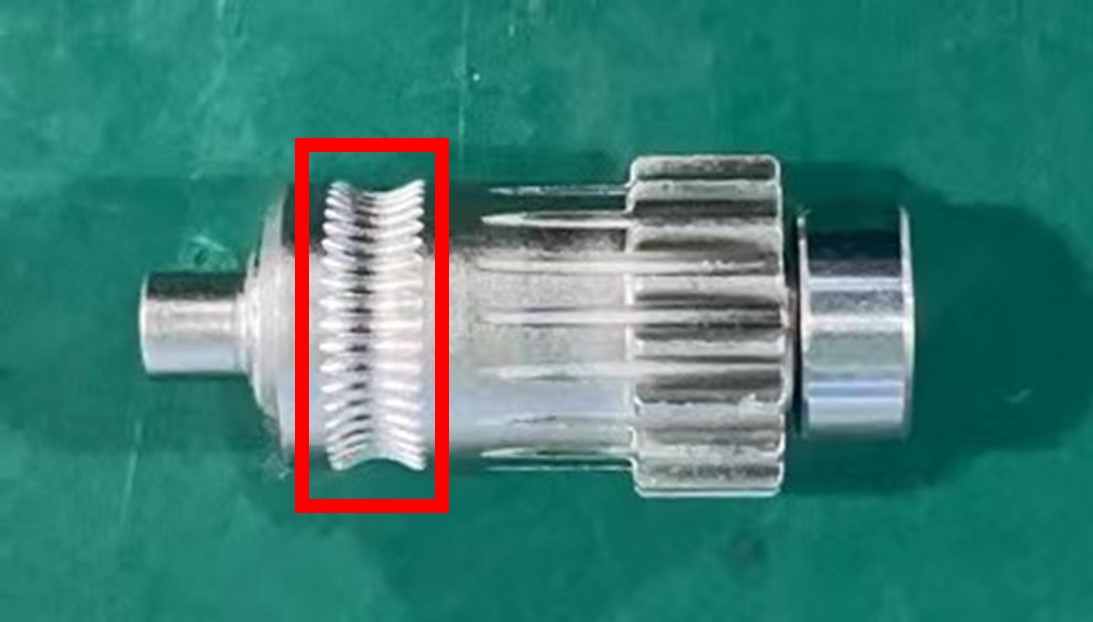
A motor and a set of gear inside extruder assembly provide power to feed the filament. Motor getting broken or low capability causes unsmooth extrusion or termination. Or it could be caused by the low resistance between filament and gear, which happens when the active and idle gear are fully covered by filament debris. So, it is necessary to clean the gear set regularly (Figure 1.4 - 1, 1.4 - 2. Steps to take idle feed gear out).
|
、 
|
|
¶ 2. Impact on filaments from temp setting and extrusion flow
¶ 2.1 Relatively high printing temperature
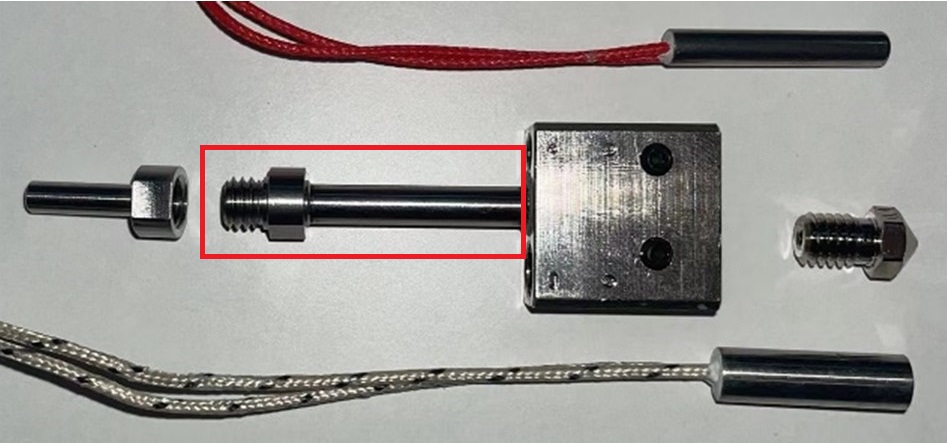
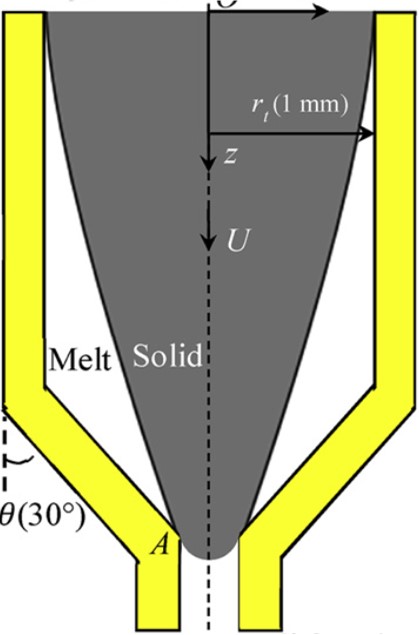
- Filaments go through the throat (Figure 2.1 - 1) and finally arrive at nozzle and get melt and extruded. The throat connects with the hot-end, and both of them are metal, therefore the throat is heated by hot-end as well. However, if the throat keeps hot during printing, the filament passing throat will get preheated and expanded, resistance between filament and inner wall of throat significantly increases which finally leading filament stuck.
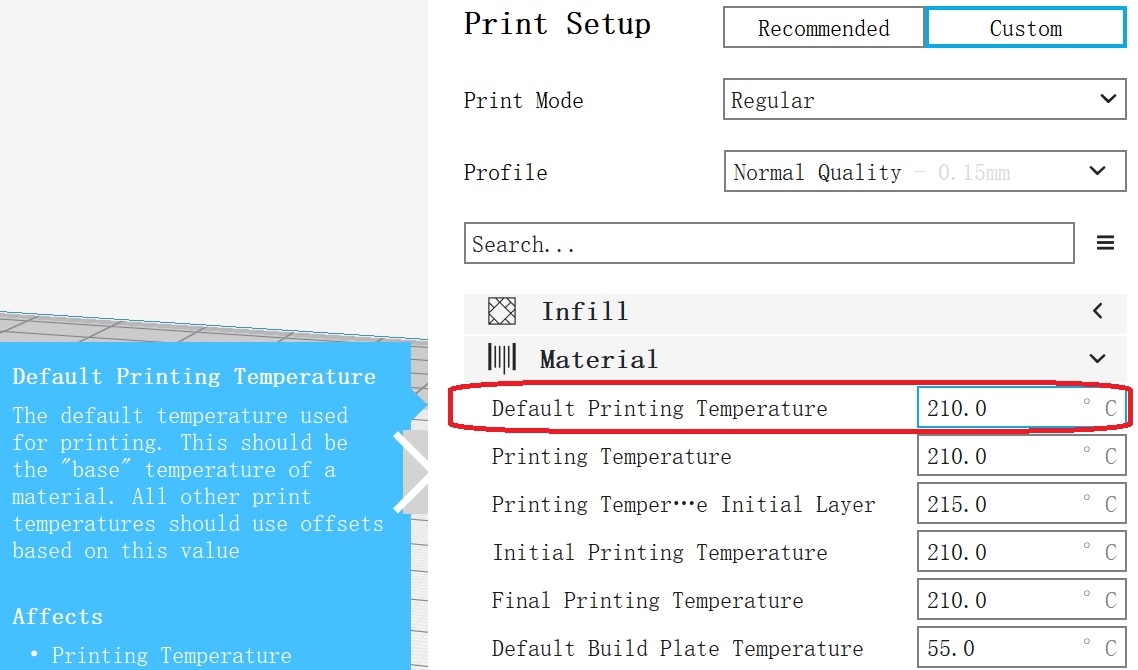
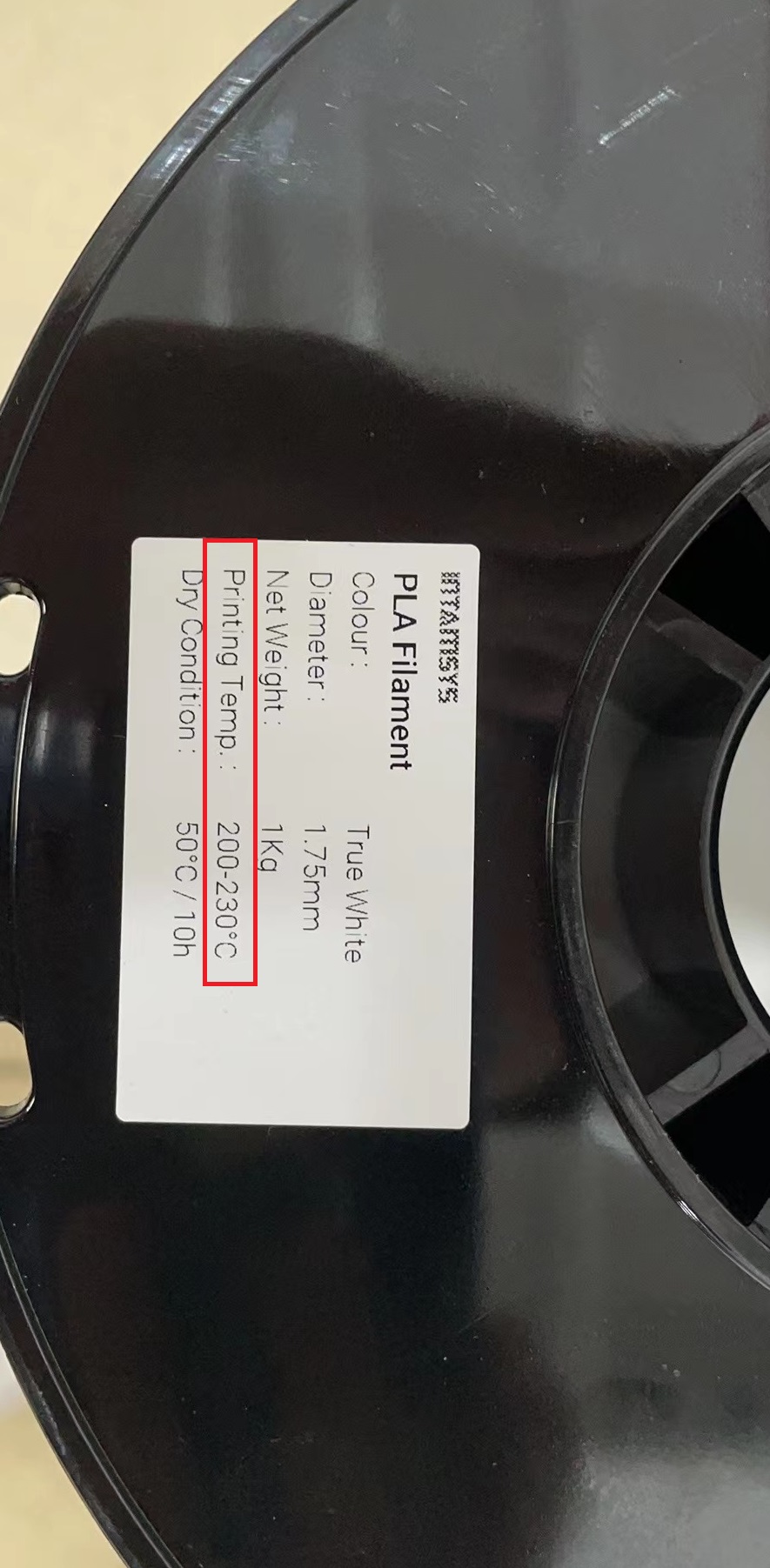
- To avoid this issue happening in FUNMAT PRO 310, we place a teflon tube inside the throat for heat insulation, and a fan in front of throat for cooling. Meanwhile, it is still necessary to set a appropriate printing temp to control the heat transited to throat. INTAMSYS is open to 3rd party materials, the materials from different suppliers have different temp range of printing. You need to determine the most appropriate printing temp setting when you do slicing. This might take you some time for tests. Figure 2.1 - 2, Figure 2.1 - 3.
- Inappropriate printing temp setting (relatively high temp) soften filament in throat and make it expanded, which leading extrusion termination. (If the filament you are using purchased from INTAMSYS, you can save lots of time using the default settings, we tested these filaments for you in advance). Figure 2.1 - 4
|
|
|
|
¶ 2.2 Relatively low printing temperature
A relatively low printing temperature of course will not soften filament in throat, but the filament could not be fully melt in nozzle, thus the polymer doesn't has good fluidity and viscosity, cannot be extruded out smoothly. So, again, takes time for some tests to determine an appropriate printing temperature.
In conclusion, the printing temperature is very sensitive, either too high and too low temp settings can lead to extrusion termination issue. Some filaments with relatively low printing temp requirement are more sensitive to temp, such as PLA, TPU, etc.
¶ 2.3 Extrusion Flow
|
When increasing printing speed, in order to keep the width of extruded filament the same, the extrusion flow should also be increased. However, the heat each unit of material gets is reduced in unit time, thus filament could not be fully melt to have proper fluidity and viscosity, and finally it leads to extrusion termination. Therefore, when printing speed and extrusion flow are adjusted (increasing), the printing temp should be raised accordingly as well. (It seems have not such issue when decreasing printing speed and extrusion flow)
|
 |
¶ 3. The Nozzle
¶ 3.1 Carbonization
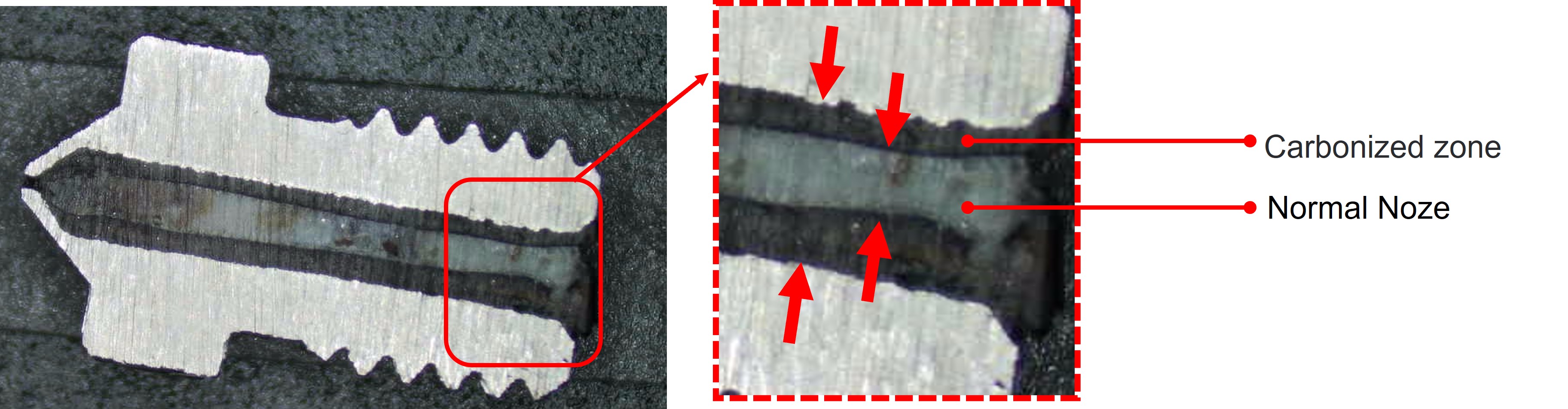
- Nozzle sometimes keeps high temp with filament loaded and has no duty of extrusion, for example, for dual nozzle machine, right nozzle (support material) keeps idle when the left one is working, or during maintenance or troubleshooting. Through the time goes by, together with the influence of high temp, polymer that touching the inner wall of nozzle gradually gets carbonized slowly, and permanently attached to the inner wall.
- In addition, using only one nozzle to print models with different kinds of material will make materials fixed inside nozzle. Thus, the carbonization process of residual material on the inner wall of nozzle will be accelerated.
Through the increase of carbide on the inner wall of nozzle, the inner diameter of nozzle gets decreased, and finally causing nozzle clogging issue. Figure 3.1 - 1
To extend the service life of nozzle, we recommend that:
(1) Don't forget to turn the nozzle heating off after some operations like maintenance, troubleshooting, or else.
(2) If possible, prepare several nozzles, one nozzle for one or two kinds of material. This slows the generation of carbide.
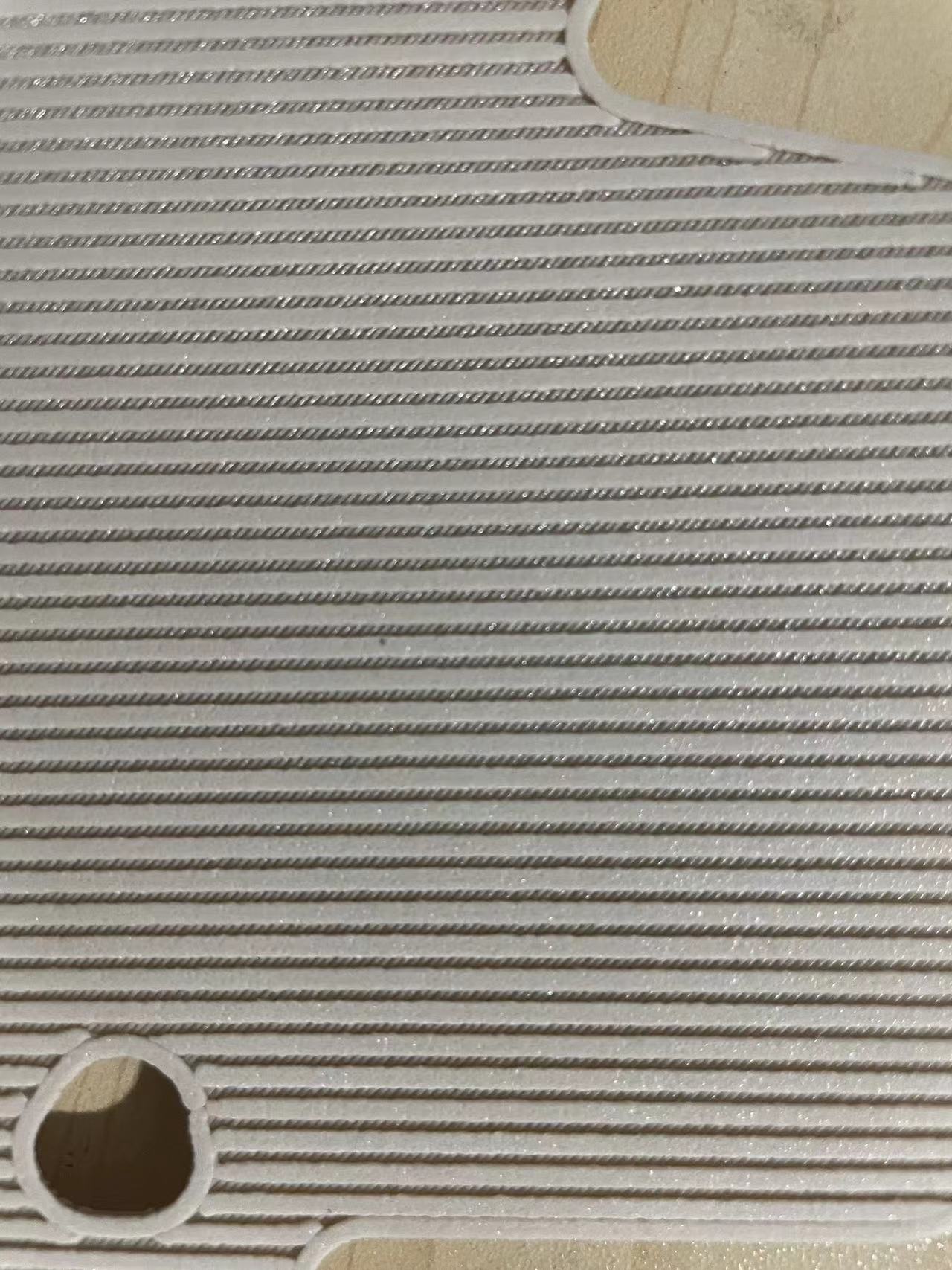
¶ 3.2 Leveling
If when leveling is not good and nozzle is too close to build-plate, this will make extrusion not smoothly, and finally leads to nozzle clogging. Normally we can conclude how the leveling is based on the first layer of raft. For good leveling, the width of lines should be 1.5 - 2 times to width of the gap between 2 lines. (Figure 3.2 - 1 shows a good leveling, Figure 3.2 - 2 shows a poor leveling that nozzle almost touched the build-plate).
|

|