¶ Z-Seam Issue (Z-Weld Point Alignment)
¶ 1. How “Z-Seam” generate
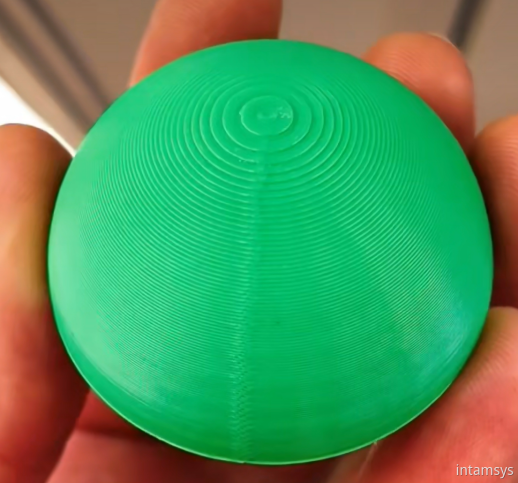
Over-extrusion(oozing) or under-extrusion(over-retraction) always happen in the start point of each layer. When the start point of each layer is on the same straight line in Z axis, then a scar like “zipper” is visible on macro level.
 |
 |
¶ 2. Four Settings on “Z-Weld Point Alignment”
This Z-seam can affect the surface quality of the model. So, how can we avoid or relieve it? In fact, there are settings related to "Z-seams" in INTAMSUITE NEO (slicing software). We can optimize and improve the "Z-seam" by changing these settings for different models.
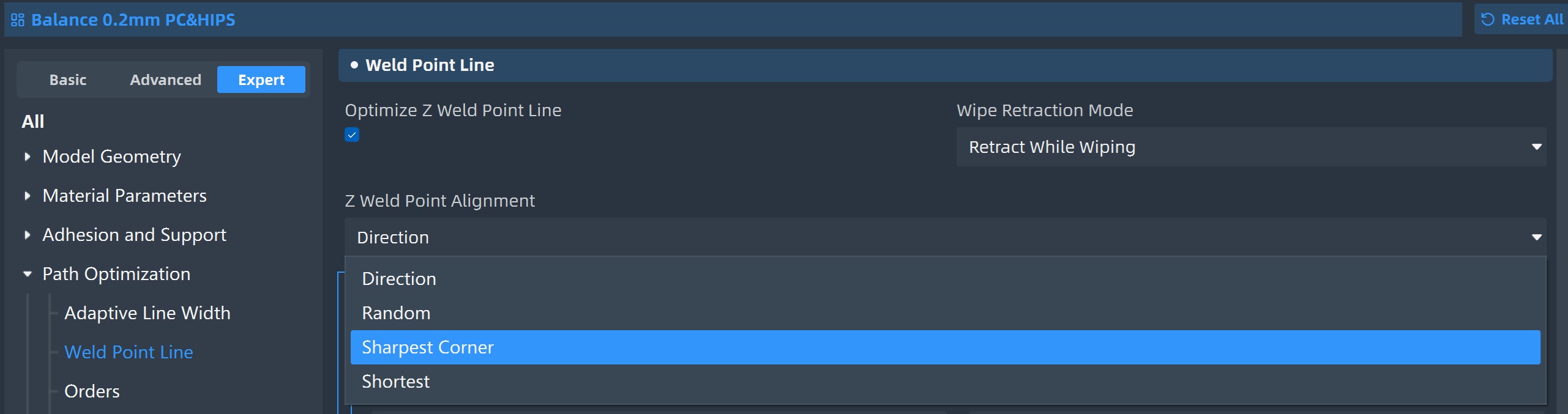
Open INTAMSUITE NEO, after selecting printer, filament, profile, open the “override” to get access to detailed settings. Go to “Path Optimization” - “Weld Point Line" - “Z Weld Point Alignment”, there are 4 options in the list to optimize the issue as needed. Below are the explanations for these 4 options.
(1) Random - the starting point of each layer is not on the same line in Z-axis and is random.
Yes, “Z-seam” issue can be avoided, but there will be a lot of random bumps and depressions instead

(2) Direction - Users can define the specific direction on the model where the "Z-seam" appears, as in the options available in the list.
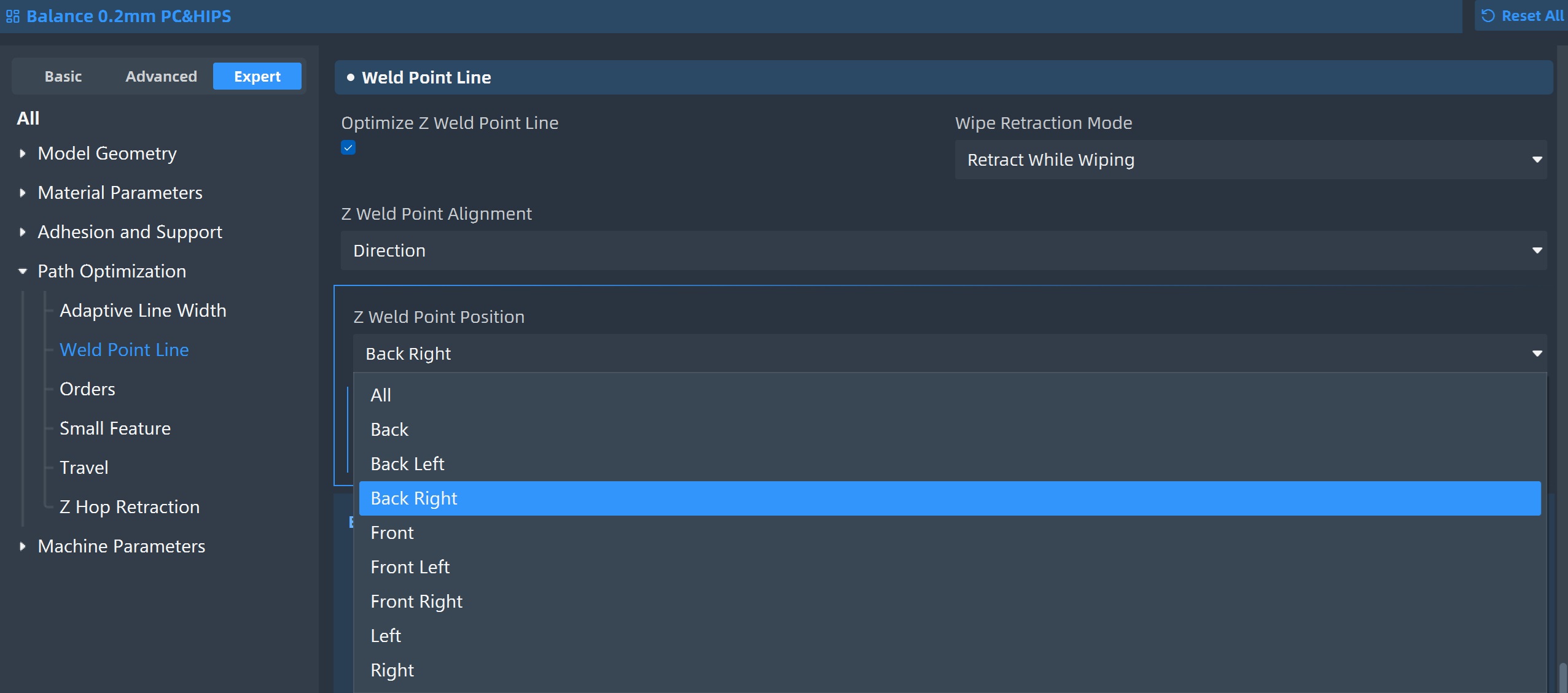
The following figures are the results after defining the direction of Z-seam
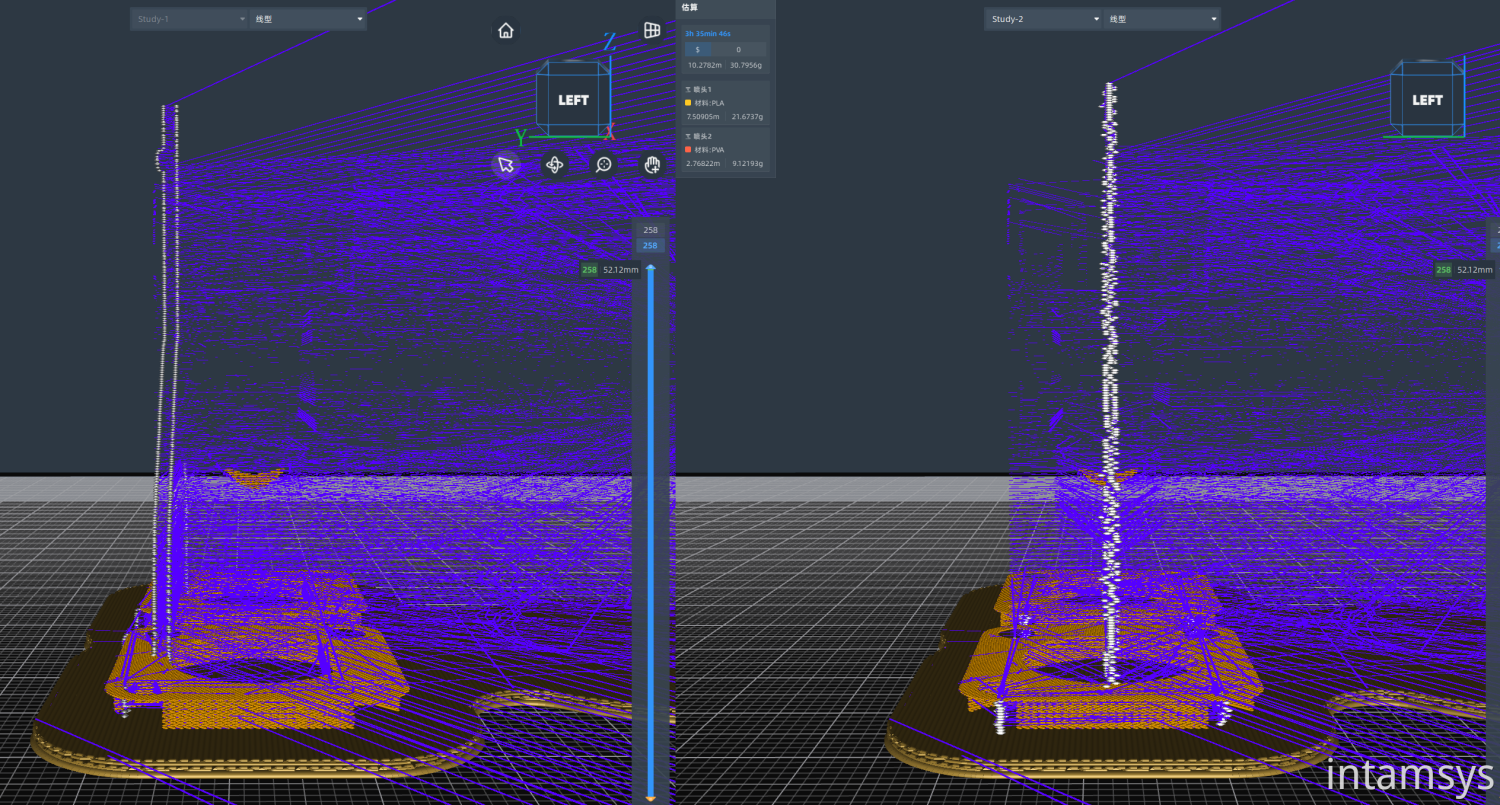
(3) Shortest
The slicer primarily decides the starting point of each layer based on the rule of saving printing time as much as possible. However, not all models can save printing time with this setting.
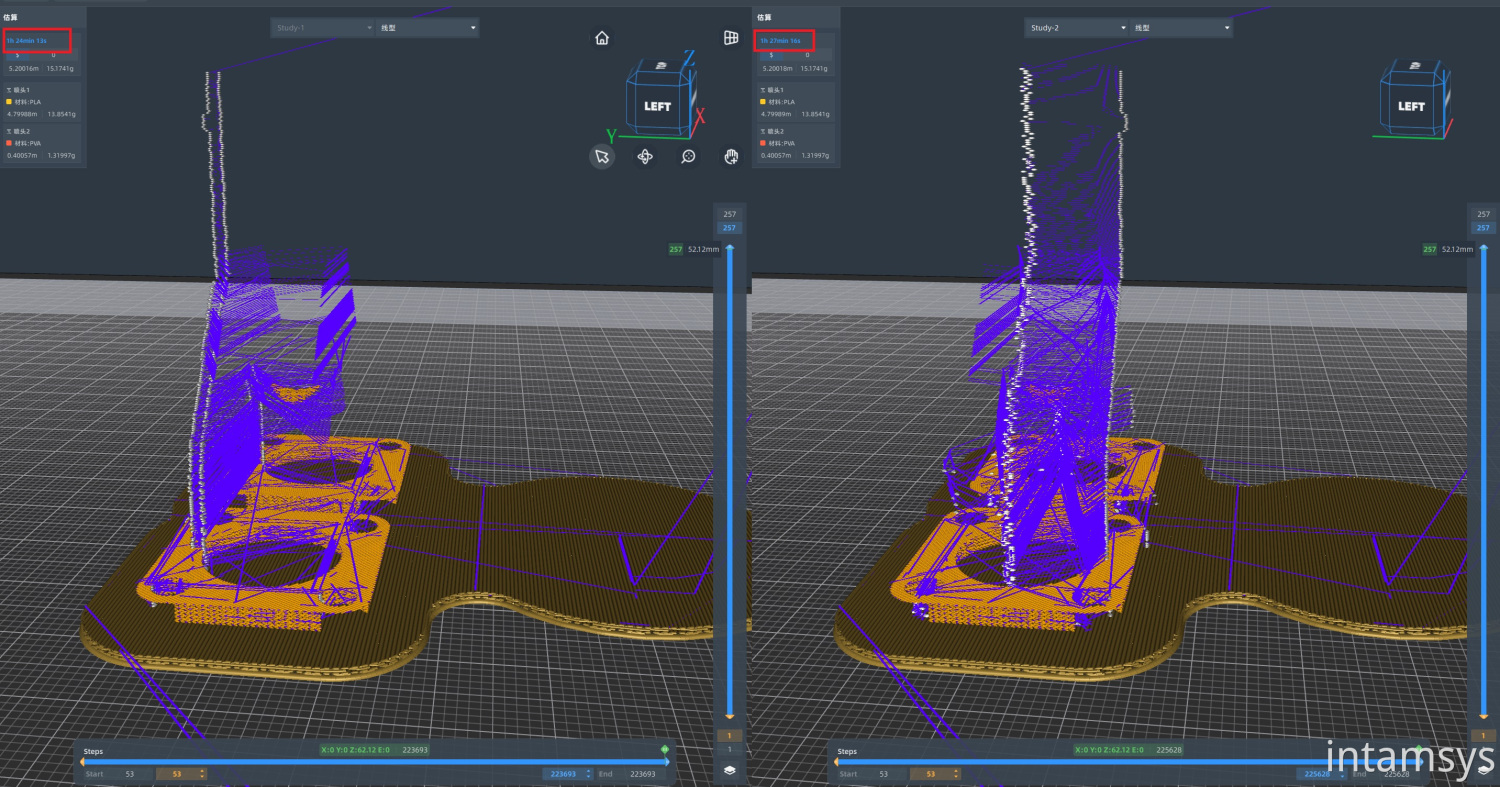
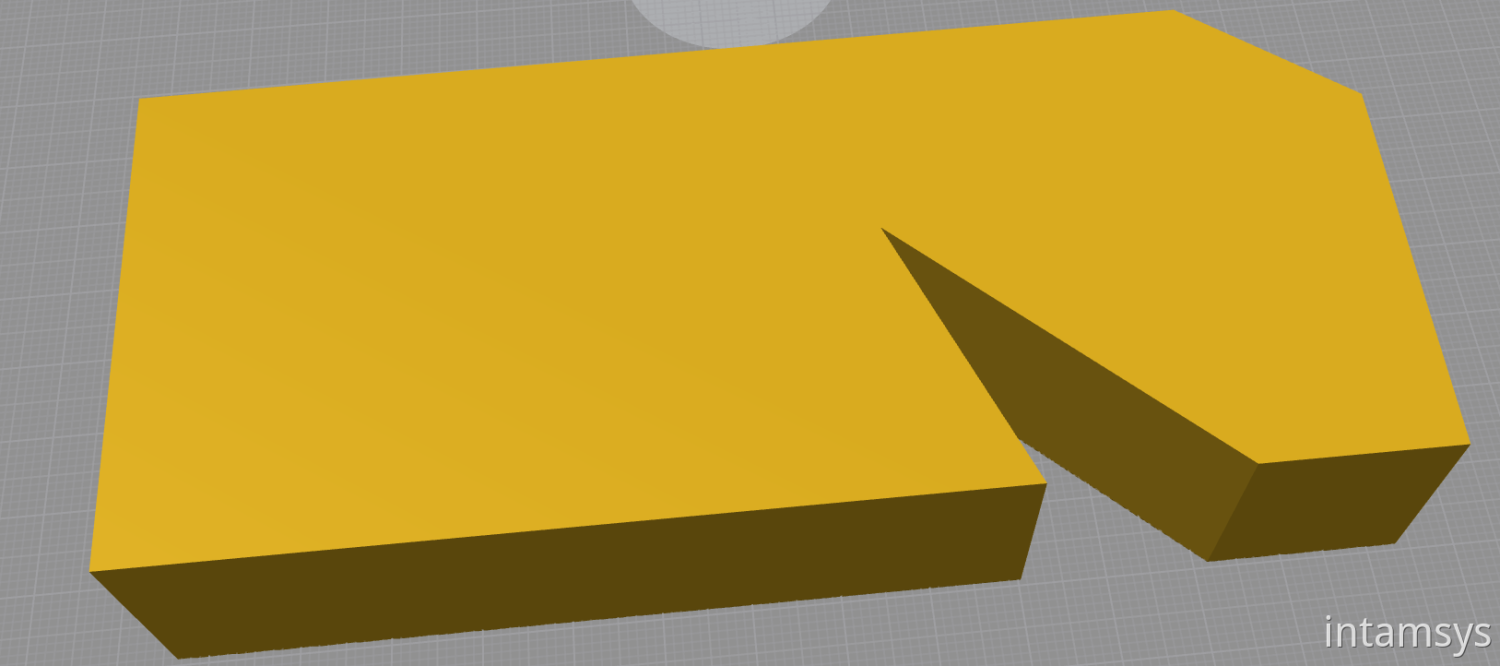
(4) Sharpest Corner
Place the starting point of each layer at the sharpest corner to effectively hide the "Z-seam."

¶ 3. Optimizing “Z-Seam”
“Optimize Z Weld Point Line” is an option in the page of “Weld Point Line”. When it is enabled, slicer will precisely align all the start point of each layer as a straight line in Z-axis, which makes it easily to remove Z-seam during post-process.


¶ 4. Thorough drying of filament improves “Z-seam” issue
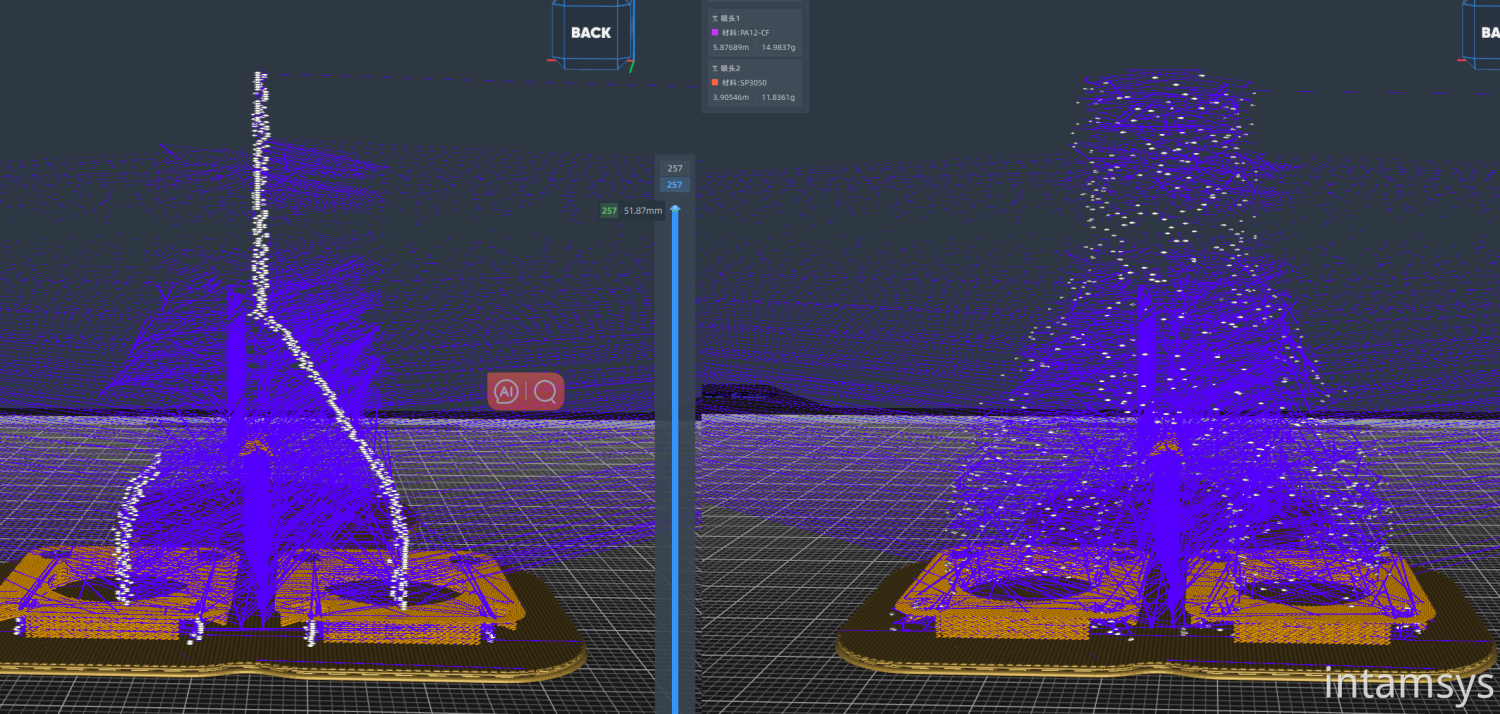
The two models were both printed with PA-12CF by one FUNMAT PRO 310 printer.
The left model used PA12-CF filament that had not been dried and has high moisture content. It has heavy Z-seam issue. Before starting each layer of printing, the printing platform will move down by a layer thickness, which means the nozzle will stop extruding briefly at this moment. The PA12-CF filament with high moisture content had a serious over-extrusion phenomenon during this brief pause, which exacerbates the Z-seam issue.
The right model used PA12-CF filament that had been fully dried before printing, with a very low moisture content. Z-seam issue is almost not visible, and the surface quality of the model is excellent.
Therefore, it is strongly recommended to dry the filament properly before printing. Proper drying of the filament not only alleviates the Z-seam issue but also helps with other issues.
|
|

|