¶ Purpose of Chamber Heating
FDM/FFF technology is the process of layer-by-layer bonding and deposition of filament material. During the inter-layer bonding process, when a new layer of filament is deposited, the nozzle and material reheat the previous layer, sufficient heat and adequate temperature between the upper and lower layers are necessary for better adhesion of the materials. When the inter-layer temperature is relatively insufficient, it is difficult for the two layers of material to be fully bonded, resulting in increasing pores in the stacked lines. Therefore, this can lead to a reduction in Z-axis strength, or even worse to cause layer separation and cracking phenomena.
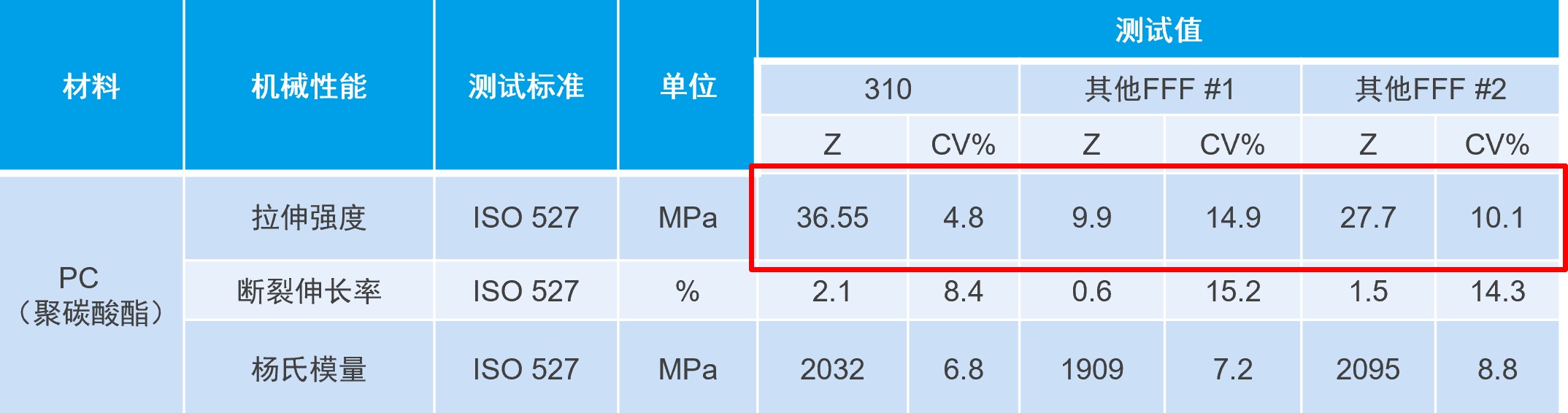
- The impact of chamber temperature on Z-axis strength.
Through experimental testing, we can more quantitatively understand the importance of chamber temperature on Z-axis strength. The samples in the figure below were printed vertically using the FUNMAT PRO 310 device, with the sample on the left using a chamber temperature of 100°C, and the sample on the right printed without chamber temperature. Numerically, it can be seen that the tensile strength of the sample printed with chamber temperature is significantly better than that of the sample printed without chamber temperature.

- How “Chamber Heating” impacts on Z-axis strength.
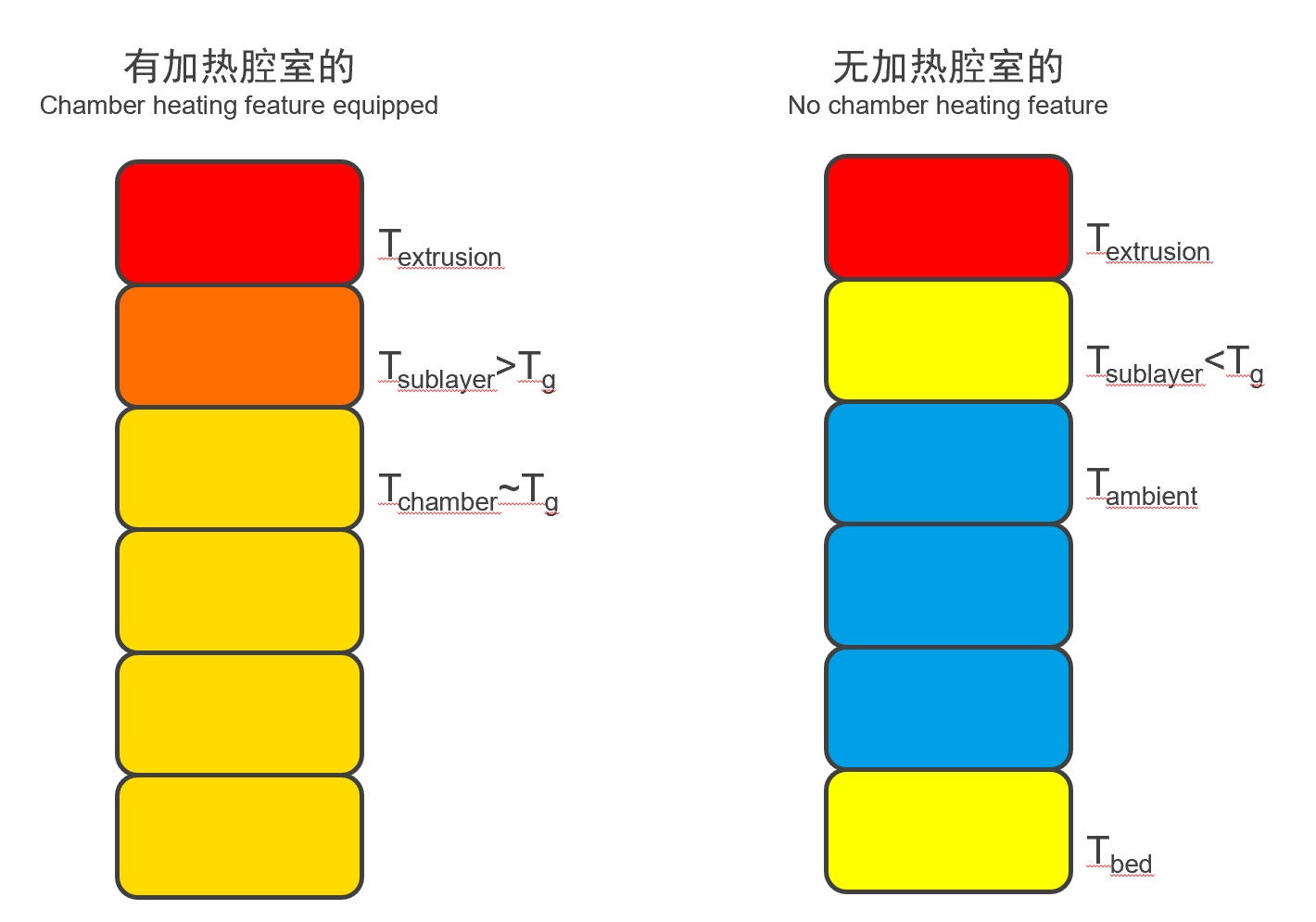
If chamber heating is on, from Figure 1.3 we can see that after the "first layer" material is extruded, the temperature drops and be maintained around 130°C that is value chamber temp was set to , and then the "second layer" is extruded and formed, the extruded filament and nozzle of the "second layer" will increase the temperature of the "first layer," thus allowing the two layers of material to be bonded better through melting (Figures 1.4 & 1.5).
If there is no chamber temperature or if the chamber temperature is insufficient, the temperature of the "first layer" material will drop more, possibly approaching room temperature (losing too much heat). The extruded filament and nozzle of the "second layer" will not be able to raise the temperature of the first layer to a level that allows these two layers to be tightly bonded. Or we can say they are not bonded together, but adhere together. This resulting in poor adhesion and low Z-axis strength.

|

|
||

|
|
||
For some engineering materials and high-performance materials with higher molding temperatures, it is necessary to maintain a certain temperature inside the chamber to ensure that the molded model neither collapses nor loses too much heat from the previous layer of filament, thereby reducing its bonding strength with the next layer.
As shown in the left image below, when printing ABS by a 3D printer with an outer enclosure and a completely open one, with the platform heating turned on, the temperature inside the printing chamber is higher, making it less likely to occur inter-layer cracking.
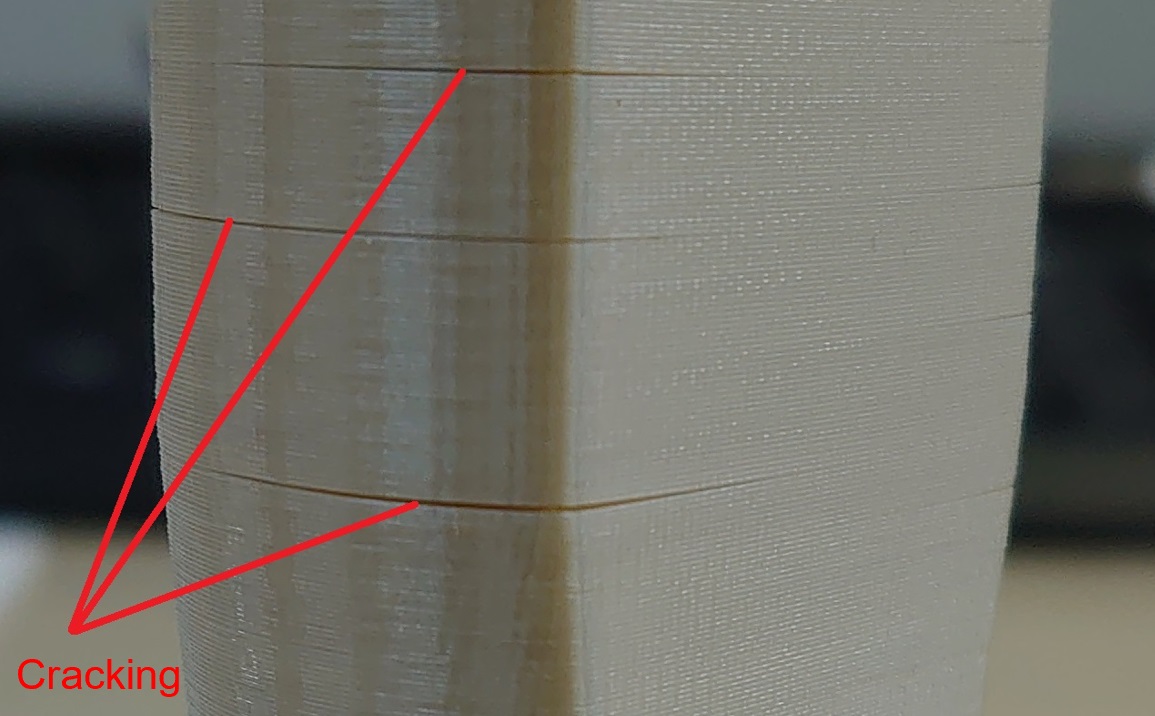
As shown in the right image below, PEI-1010 generally requires a chamber temperature of over 200°C. When printing PEI-1010 on a device with a maximum chamber temperature of only 90°C, obvious inter-layer cracking occurs.

|
|
- The impact of chamber heating on warping issue
When both “chamber heating” and “build-plate heating” are on, shrinking during printing due to excessive temperature variation can be prevented. If chamber temp and build-plate temp are insufficient, then when the combined contraction force of each layer of material exceeds the adhesion force at the bottom, a macroscopic warping phenomenon of the base surface will occur.
