¶ Purpose of Nozzle Cooling Fan
We are going to introduce this topic through the phenomenon shown in the following images. The tower in lower left figure was printed without enabling nozzle cooling fan, and obviously that the detailed part of the tower's tip failed to be formed properly, resulting in a collapse; whereas the tower in below right figure was printed with enabling nozzle cooling fan as well as with an appropriate fan speed set, and ultimately, the detailed part of the tower's tip was formed correctly.

This phenomenon is actually related to temperature/heat. Taking the tower tip of the model in the above image as an example again, the stacked layers of the tower tip are continuously subjected to be heated from two aspects:
(1) The fresh extruded layer.
(2) The nozzle keeps moving continuously within a small range.
The extruded and deposited molten or semi-molten filament needs to cool down to a certain extent to become solidify. Under the influence of these two continuous sources of heat, the previously deposited material is maintained at a relatively high temperature, which can still keep the deposited material in a semi-molten state with low fluidity. Therefore, under the influence of gravity, it will slowly flow down/collapse.
For the model tower on the left with the nozzle cooling fan turned on, the extruded filament and the previously deposited layer material can be appropriately cooled by the fan, allowing it to cool down to a state slightly detached from semi-molten (or low molten) without losing inter-layer bonding effectiveness, and finally be formed correctly.
At the same time, it should be noted that for different materials, the fan speed settings are different. The differences in the properties of different materials affect their inter-layer bonding effectiveness. If the fan speed is set too high, the extruded filament and the previous deposited layers may lose too much heat/temperature, resulting in poor inter-layer bonding, a significant reduction in Z-axis strength, or layer cracking.
Therefore, the fan speed setting of the nozzle cooling fan is a more sensitive item for the FFF/FDM technology. It needs to be adjusted according to the actual printing situation (especially for the fine details on the model).
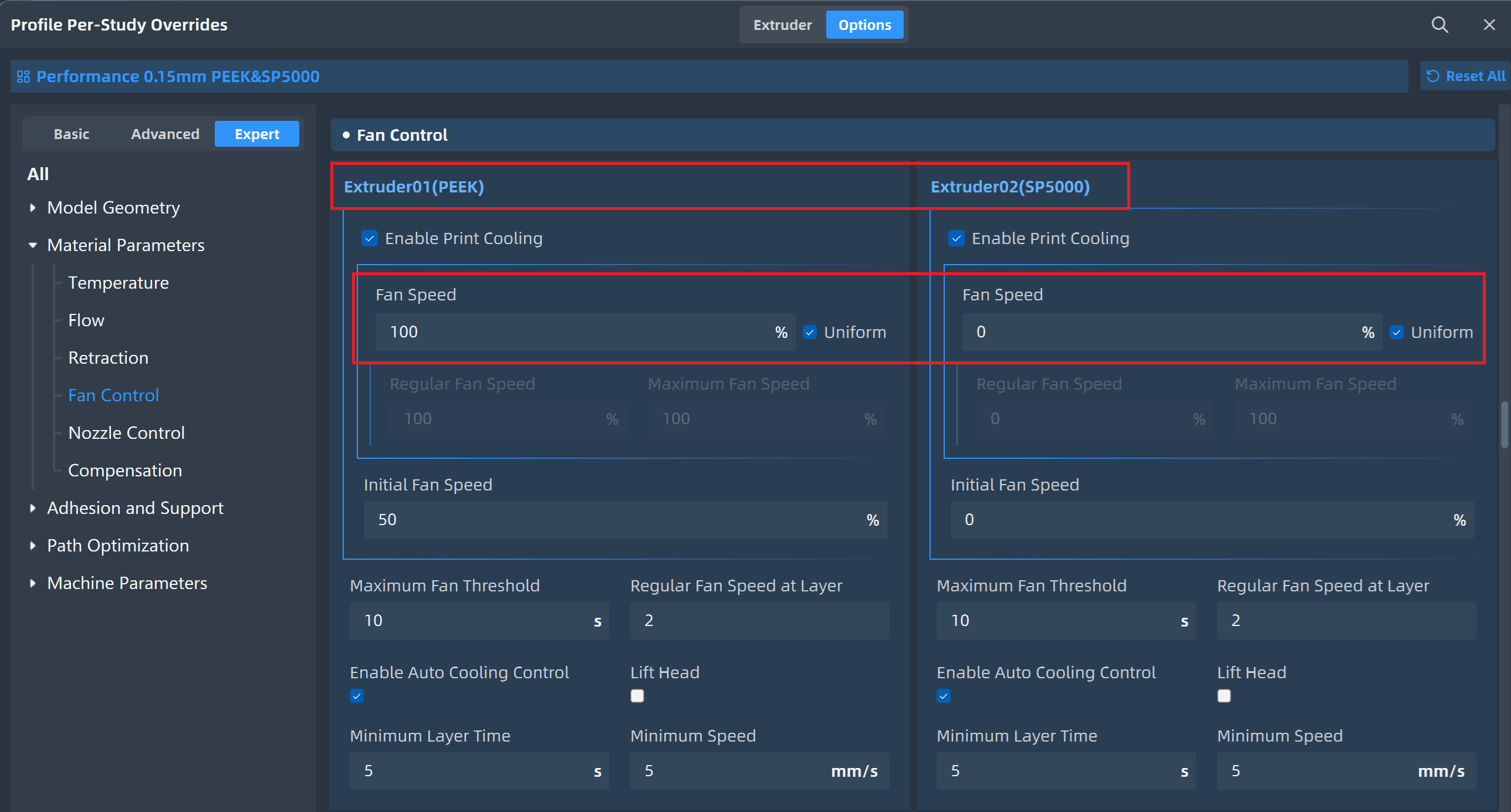
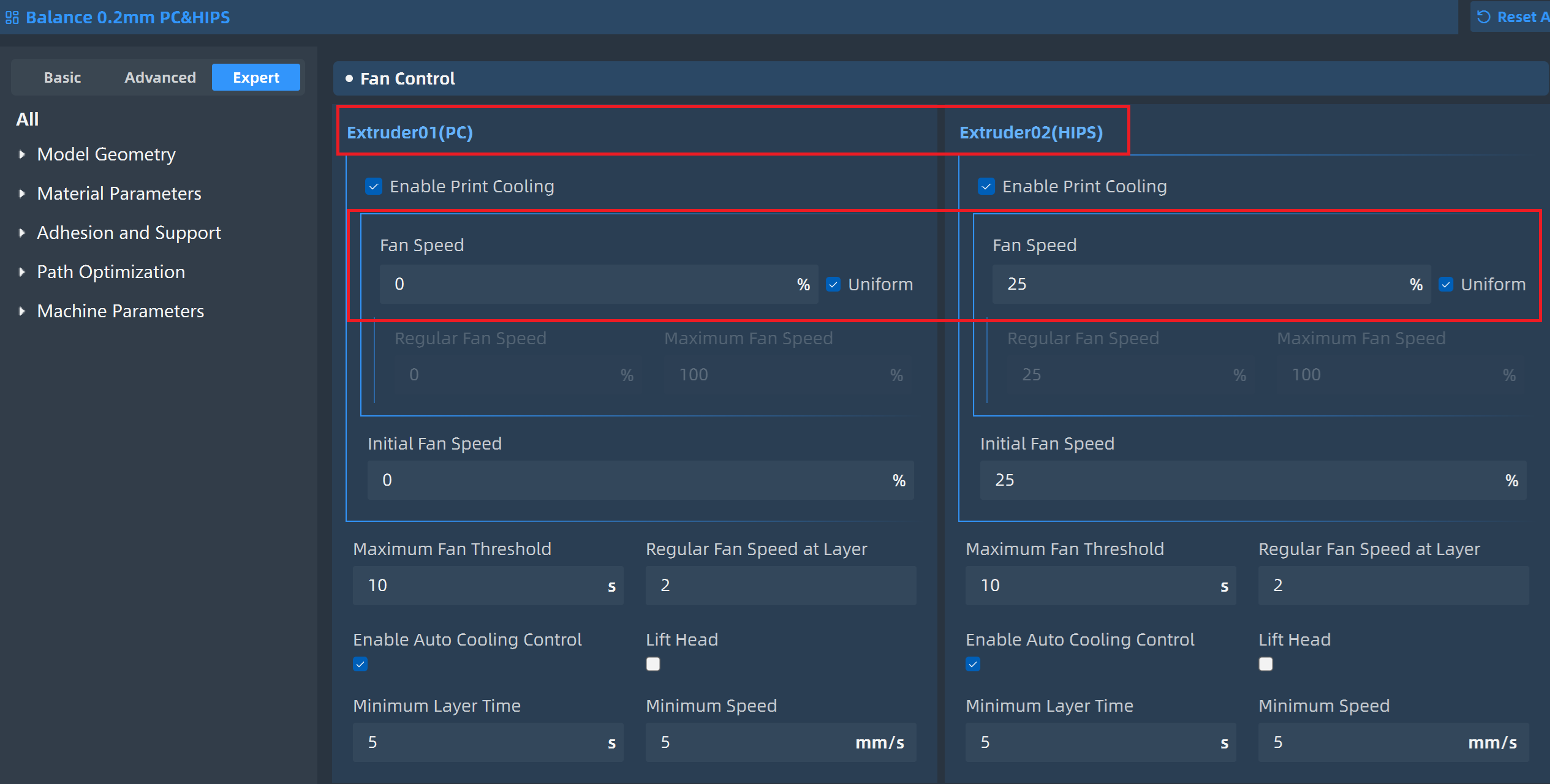
Finally, in INTAMSUITE NEO, it can be seen that different materials correspond to different profiles, and different fan settings have been pre-made. If you use the filament provided by INTAM, you can directly use the process plan, saving a lot of time for material testing