¶ 挤出不足
本章将讨论3D打印中有时会遇到的挤出不足现象。
¶ 局部挤出不足
图 - 1 为在打印模型时(PC-ABS),可以看到模型表面存在着多处裂缝,即为表面缝隙。图中红圈“1-3”的地方即是表面缝隙缺陷处。

图 - 2 为喷嘴实际移动轨迹:喷嘴在A点进行回抽(图 - 2 左),然后移动到B点,进行回抽回填,并在B点开始打印(图 - 2 右)。由于在红圈1位置出现缝隙,因此推断是由于喷头从A到B这一过程中因为喷头溢料导致喷头缺料,导致B点开始打印时喷嘴挤出不足,从而使红圈1区域打印出现表面缝隙。
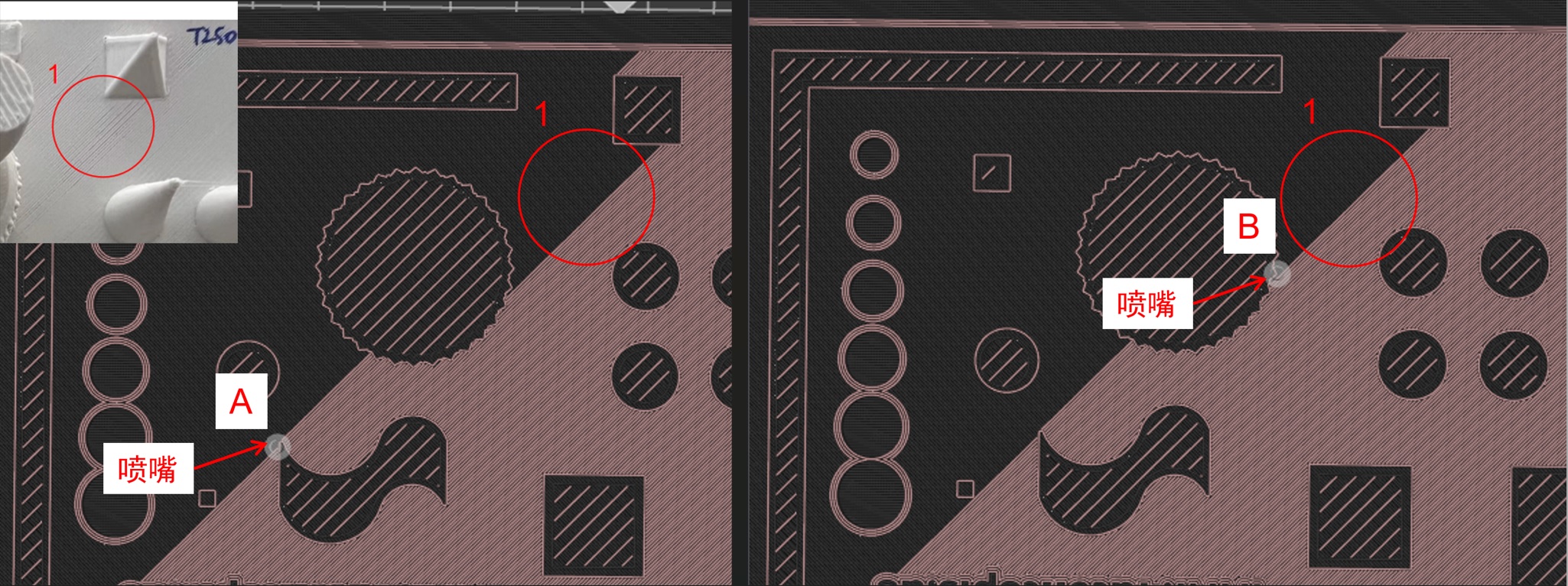
在没有回抽或回抽不够情况下,喷嘴溢料是造成后续打印疤痕、缺料的主要原因。因此可以考虑适当增加回抽量或回抽速度,减少丝材溢出,从而改善局部挤出不足现象。
¶ 整体挤出不足
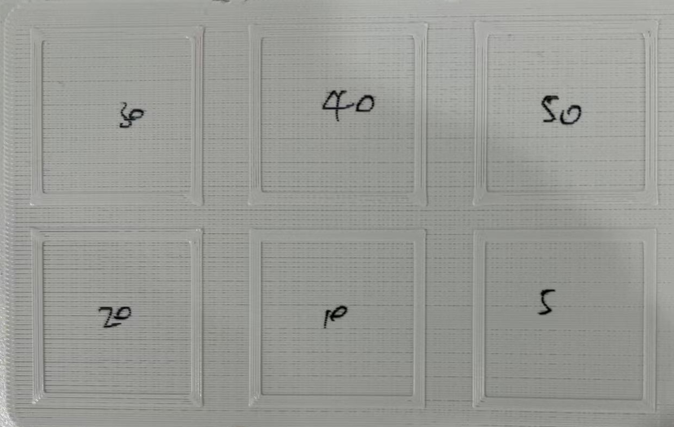
为了展示明显实验结果,我们将挤出流量降低至某一值,同时设置6个不同的速度,以观察挤出不足的现象。图 - 3
由图 - 3可见,固定挤出流量情况下,喷嘴移动速度越快 (下图为 5mm/s 至 50mm/s 六种不同速度),挤出丝的宽度越窄(挤出不足),从而使线与线间存在间隙。
因此当出现整体挤出不足的情况时,可适当降低打印速度,或者提高挤出流量,以缓解挤出不足现象。