3D Printer User Manual
FUNMAT PRO 310
Engineering Materials | Desktop Industrial Grade
.png)
¶ 1 Service and Support
This chapter provides information on the service and support of FUNMAT PRO 310 desktop industrial grade 3D printers (hereinafter referred to as "FUNMAT PRO 310", the "printer", the "machine" or the "device"), as well as safety information and location of safety labels.
¶ 1.1 Service
If you have any questions not covered in this manual during the use of the printer, please contact INTAMSYS Customer Support:
| Region | |
| Asia-Pacific | Support_APAC@intamsys.com |
| Europe, Middle East and Africa | Support_EMEA@intamsys.com |
| America | Support_America@intamsys.com |
¶ 1.2 Safety Instructions
The following basic security tips are intended to ensure safe installation, operation, and maintenance of INTAMSYS equipment, and shall not be considered as comprehensive safety issues. The machine is a safe and reliable industrial grade 3D printer. Make sure to inspect for and eliminate potential hazards, if any, in the printer area before using this printer.
¶ 1.2.1 Hazard type
INTAMSYS recommends that all services be provided by qualified personnel. All personnel who operate this printer or are near it shall understand the meaning of the following hazard classification signs used in this manual.
 |
[High Voltage Warning]: It indicates that high voltage exists. Keep away from exposed circuits, and it is recommended to remove all ornaments. |
 |
[High Temperature Warning]: It indicates a high printer temperature. Be cautious when working near components that are exposed to heat. Always wear the safety gloves that come with the printer. The temperature of the print head in the printer can reach up to 300℃. The temperature of the printing platform in the printer can reach up to 160°C. The temperature in the chamber of the printer can reach up to 100°C. |
 |
[Pinching Warning]: It indicates that your hands might be pinched between two objects. One or more objects are moving in your working area. |
Please note that changes or modifications without the approval of the responsible party for compliance may invalidate the user's permission to operate the device.
- The device complies with Part 15 of the FCC Rules and the Industry Canada License-exempt RSS Standard. The following two conditions should be met for operation:
1. The device may not cause harmful interference;
2. The device must accept any interference received, including interference that may lead to undesired operation.
- The device complies with the radiation exposure limits of FCC/IC RSS-102 for uncontrolled environment. The device shall be installed and operated at a minimum distance of 20 cm from the radiator and the operator.
¶ 1.2.2 Areas with potential safety hazard
The following components and areas have been highlighted as with potential hazards. Failure to follow the safety regulations might cause system faults or reliability issues.
|
Extruder  |
|
[High Temperature Warning]: Make sure to wear safety gloves if it is necessary to maintain the extruder or work inside the chamber when the extruder is heated. |
|
Printing Platform 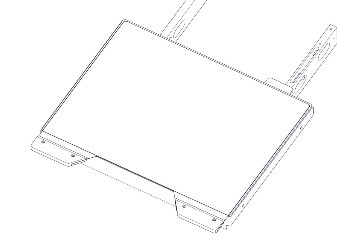 |
|
[High Temperature Warning]: Make sure to wear safety gloves if it is necessary to remove the printing build plate of the platform or work inside the chamber when the hot bed is high in temperature. |
|
Chamber  |
|
[High Temperature Warning]: Make sure to wear safety gloves if you work inside the chamber at medium and low temperatures during heating; it is not recommended to work in the chamber at high temperatures. |
|
XY Motion Frame 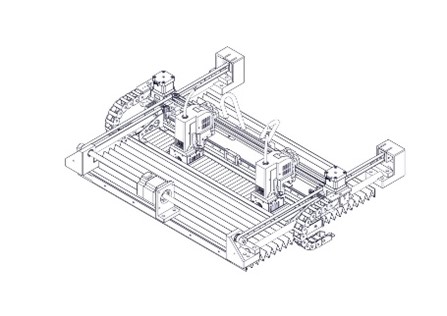 |
|
[Pinching Warning]: Do not wear tie, loose clothing, or hanging ornaments when working near a moving printer component. [Pinching Warning]: Do not click HOME when there is a model on the platform. [Pinching Warning]: Be careful when maintaining this moving component. |
|
Z-axis Motion Frame  |
|
[Pinching Sign]: Do not wear tie, loose clothing, or hanging ornaments when working near a moving printer component. [Avoid Collision]: If there is a printed model on the platform, be care to raise the platform to a proper height to prevent puncturing the organ cover; [Avoid Collision]: If there is an object under the platform, be care to lower the platform to a proper height to prevent deformation of drive rod parts and leveling failure caused by platform collision. |
¶ 1.2.3 Safety door lock
Sensors are used to monitor the status of the chamber front door and printer top cover. For the purpose of safety, the chamber door and top cover shall be closed before the XYZ motor can start working. The electromagnetic lock ensures that the chamber door and top cover remain securely closed during printing.

¶ 1.2.4 Environmental requirements
- The printer is for indoor use only.
- Air quality conditions (conductive or non-conductive) with excessive solid particles might cause damage to the system.
- The printer shall operate between 15°C and 30°C (59°F to 86°F) with a relative humidity range of 30% to 70% (non-condensing).
- The printer storage temperature shall be between 0°C and 35°C (32°F to 95°F) with a relative humidity range of 20% to 90% (non-condensing).
¶ 2 Setting and Installation
This chapter describes the basic settings and installation of FUNMAT PRO 310.
¶ 2.1 General Information
¶ 2.1.1 Tools that come with the printer
Please check the packing list that comes with the printer. These tools include common tools required for printer maintenance and various spare parts.
¶ 2.1.2 Prepare relevant equipment for installation
The guide for preparation of installation site ensures that relevant equipment for printer installation can be prepared effectively and safely.
 |
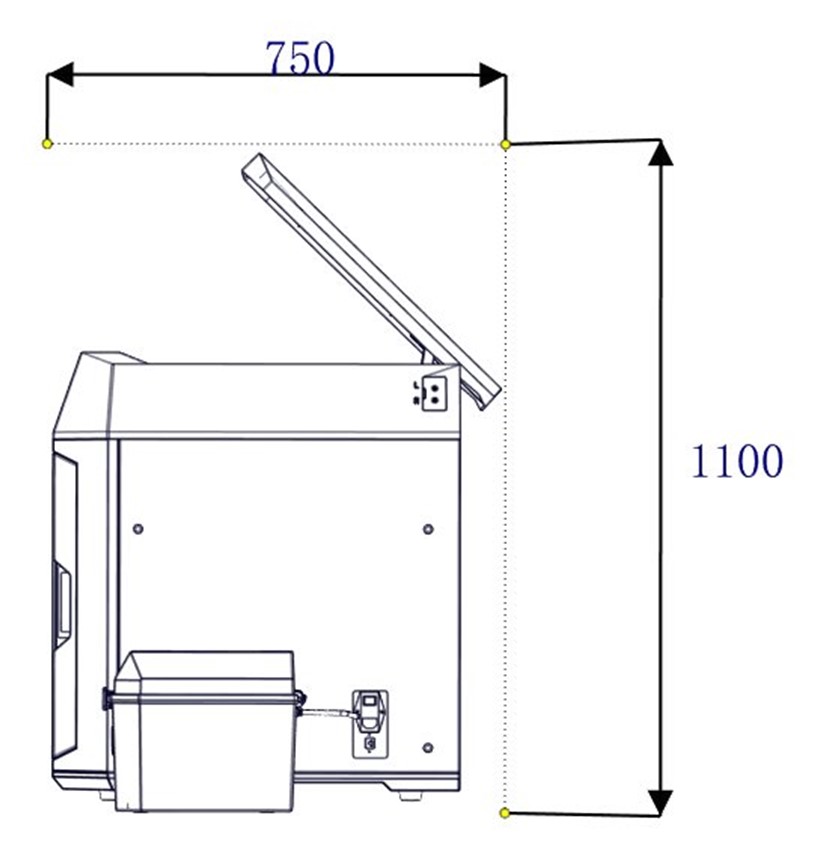 |
| Figure 2.2 Space required for installation and maintenance (Unit: mm) | |
¶ 2.1.3 Check the printer nameplate
Refer to the figure below to identify your printer.
Model information: Product name, model number and power requirements. This nameplate also lists the relevant certifications and INTAMSYS information.
SKU: Lists the SKU of the printer. Upon a service request, provide this SKU to the agent or INTAMSYS, so that service personnel can quickly identify your printer configuration.

¶ 2.2 Printer Preparation
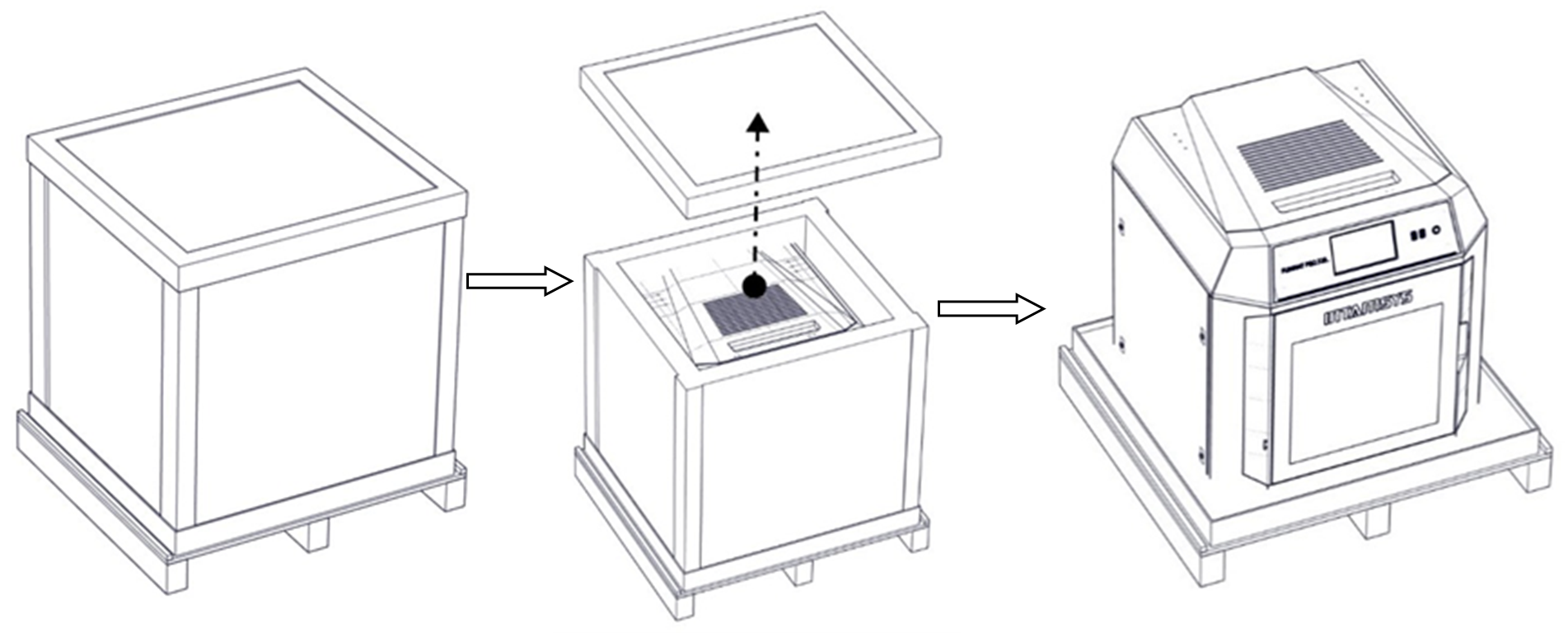
¶ 2.2.1 Unpack
Step 1: Remove the fixing straps from the packing box and remove the wooden board at the top of the packing box;
Step 2: Remove the foam and packaging film;
Step 3: Remove the top cover of the packing box;
Step 4: Remove the cardboard and foam around the packing box;
Step 5: Lift the printer from the bottom and transfer it to a stable platform (at least two people are required).
¶ 2.2.2 Remove accessories
Open the front door of the device from the front, and carefully take out the accompanying accessories and filament boxes from below.

¶ 2.2.3 Unbuckle X-axis and Y-axis
Step 1: Open the top cover of the printer;
Step 2: The fixing block on the X-axis guide rail is used to ensure the stability of the extruder during transportation. Unscrew the two screws on the fixing block with an M4 Allen wrench (the 4mm Allen wrench is placed in the spare parts box), and then remove the X-axis fixing block;
Step 3: Remove the Y-axis fixing block fixed on the front side sheet metal in the same way, and then install the spare screws in the plastic bag back to their original positions;
Step 4: When the power is off, gently push the print head leftward in X direction to move out enough operating space, and remove the right fixing block of Y-axis with the same method;

Step 5: Install the left and right extruders in the extruder holder as shown in the figure;

Step 6: Rotate the pressure levers on both sides of the extruder holder upward to fix the extruder in the extruder holder, and plug in the extruder cable.

¶ 2.2.4 Startup
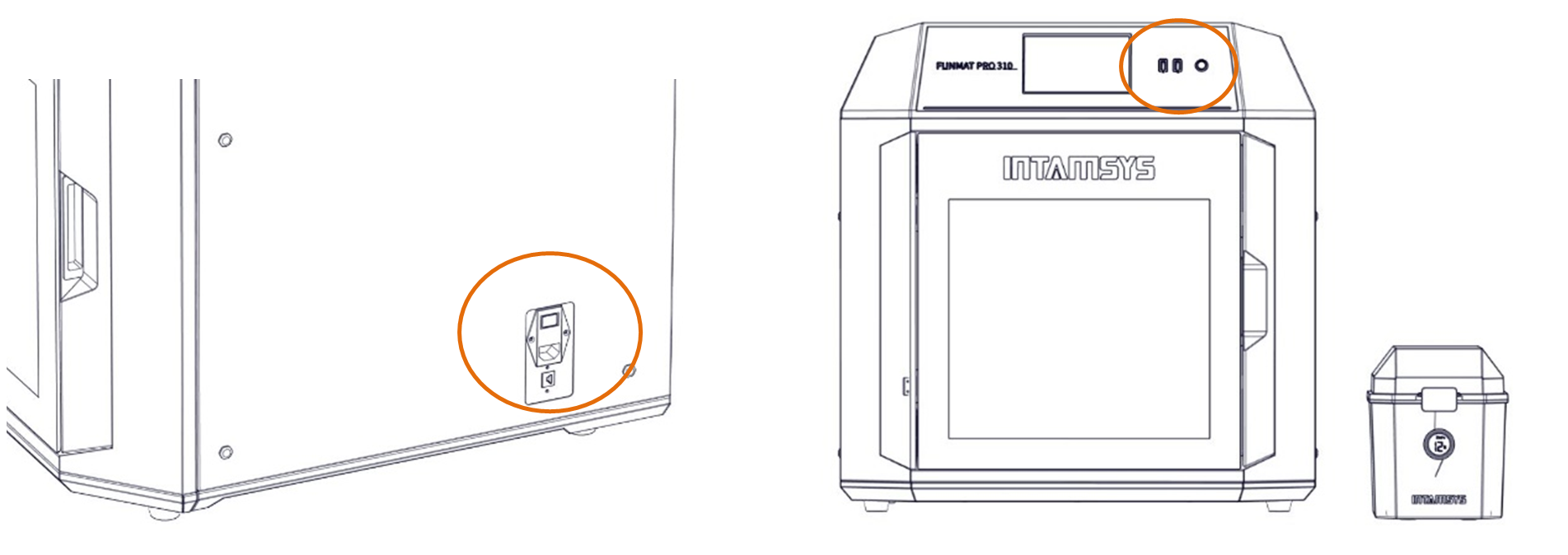
Step 1: The printer has two power specifications: 110V and 220V. Please make sure to check whether the socket power supply meets the requirements before use;
Step 2: Insert one end of the power cord into the right power interface of the printer, and insert the other end into the power socket prepared in advance;
Step 3: Turn on the switch and press the start button at the lower right of the printer to enter the operation interface;
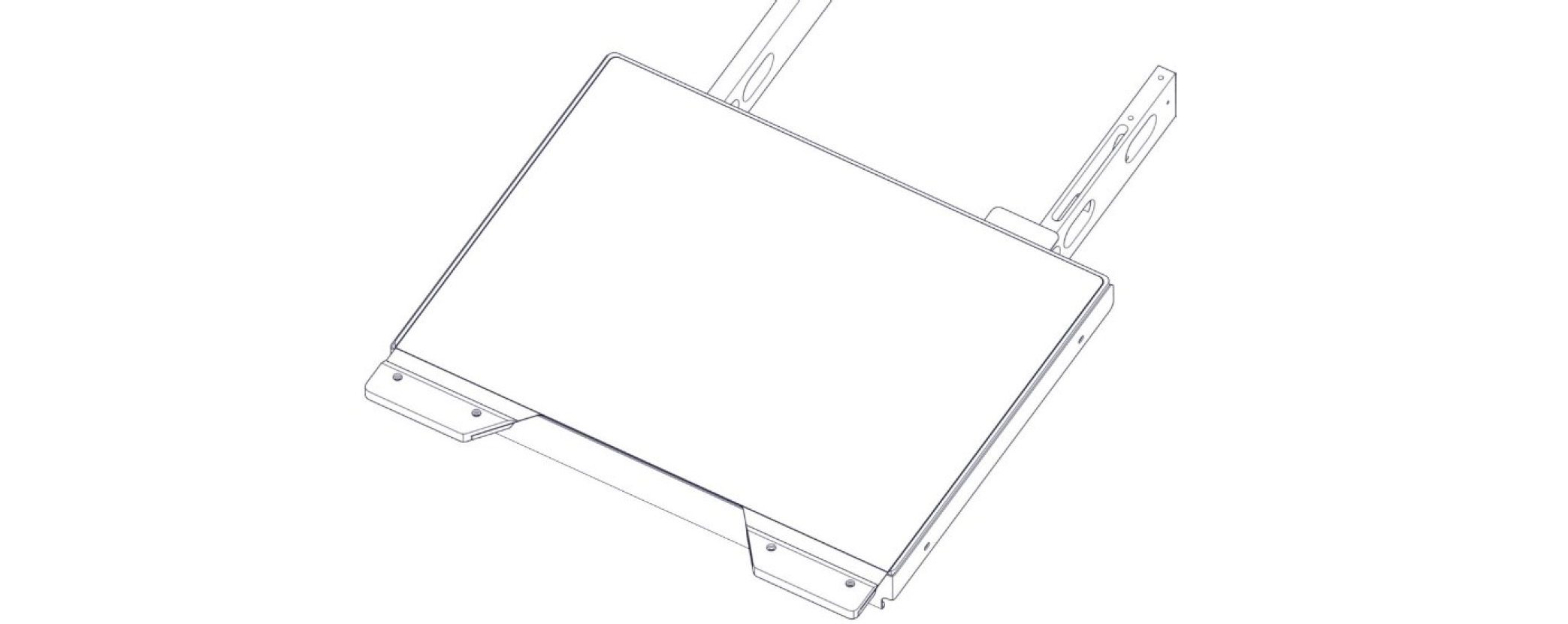
¶ 2.2.5 Installation of Printing Build Plate
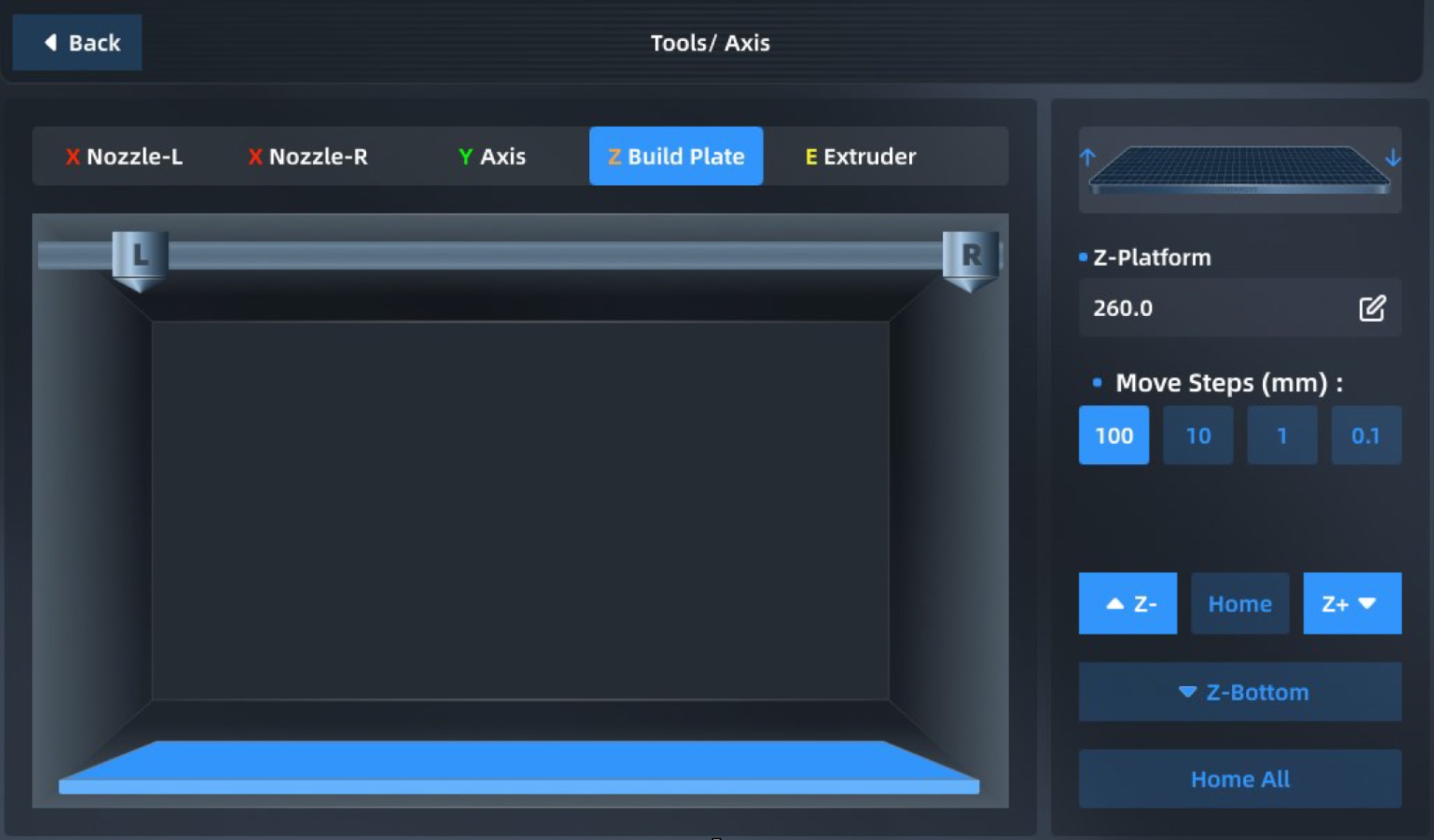
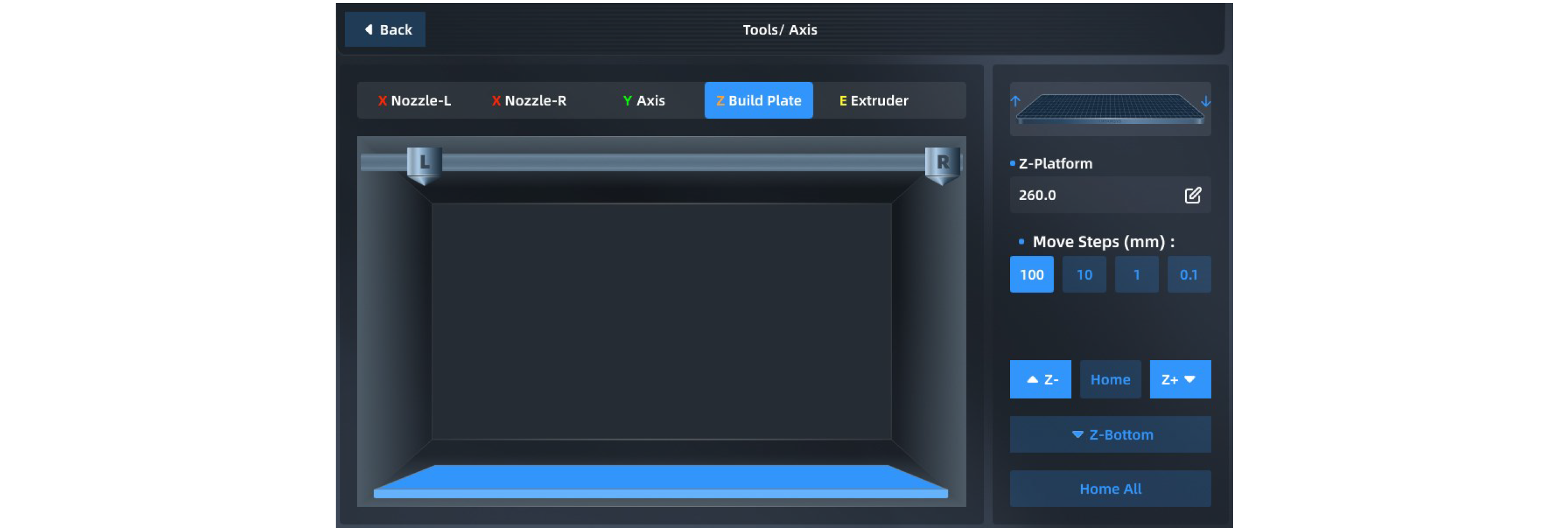
Step 1: Enter the "Tools" interface on the right in the main interface, and click the "Home All" button (make sure that there are no other sundries in the chamber before operation);
Step 2: After selecting the "Z Build Plate" option in the upper part, click "Z-Bottom" to move the printing platform to the bottom of the chamber;
Step 3: Flatly adsorb the printing build plate above the magnetic platform along the guide grooves on both sides of the platform, as shown in the figure.
|
|
¶ 3 System Components
This chapter describes the system components of FUNMAT PRO 310, aiming to help users better understand the mechanism composition of the printer and the functions of each part.
¶ 3.1 Printer Overview
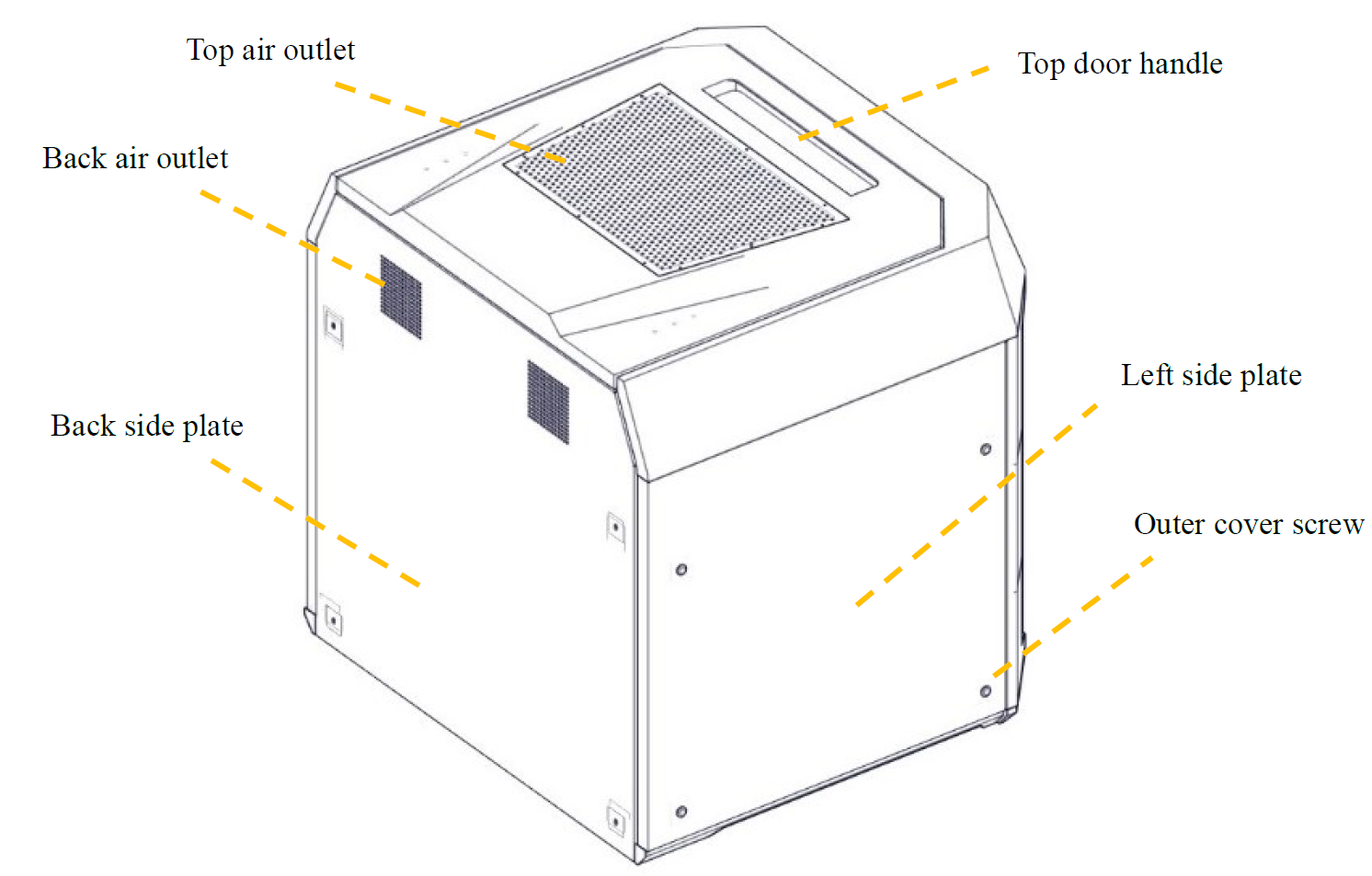
The visible parts of the printer is shown in the following figure, where:
The right side plate, left side plate and rear side plate of the housing are removable for access to internal components; the top door and front door must be closed during printing and locked by electromagnetic locks.

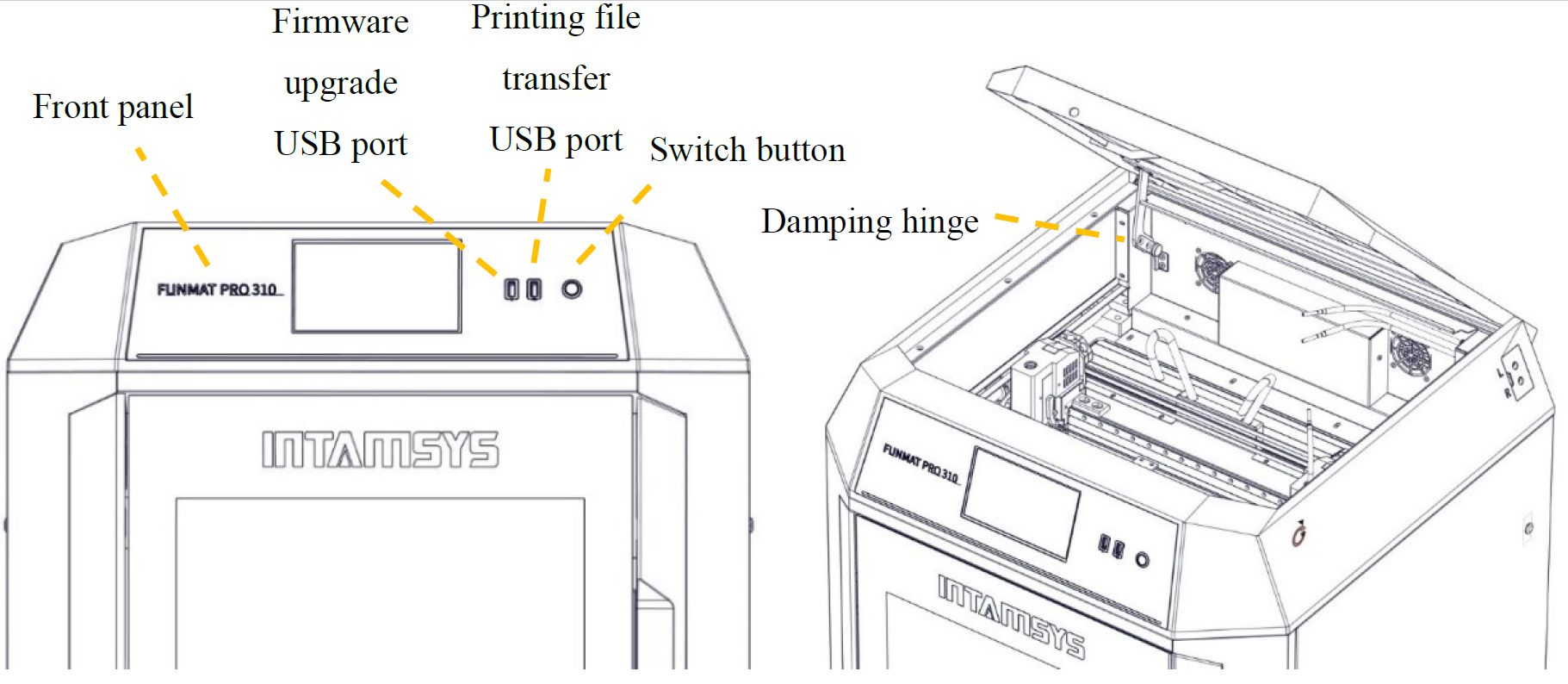
¶ 3.2 Top Door and User Operation Interface
Push the top door upward to observe the movement of extruder from above and for the maintenance of XY rack and print head assembly.
By releasing the electromagnetic lock through screen operation, the top door can be pushed upward and supported by damping hinges. The damping hinge can ensure that the top door stops at any opening or closing position.
Below the top door is the user interaction area, which includes touch screen, USB interface and ON/OFF switch.
Users can control the print part and obtain the machine status information through the touch screen. The USB on the left is only used to connect to computers for printing and firmware upgrade, while the USB on the right is used to insert a U-disk for printing. The ON/OFF switch is used for startup and shutdown, as well as emergency shutdown.
¶ 3.3 Printing Chamber Components
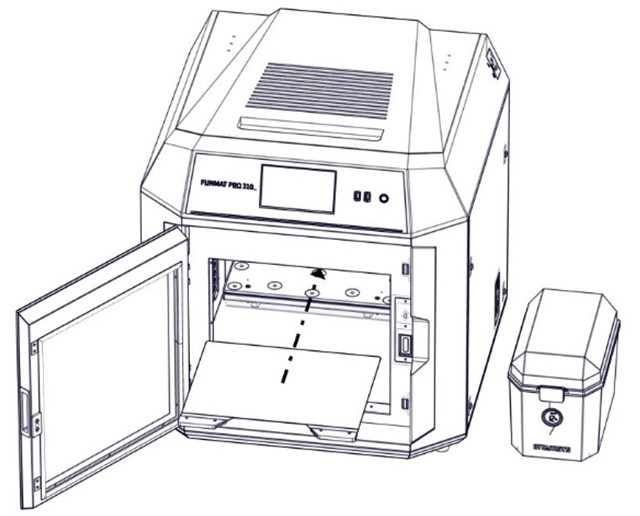
The front door can be pulled open from the right side by the release of the electromagnetic suction of the front door through screen operation, and then it can be seen that the printing chamber contains front door, hot bed, double extruder assembly, electromagnetic suction, magnetic suction and door sensor.
When the printing chamber is heated, its stainless steel build plate and side plates are hot. Please do not touch them to avoid scalding.
The four leveling knobs under the hot bed are used to manually level the printing platform.
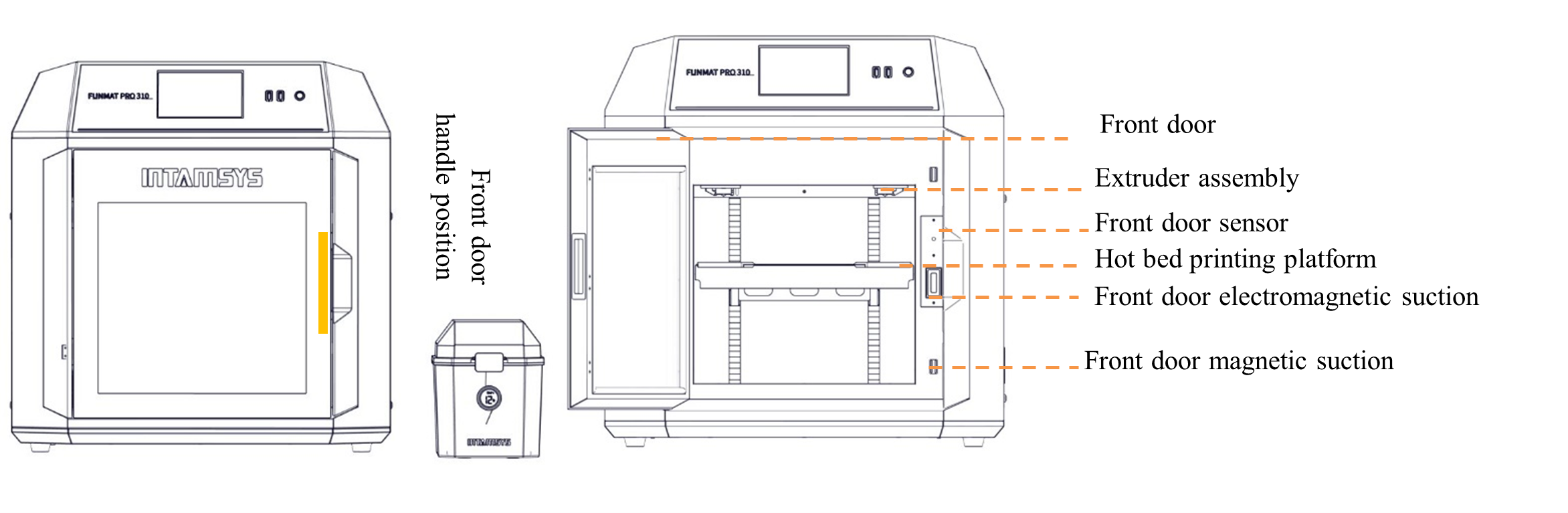
| Fig. 3.5 Schematic Diagram of Front Door Opening Mode | Fig.3.6 Printing Chamber |
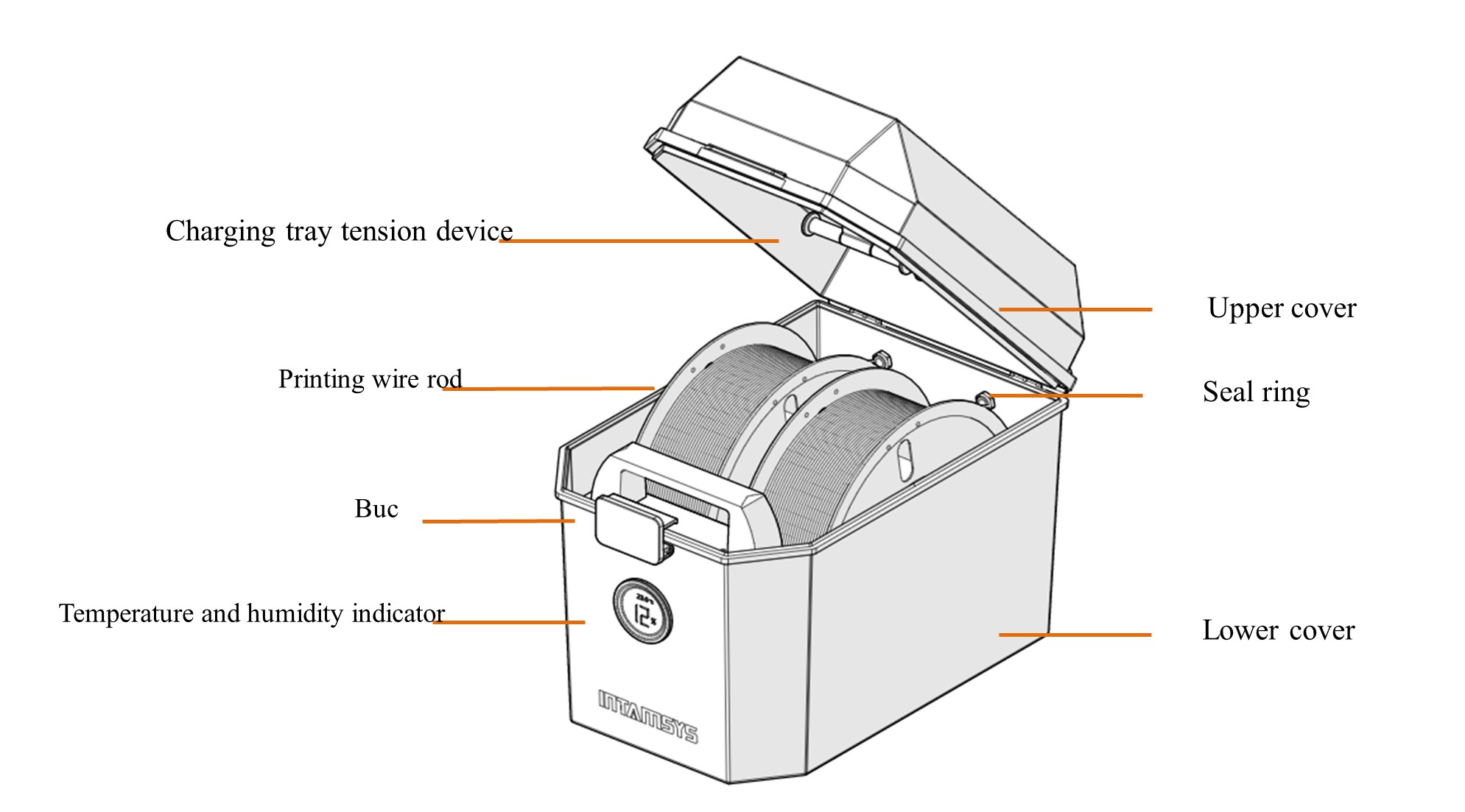
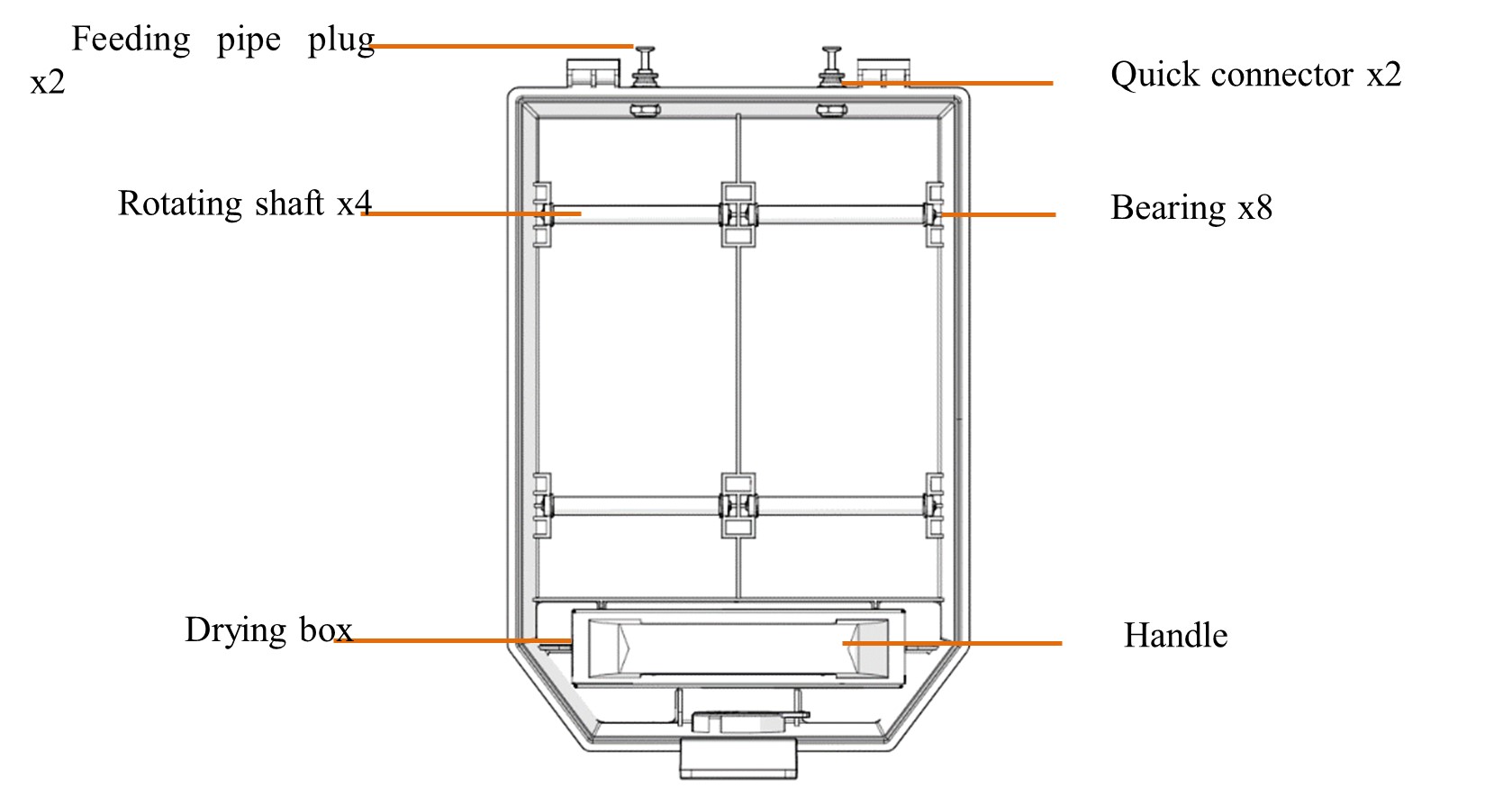
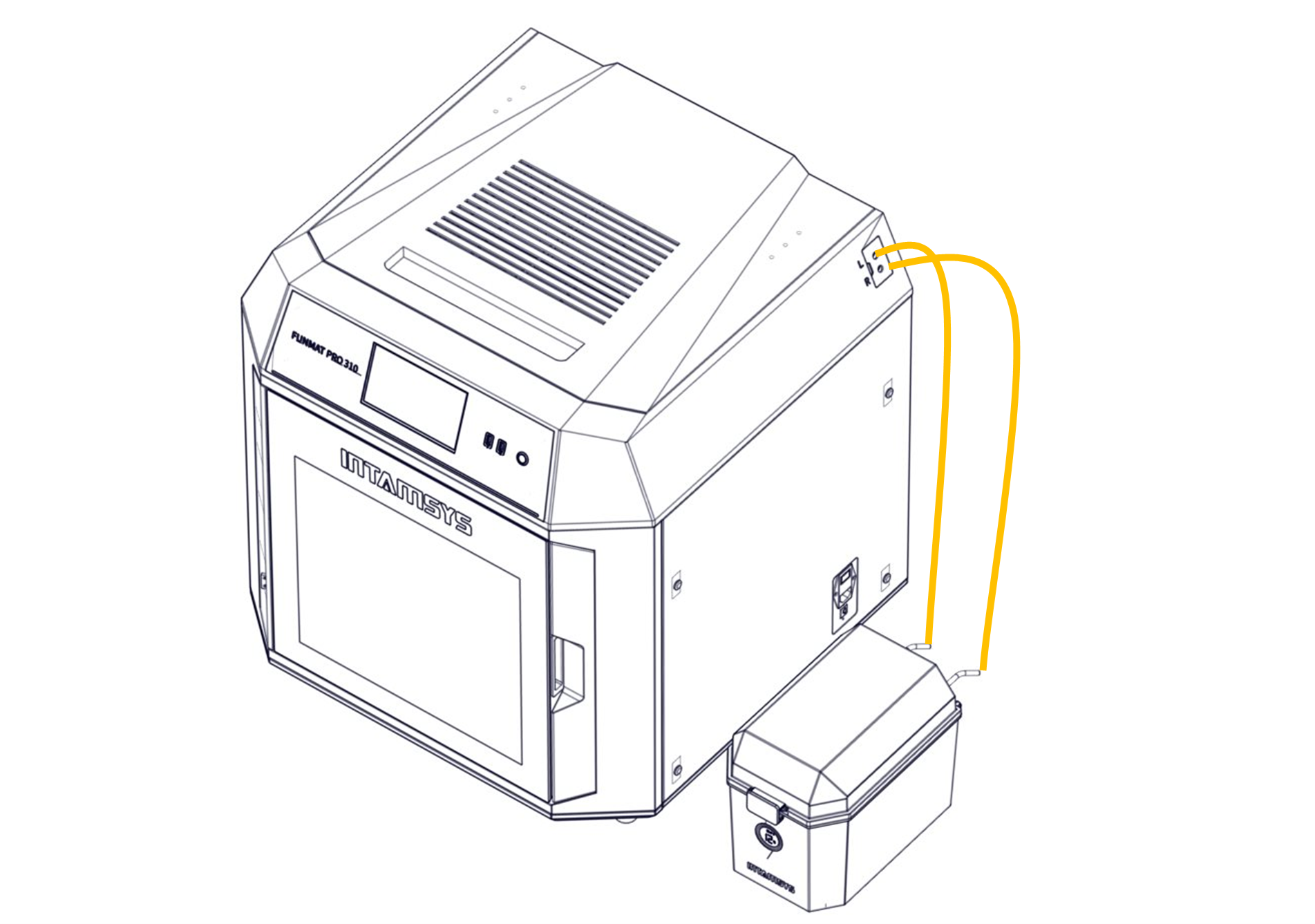
¶ 3.4 Independent Filament Box
The printer is supplied with an external INTAMBox Sealed Drying Filament box that can hold up to two rolls of 1 kg material. Seal rings and buckles are provided around the filament box to ensure its sealing performance. The filament box is supplied with a drying box filled with 4A molecular sieve desiccant, which can ensure the low humidity environment inside the filament box. The upper cover of the filament box is equipped with a charging tray tension device to ensure that the printing wire rod will not be loosen during printing and that the wire coil will not topple when the wire rod in the wire coil are used up. Please refer to the Operation Manual of INTAMBox Sealed Drying Filament box for details.
¶ 3.5 Print head Assembly
The print head assembly is used to melt the wire and form a desired model on the printing build plate in combination with the movement of X-axis, Y-axis and Z-axis. A machine contains two separate print heads, generally the left extruder for printing model material and the right extruder for printing support material. Generally, there's only one extruder performing printing at the same time point, while the other extruder stands by at the end of X-axis. When copying or mirror printing is carried out, the two extruders move simultaneously.
Refer to Chapter 5 for loading and unloading of materials.

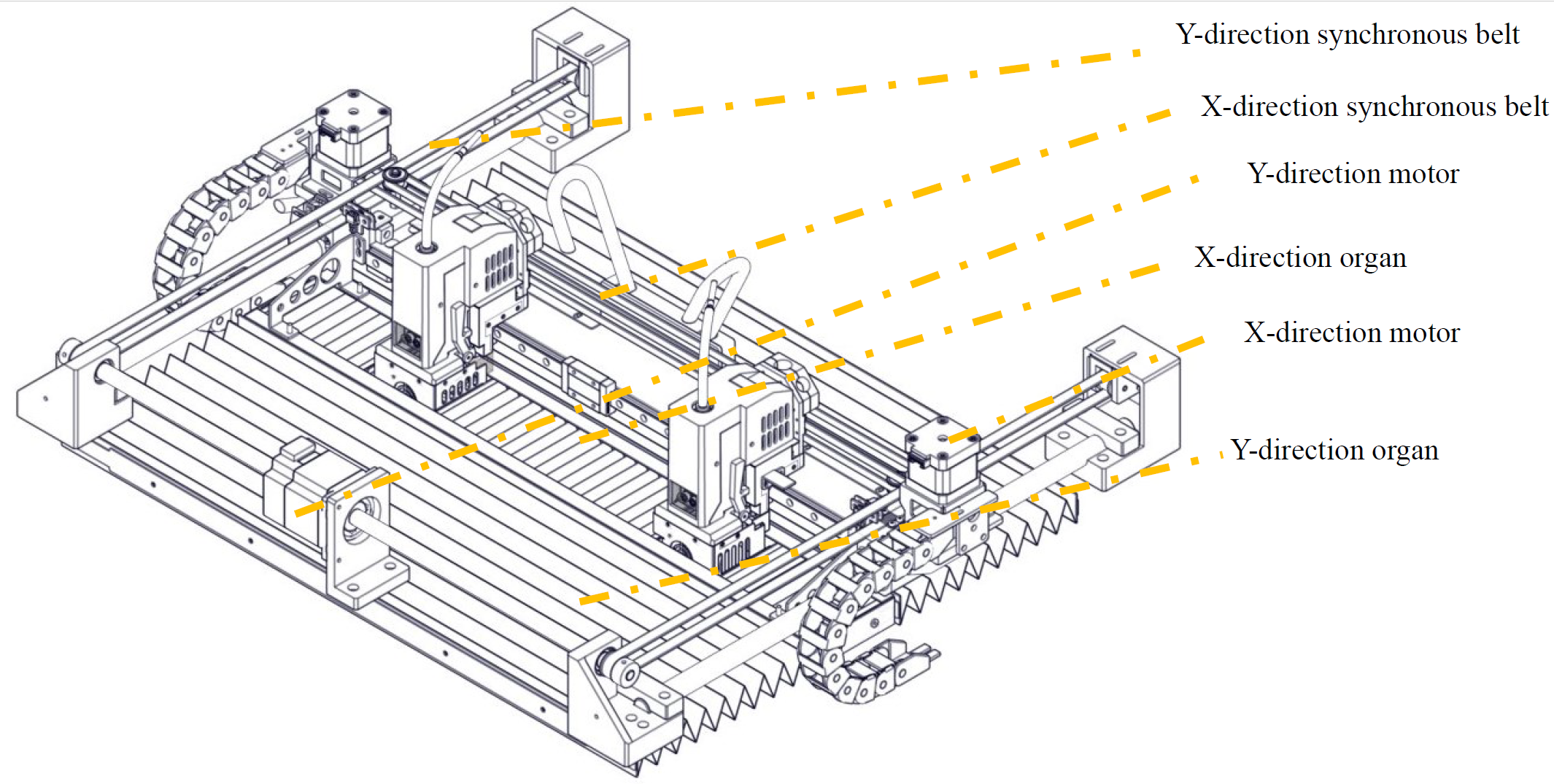
¶ 3.6 X/Y Axis Components
X-axis and Y-axis components drive the double-extruder to move within the XY plane according to commands.
X-axis and Y-axis are driven by the synchronous belts, whose tension has been properly adjusted at factory and does not need to be re-adjusted during use. After a period of use, if the printing quality is found to have degraded significantly, the likely cause is the synchronous belts becoming loose due to various reasons. In this case, remove the left and right lateral plates of the printer and check the tension of the left and right synchronous belts of Y-axis; After removing the rear housing, you can adjust the tension of the Y-direction synchronous belt. Open the top door to see and check the tension of the synchronous belt of X-axis. If the tension of a synchronous belt is found too small, you can increase the tension using the method shown in the figure below. The left and right synchronous belts of Y-axis shall keep a consistent tension.


¶ 3.7 Z-axis Components
The Z-axis components drives the hot bed to move up and down. Remove the back lateral plate to maintain the Z-axis components when necessary.
The trigger plate of the photoelectric sensor is already in place and generally does not need to be adjusted by the user. Only when problems are encountered with manual leveling of the hot bed may it be necessary for the user to check and adjust the trigger plate position appropriately. Adjusting the trigger plate of the photoelectric sensor upward enables the zero position of the hot bed to move downward, and adjusting the trigger plate of the photoelectric sensor downward enables the zero position of the hot bed to move upward.

¶ 3.8 Hot Bed Components
The hot bed components consist of printing build plate, high-temperature resistant magnet, coaming and heating film. The printing build plate of the printer is a magnetic plate, and 18 high-temperature resistant magnets are installed on the hot bed substrate, which can adsorb the printing build plate to the hot bed substrate in a flat and firm manner. The hot bed substrate has four leveling screws. Manually level these screws according to the guidance of the operation interface when necessary.

¶ 4 User Interface
¶ 4.1. Overview
This chapter describes the main user interface (UI) of FUNMAT PRO 310. For the specific printer operation information and programs, see Chapter 5. The printer must be powered on before you can use the touch screen.
FUNMAT PRO 310 user interface consists of a touch screen located in the middle of the front side of the printer. The main interface of the touch screen includes three main functional areas: status bar, navigation bar and display area.

On the status bar, in addition to viewing WIFI, U-disk and network status, you can also perform camera display, error diagnosis, etc.
The navigation bar is on the right side of the panel, and we can access main functions through corresponding commands.
In the display area, we can select the G code file to be printed, start/pause/resume printing work, and preview the printing status on the model picture.
¶ 4.1.1 Status bar
The status bar is docked to the top of the touch screen display and appears on each page of the user interface. It displays various information including network status indicators, cameras and USB flash memory.

¶ 4.1.2 Navigation bar
|
You can perform the following operations through the navigation bar on the screen.
Homepage: Printing operation, preheating and heat hold settings, model graphic progress display, real-time status display, etc.
Queue: You can manage G-code/print file import and print order, and engineers can manage their daily work tasks in the queue.
Materials: You can carry out material selection, loading and unloading, material database management and other materials-related operations in this interface.
Tools: In this interface, you can control each moving axis of the printer and nozzle extrusion operation, as well as print calibration and parameter setting related operations.
Settings: You can view system parameters and make relevant system settings.
|
 |
¶ 4.1.3 Display area
The display area displays the related information corresponding to the selected function module, including operation buttons, texts, images, or schematic GIF, etc.
After the machine is powered on and started, it will automatically enter the main interface.
When you select a function button in the navigation bar, the display area switches to the corresponding interface.
If there is no screen operation for 5 minutes, the system will automatically call the Screen Saver (the screen protecting time can be set in the setting interface). Touch the screen again to return to the main interface.
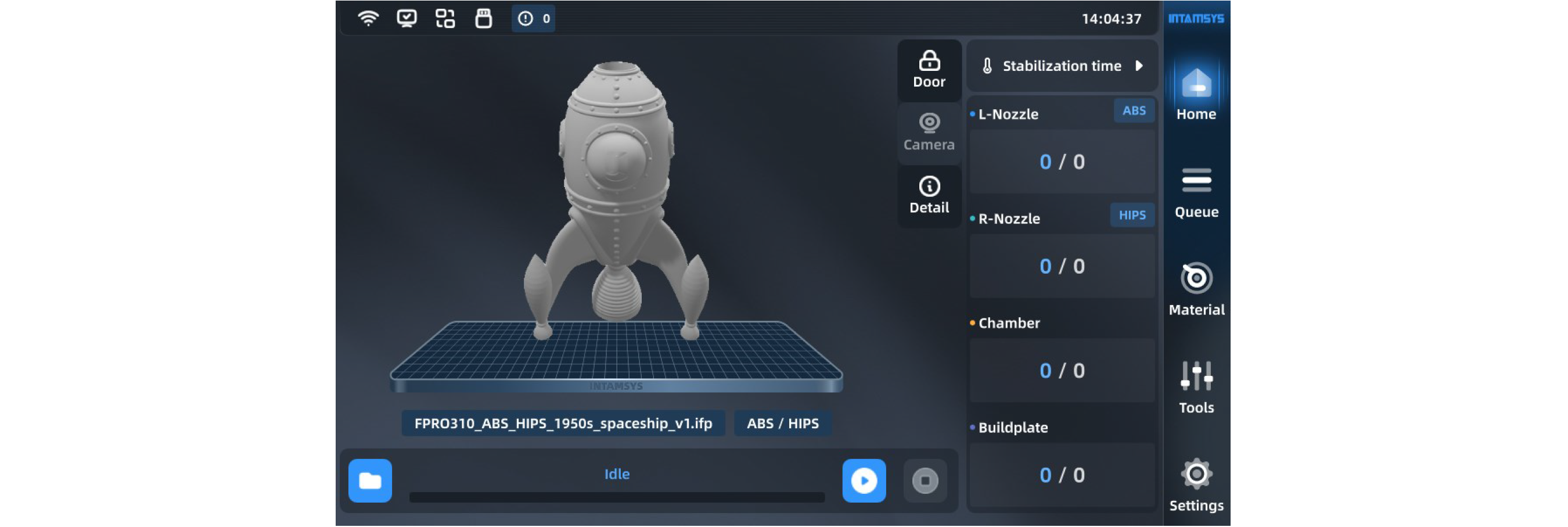
¶ 4.2 Main Interface
The homepage interface mainly displays the overall information of the device during printing. The left area includes model print progress preview and print operation buttons, which are used to start/pause/stop printing.
The real-time temperature status of the printer is displayed in the right area, including L-nozzle temperature, R-nozzle temperature, chamber temperature and hot bed temperature.
The current connection status of the device is displayed by the icon on the top. If an error alarm occurs during printing, it will also be displayed in this bar.
Touch the screen to view and operate other functions displayed on the main interface.

¶ 4.2.1 Loading print files
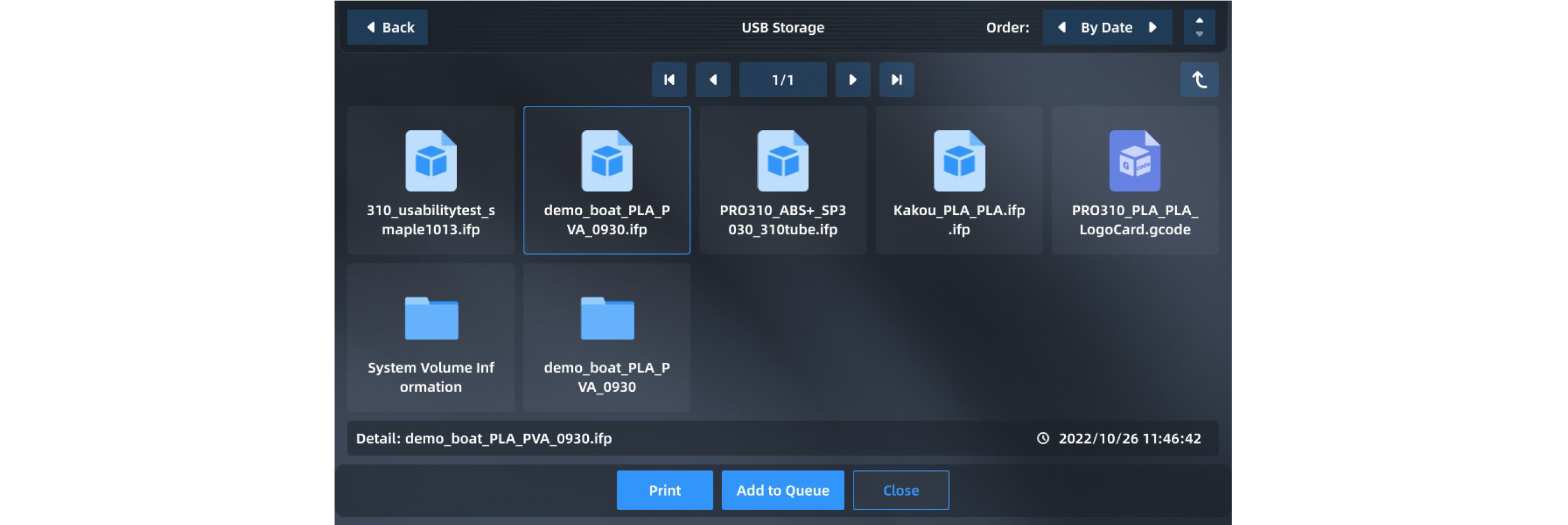
| FUNMAT PRO 310 provides two methods to load USB and locally stored print files. Click “folder” icon to select the file acquisition method, and find the print file by reading USB storage or printer local storage. You can choose to press "Print" to load the print file for immediate printing, or press "Add to Queue" to load the file into the queue for subsequent printing. |
 |
| The print file format can be .gcode or .ifp. For .ifp format file, you can preview the model shape and the print progress can be displayed during printing. | |

¶ 4.2.2 Main status area
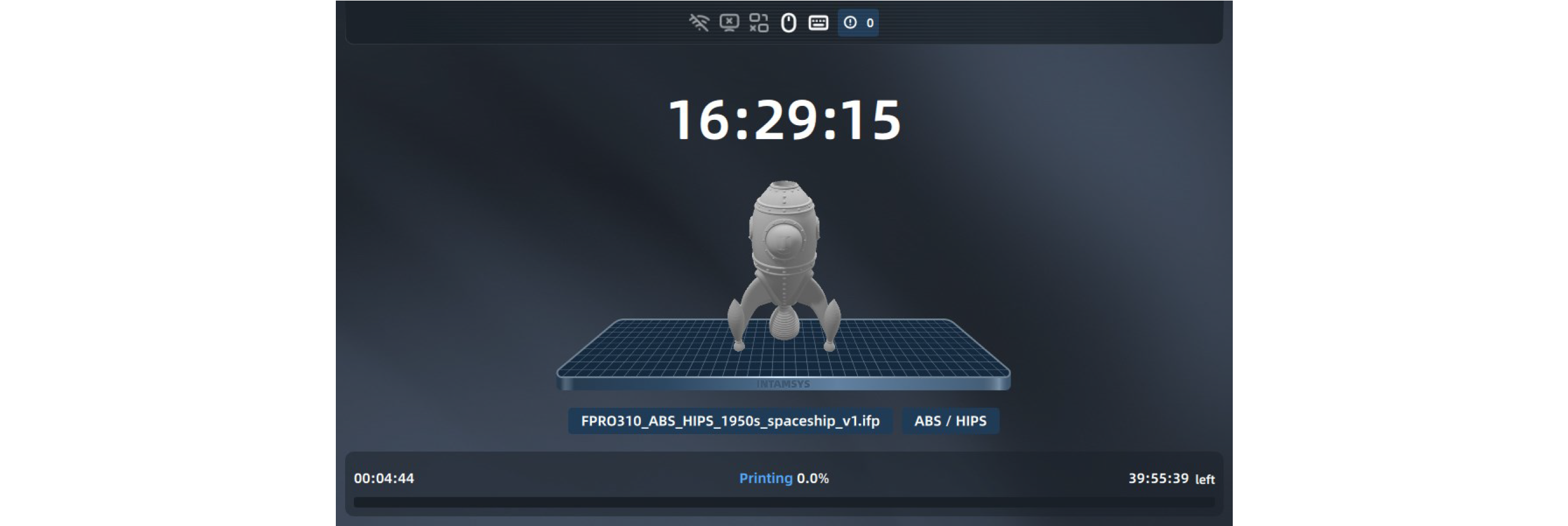
The main status area can display model pictures and show print progress by filling color. The model is completely filled to indicate that the print job is complete. If the model cannot be displayed, the system will display a default image. The file name and materials required for printing are displayed below the model picture.
There are three easy buttons in the upper right corner that allow us to lock the front door, display camera video and view details related to print files.

¶ 4.2.3 Auxiliary status area
|
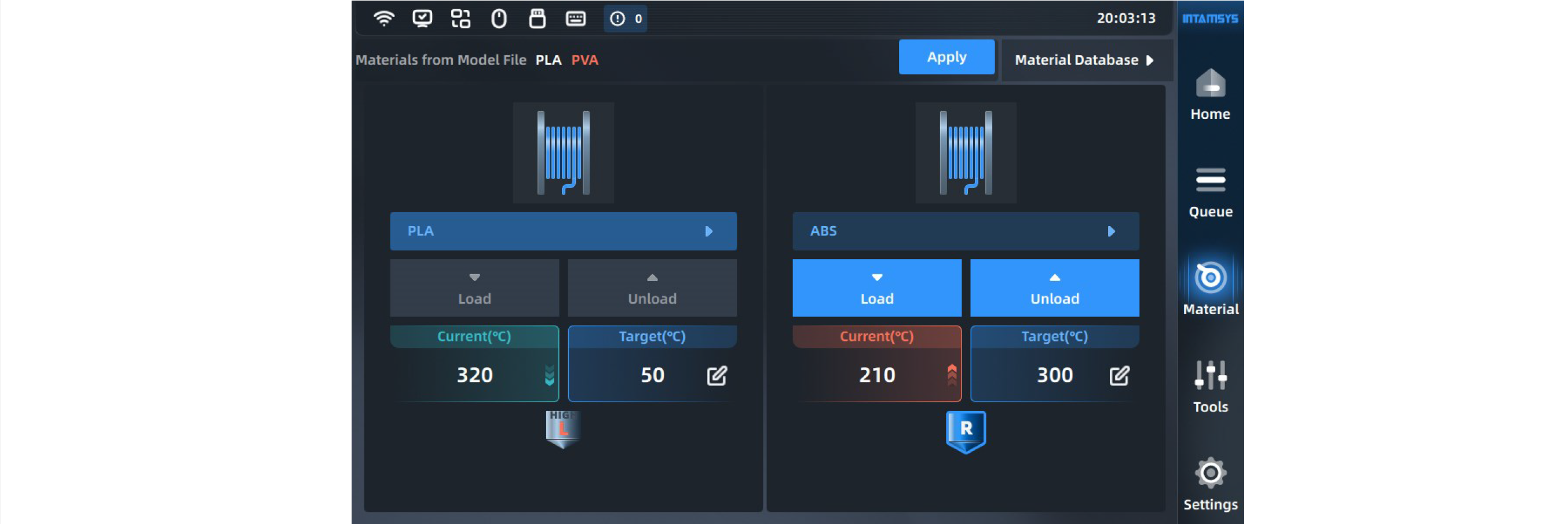
The auxiliary status area displays the temperature of L-Nozzle, R-Nozzle, chamber and hot bed. The current temperature is displayed on the left, and the target temperature is displayed on the right. The arrow icon and fill color animation indicate the progress of heating/cooling, and it will be fully filled with the color if the target temperature is reached. The loaded material is displayed on the right side of the nozzle temperature, and we can quickly know the model number of the material installed in the filament box.
|

|
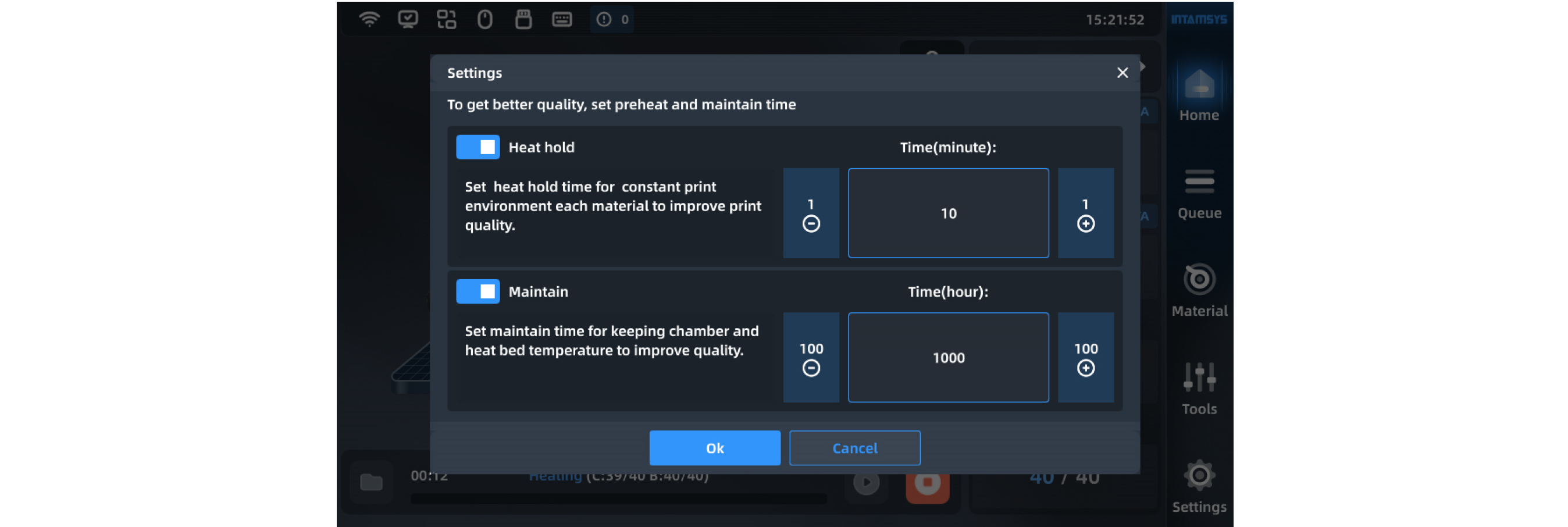
| In order to obtain better printing quality, we can set the preheating stabilization time of the chamber before printing and the heat hold maintenance time of the chamber after printing. We can also set the built-in time of the device, or disable it or adjust its duration as needed. | |
|
|
¶ 4.2.4 Control area
|
The bottom control area includes "Open", "Start" and "Stop" buttons as well as a progress bar to control or check the printing progress. Click the "Open" button and enter the "File Navigation" interface to open the file. The Start/Pause/Stop buttons are available during the printing phase. Task progress and consumed/remaining time are shown on the progress bar. When the print task is completed, a command to reprint or perform the next task in the queue will be displayed. |
 |
 |
 |

|
|||
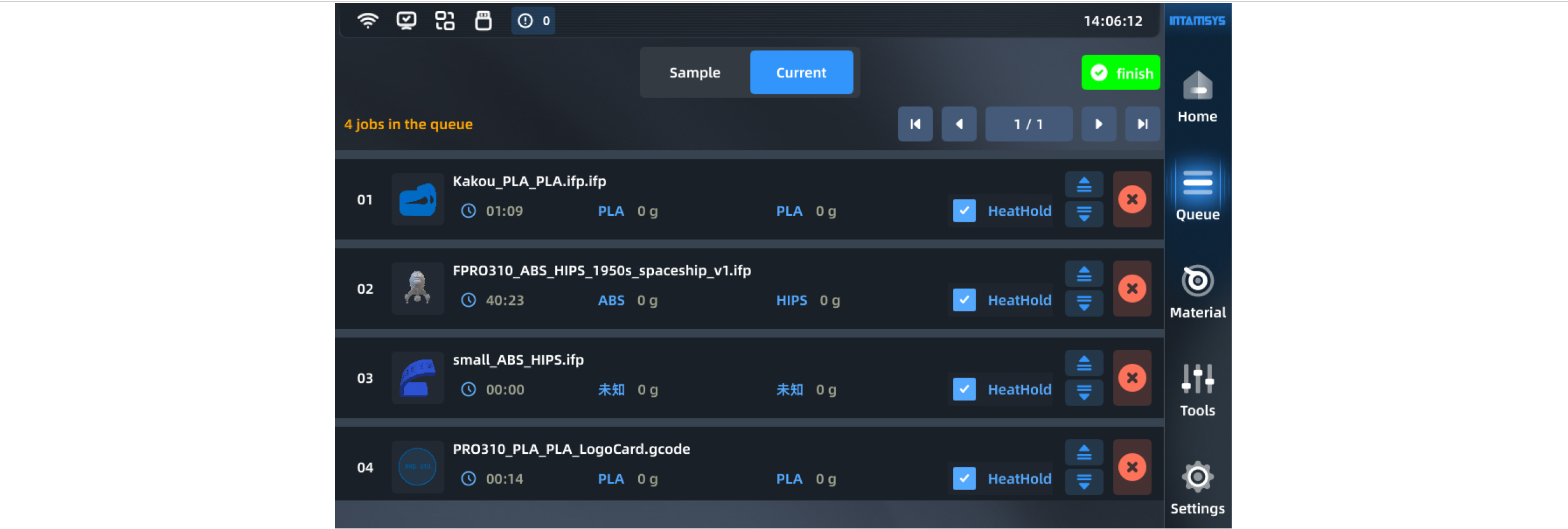
¶ 4.3 Queue
It includes sample queue, current task queue and task history.
In the sample queue, print sample files are provided for printer testing. The order of print files or samples cannot be modified in the sample queue.
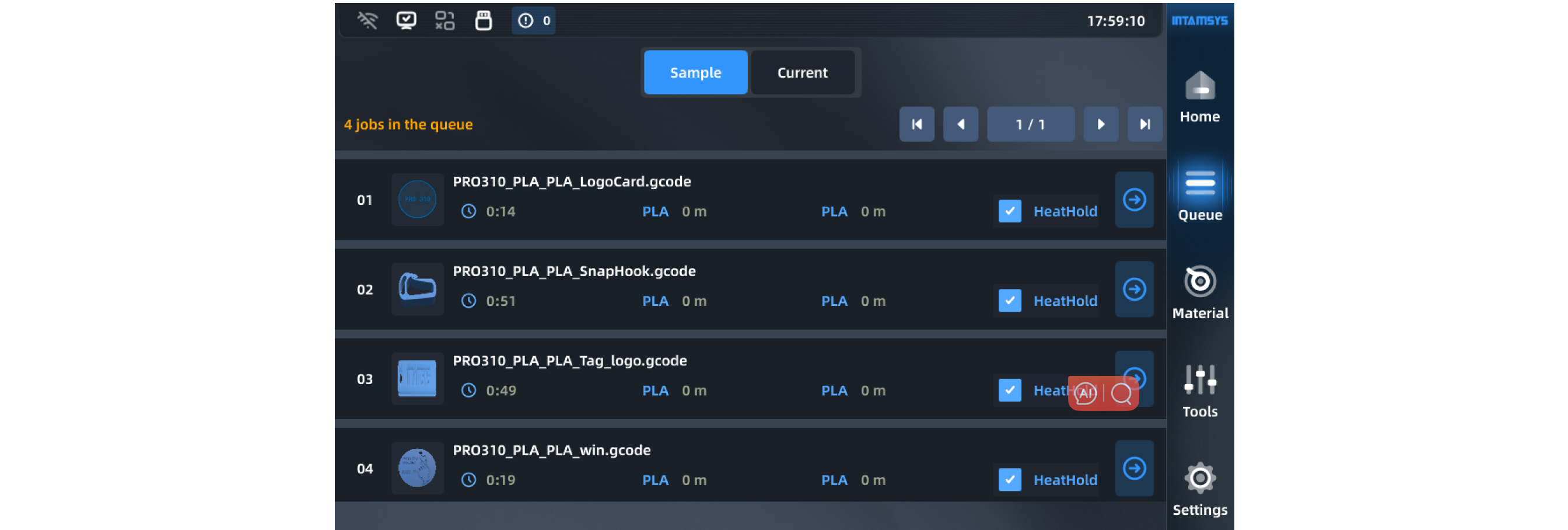
In the current task queue, import and edit commands are provided in the upper right corner. We can add files or adjust the order of tasks. Once the current task is completed in the queue, the next task will be automatically listed (refer to Section 4.2.4).

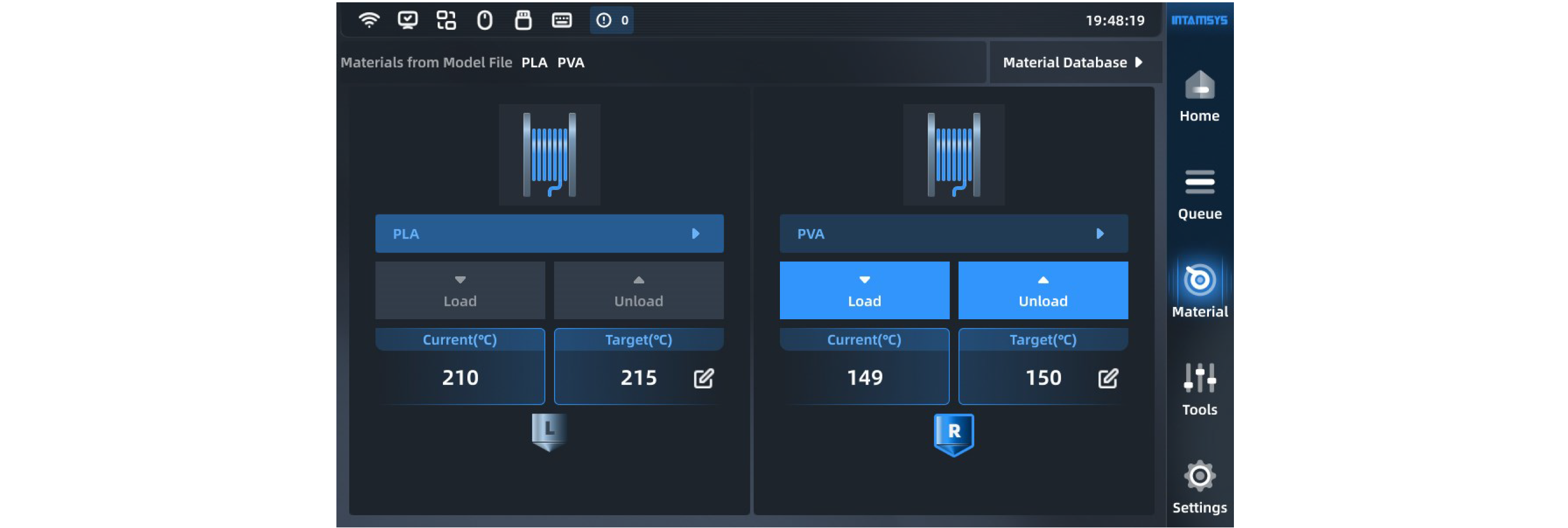
¶ 4.4 Materials
You can carry out material setting, material loading and unloading, and material database management on the material interface.
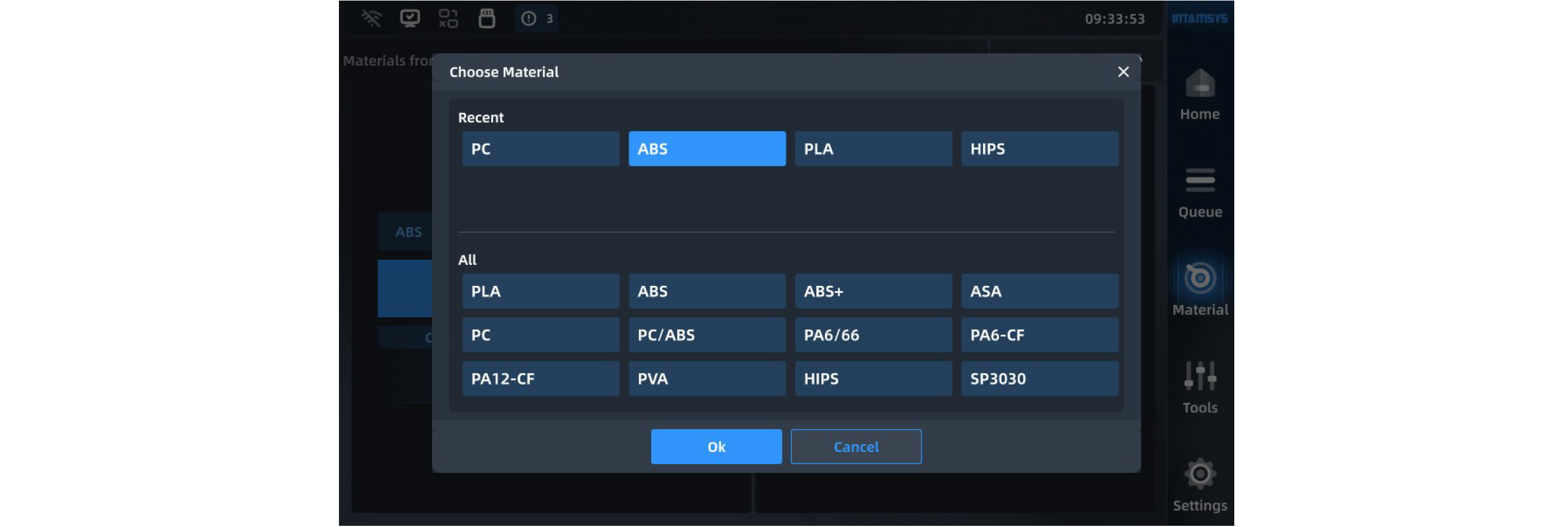
¶ 4.4.1 Material selection
Pressing the material name list button will display INTAMSYS materials and user-defined materials. Materials that were used recently and frequently will be displayed at the top, where we can scroll down to select all available materials.
User-defined materials can be configured in the material database.
Specifically, if the material on the printer is inconsistent with the material settings in the G-code print file, it will alert the user to apply the material. Press "Apply", and the printer will automatically recognize and apply the correct material to the L-Nozzle and R-Nozzle.
Note: We need to unload/load the corresponding materials manually.
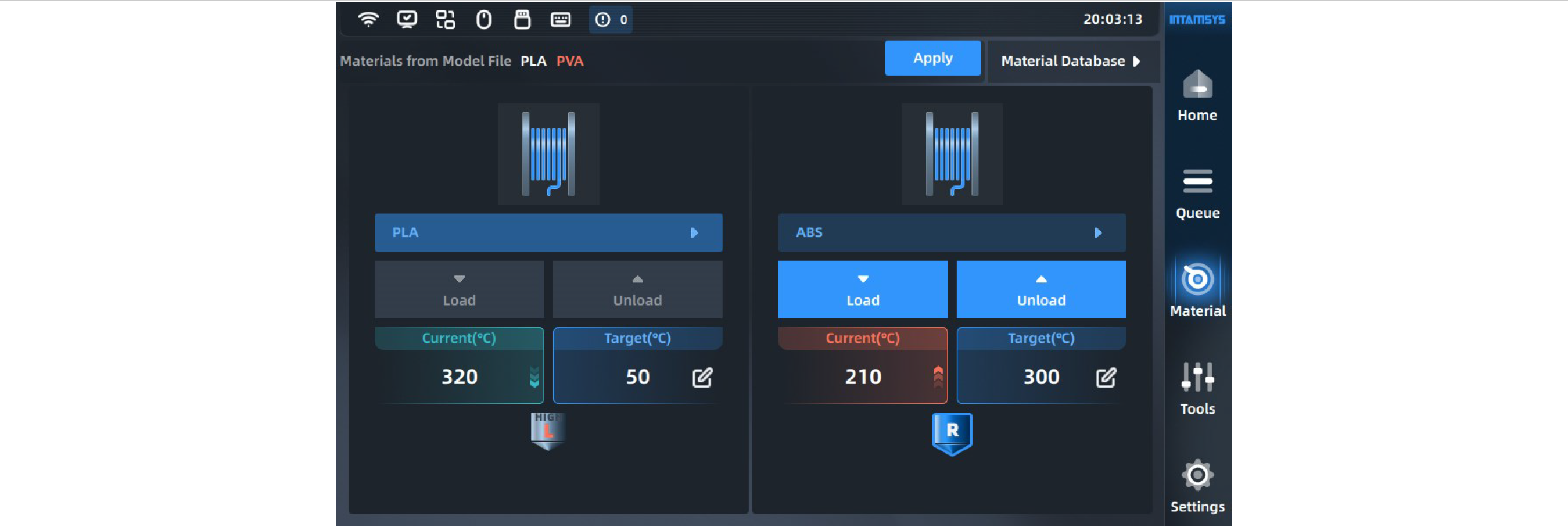
¶ 4.4.2 Material loading
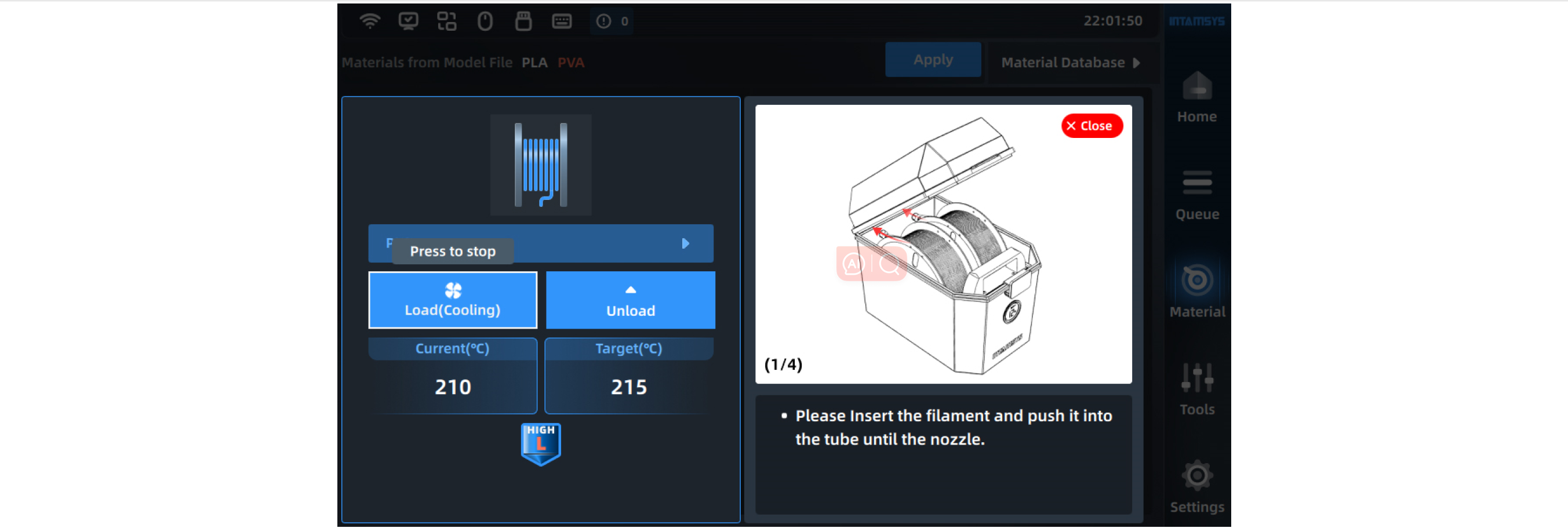
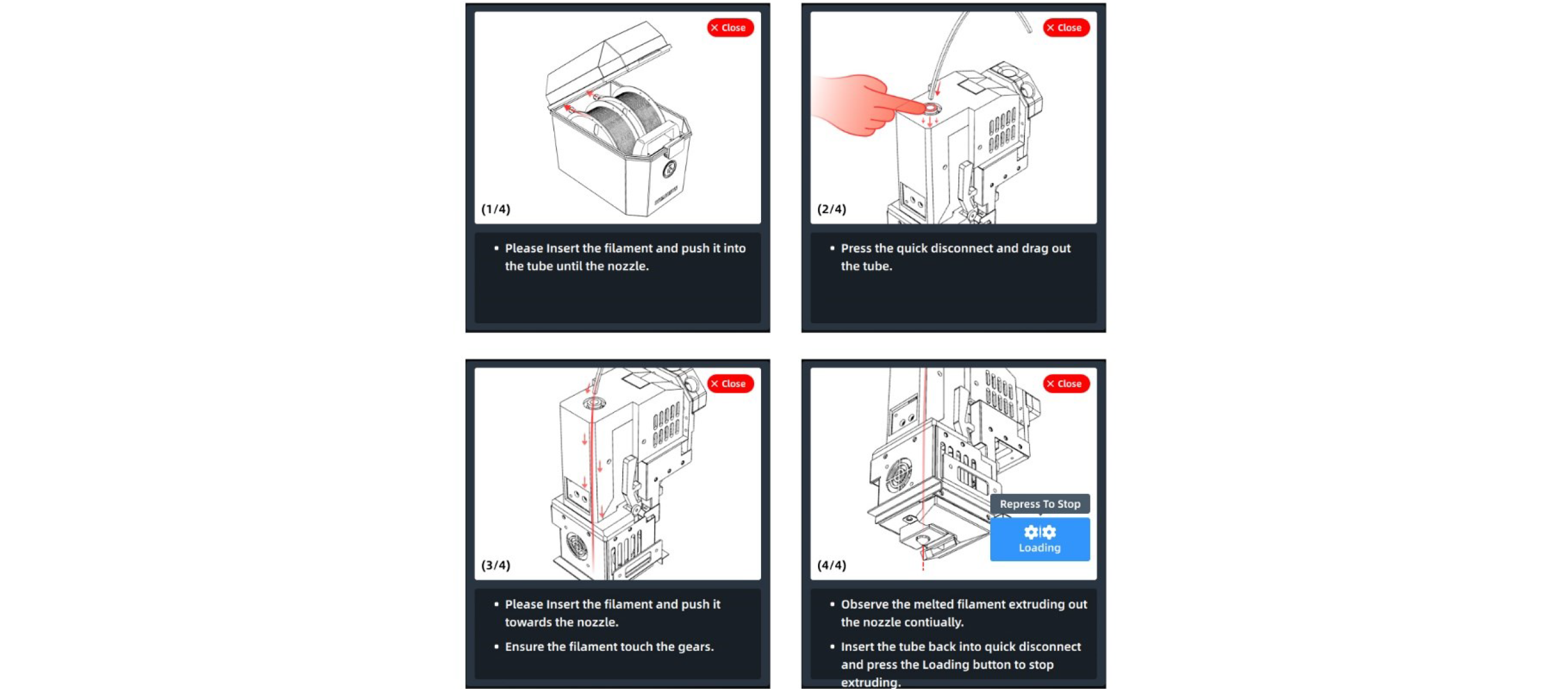
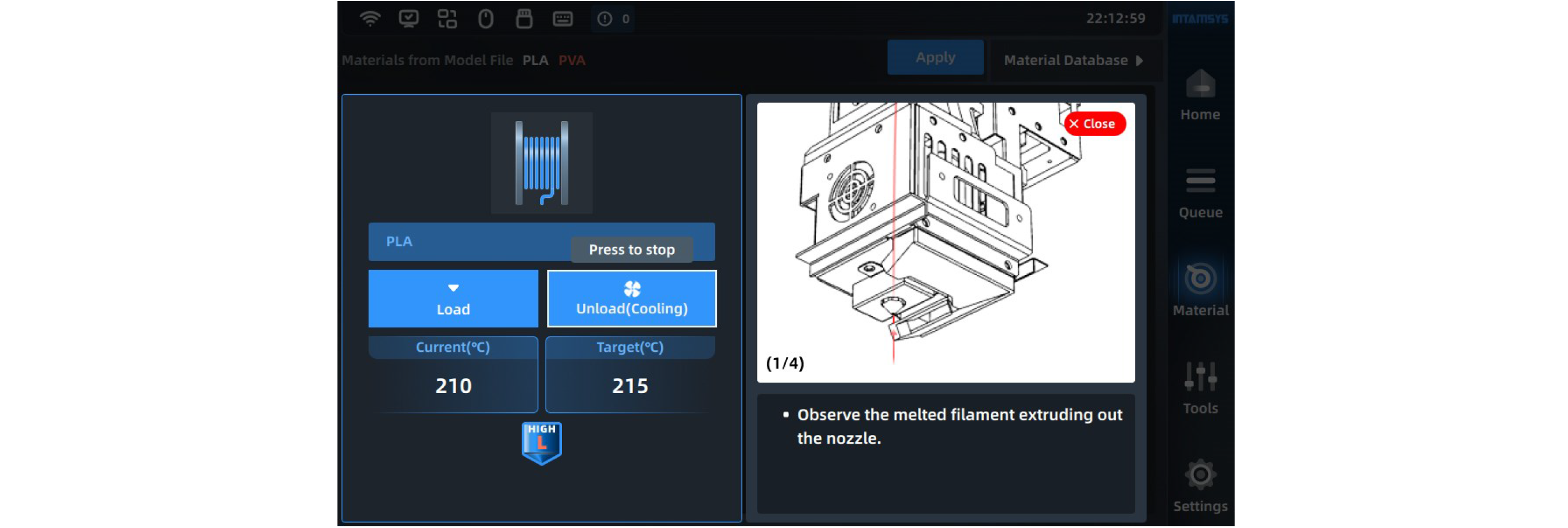
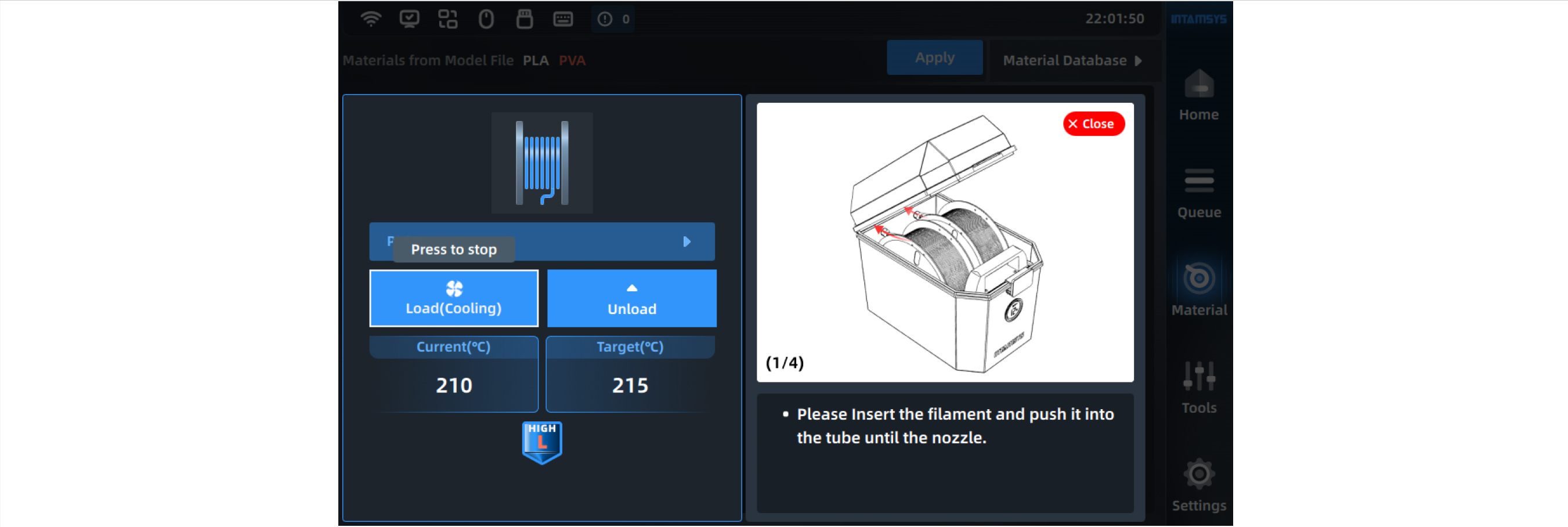
After selecting the correct material, press the "Load" button to load the material step by step according to the pop-up wizard.
To automatically heat the nozzle to the target temperature, it is necessary to prepare materials in advance and follow the prompts on the right.
Click the "Load" button again or other blank area to exit the loading process.
After getting familiar with the operation, the user can close the prompt window, which will be folded, and open it again if necessary.
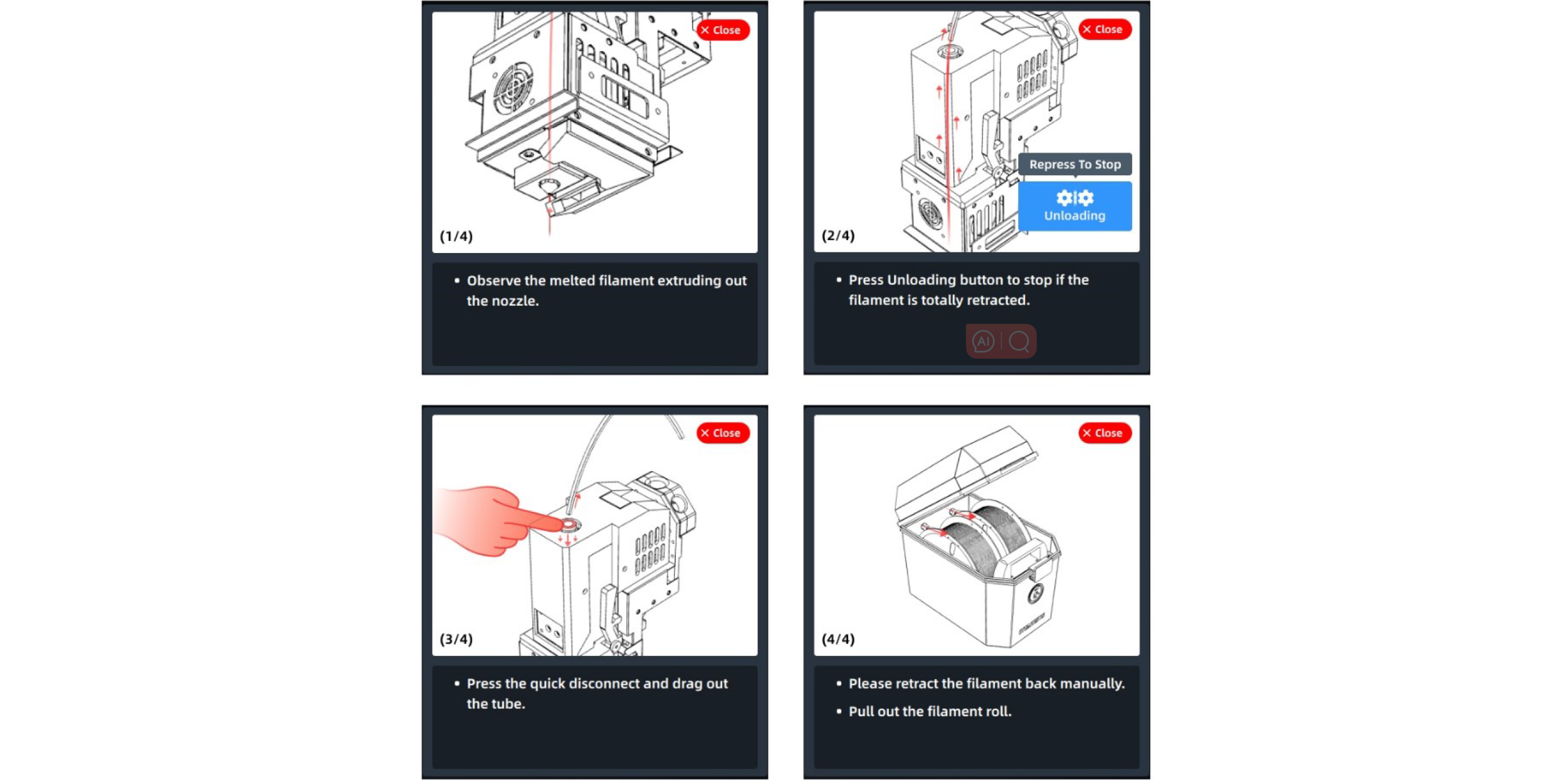
¶ 4.4.3 Material unloading
The material unloading process is similar to loading. Press the "Unload" button and unload the material step by step according to the wizard tips.
¶ 4.4.4 Material database management
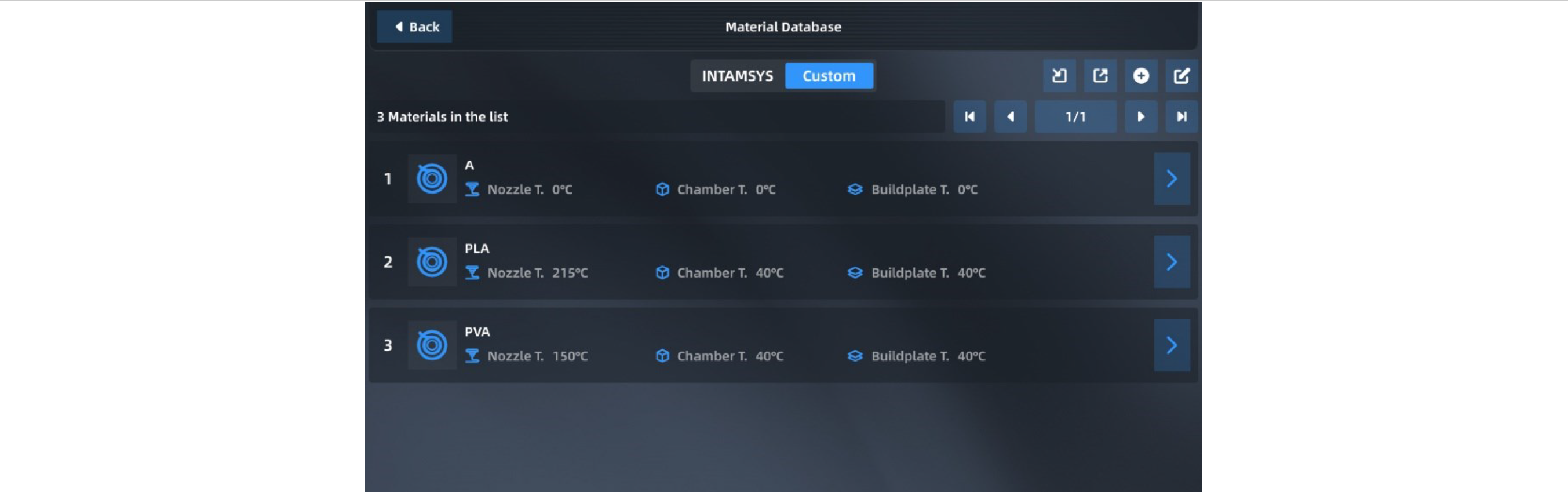
| Press "Material Database" in the upper right corner of the material interface to enter the material database to view the details of built-in material attributes. The built-in material attributes of INTAMSYS cannot be modified or deleted, but its copy can be generated by clicking . After parameter modification and setting are completed, the new material process parameters will be stored in the user-defined materials. |
 |

| Note: These material process parameters are only used for printer operations except for formal printing. Such operations include material loading, material unloading, leveling, XY calibration, Z calibration, preheating, and heat hold, etc. During formal printing, the printer will run the parameters of the loaded G-code command file, instead of the preset parameters in the printer. | |
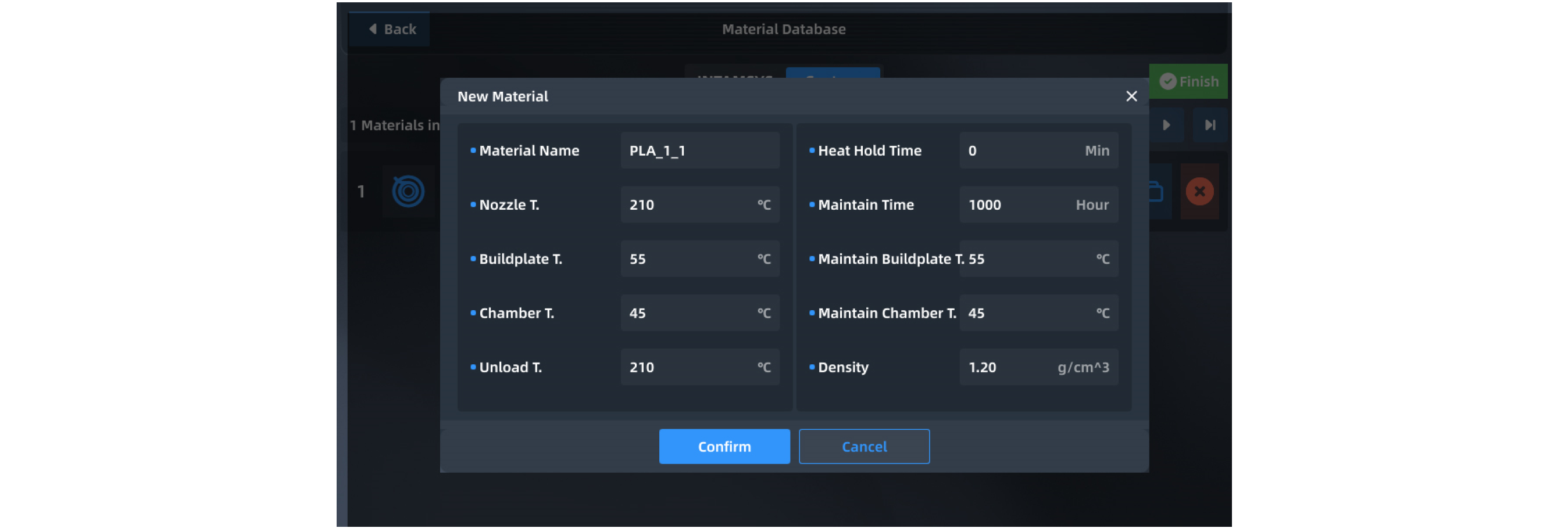
| In the user-defined interface, you can click to create a new material print process. Enter corresponding parameters and click OK to save. |
 |
| Click to modify, copy or delete the existing material process parameters, and click "Finish" to save the above operations. |
 |
| 自定义界面中点击 "右侧图标" 可将已有打印工艺参数导出、或从外部导入参数,选择保存或读取的位置即可,便于参数的移植。 |
 |


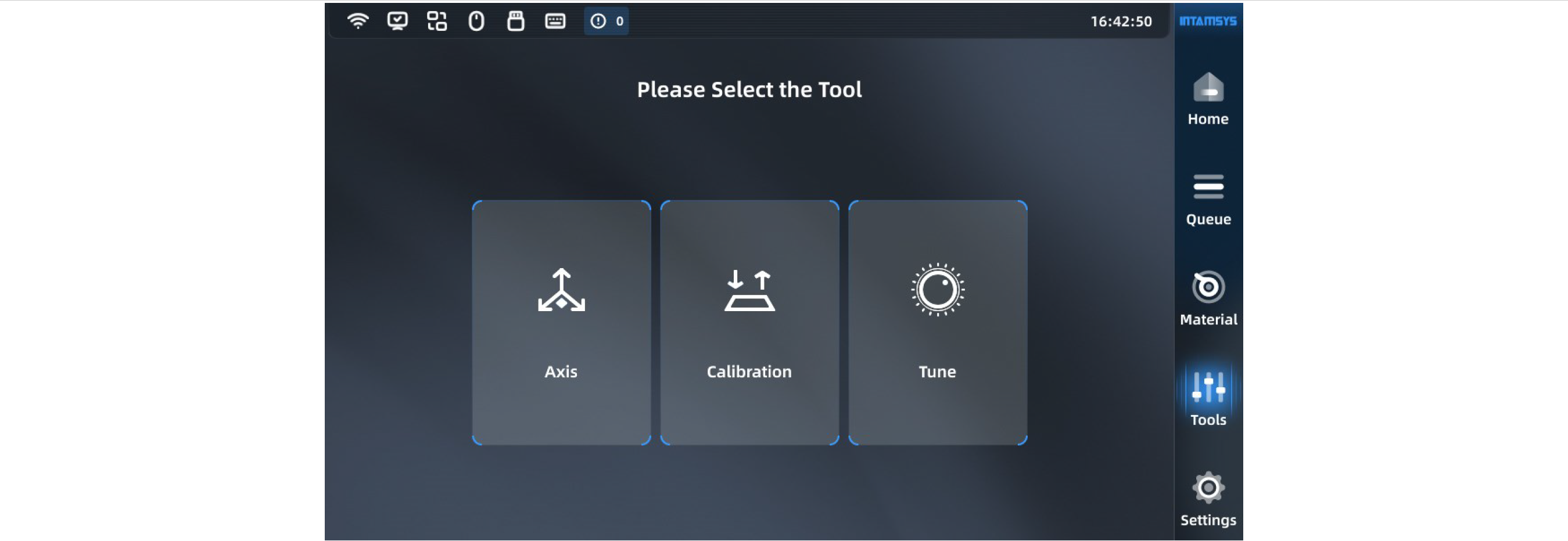
¶ 4.5 Tools
The Tools page is divided into three functional modules: axis control, calibration and parameter setting. The position of the nozzles and hot bed can be adjusted on the Axis Control interface. In the Calibration interface, you can perform the printing build plate leveling, nozzle Z calibration and XY calibration. In the Parameter Setting interface, you can adjust the parameters during printing.
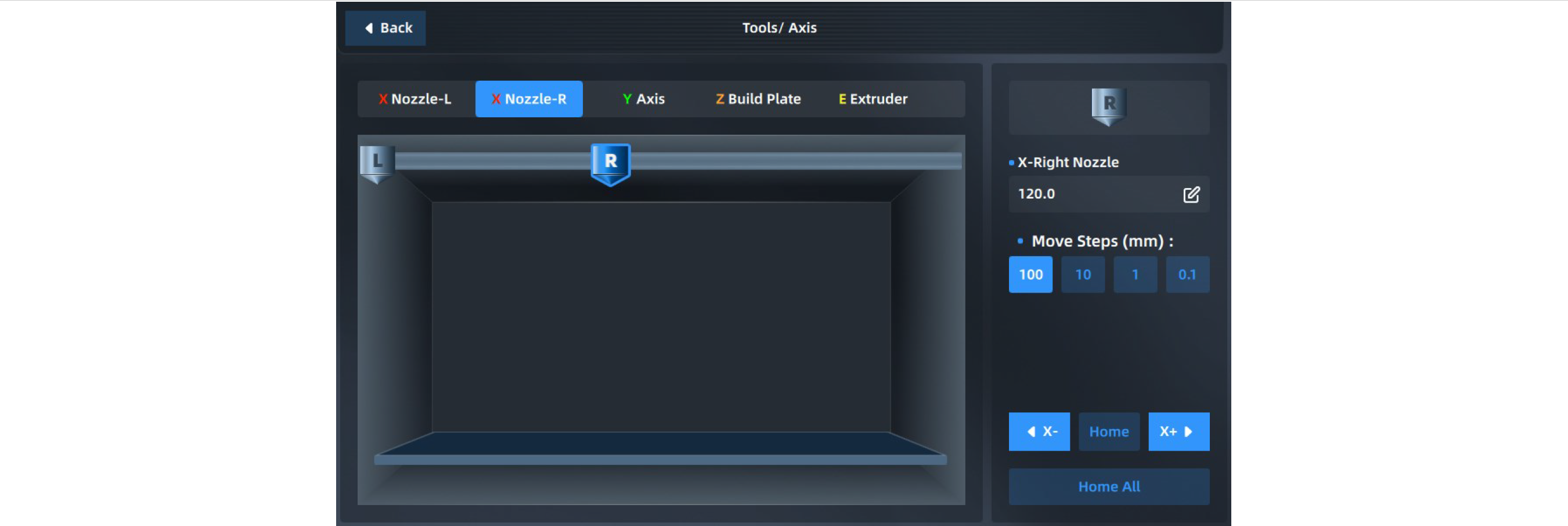
¶ 4.5.1 Axis control
You can manually operate the position of the moving platform and printing nozzle in the Axis Control interface to control the material extrusion of the nozzle. Select the part to be operated at the top, click the arrow button at the bottom left to move the part, and adjust the moving step size. Click "Reset" to return the corresponding part to its original position. The position of the part will be updated synchronously in the left preview image during operation.
We can also enter the absolute value of position directly at the top right to move the part.


¶ 4.5.2 Calibration
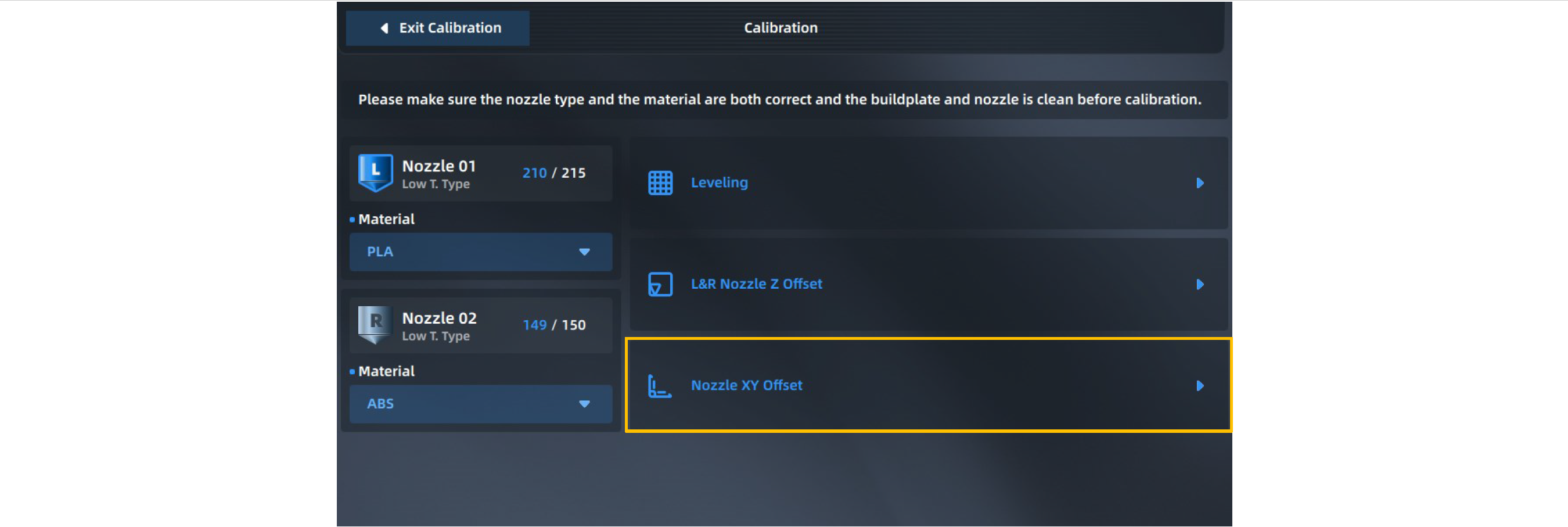
Click the "Calibration" button in the Tools interface to enter the interface of printing build plate leveling and L&R Nozzle Z and XY calibration.
Printing build plate leveling: Use contact sensors to automatically detect the flatness of different positions of the build plate. Position compensation is carried out during printing.
L&R Nozzle Z offset: Manually measure the Z-direction distance between the nozzle and the printing build plate for compensation calibration.
Nozzle XY calibration: Compensate for nozzle XY by printing standard samples.
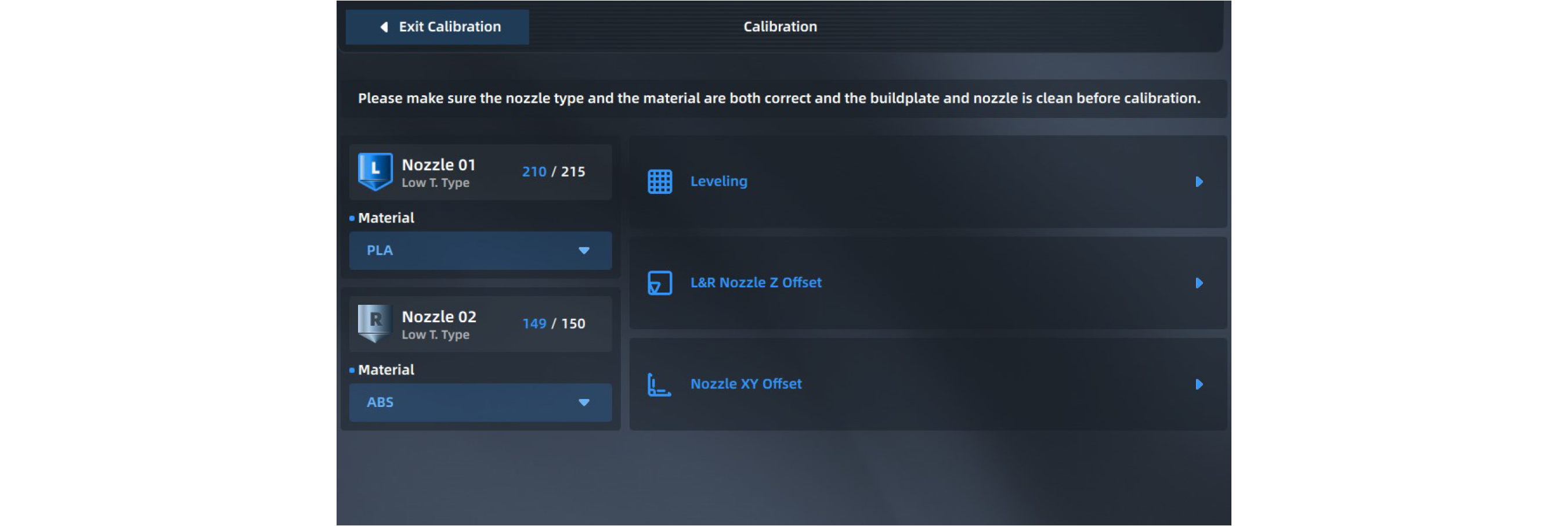
You can choose to perform any one or several of these steps. When the printer is used for the first time, the three steps must be carried out in sequence. The following table guides you on how to selectively perform the steps after different operations.
表 6.1 Conditions for Leveling and XYZ Calibration
| Conditions | Step 1: Leveling | Step 2: L&R Nozzle Z offset | Step 3: Nozzle XY offset |
| After replacement of L-Nozzle | ● | ● | ● |
| After replacement of R-Nozzle | — | ● | ● |
| After replacing wigh a new print head assembly | ● | ● | ● |
| After replacing with a new printing build plate | ● | ● | — |
| Leveling error | ● | — | — |
| Z calibration error | — | ● | — |
| XY calibration error | — | — | ● |
¶
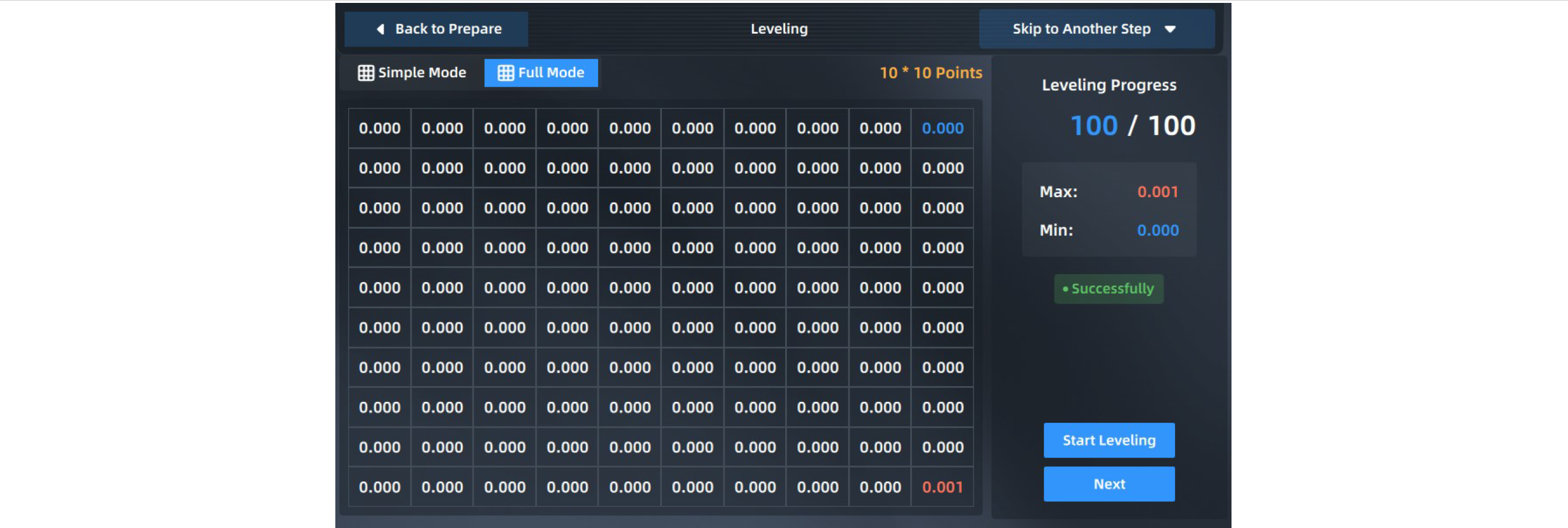
¶ 4.5.2.1 Calibration of automatic printing platform leveling
Enter the leveling interface of printing build plate, and select Simple (4*4) or Complete (10*10) mode for automatic leveling.
- Click "Start Leveling". The printer will first perform a trigger test of the leveling sensor. If the leveling sensor fails, a window will pop up and then the automatic leveling process will be terminated.
- After the leveling sensor test is passed, the extruder will move to the center position on the front side of the platform for datum point test.
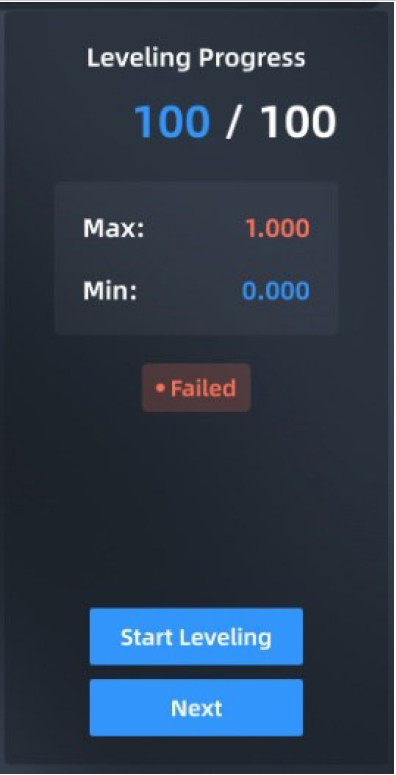
- After the datum point test, start the 100-point leveling test. The printer automatically performs multi-point position leveling and records the error value of each point.
- After the leveling process, we can click "Next" to start printing if the leveling is successful. During printing, the Z-direction position of the platform will be automatically compensated according to the movement of the extruder.
|
Note:
The difference between each test point and the datum point will be displayed on the interface. When the difference between the maximum value and the minimum value of all points is greater than 0.5mm, it will prompt that leveling fails. It is recommended that the user manually adjust the printing platform as a whole. After entering the manual leveling interface, follow the operation steps shown in the figure. |
 |

|
|
¶ 4.5.2.2 Calibration of manual printing platform leveling
For manual leveling, measure 4 points on the platform through a feeler gauge (thickness: 0.2 mm), while rotating the screws under the printing platform through an M8 screwdriver to keep the distance between nozzle tips of the 4 points and the hot bed platform consistent, so that the overall XY motion plane is parallel to the hot bed platform. Manual leveling is achieved only by the left extruder.
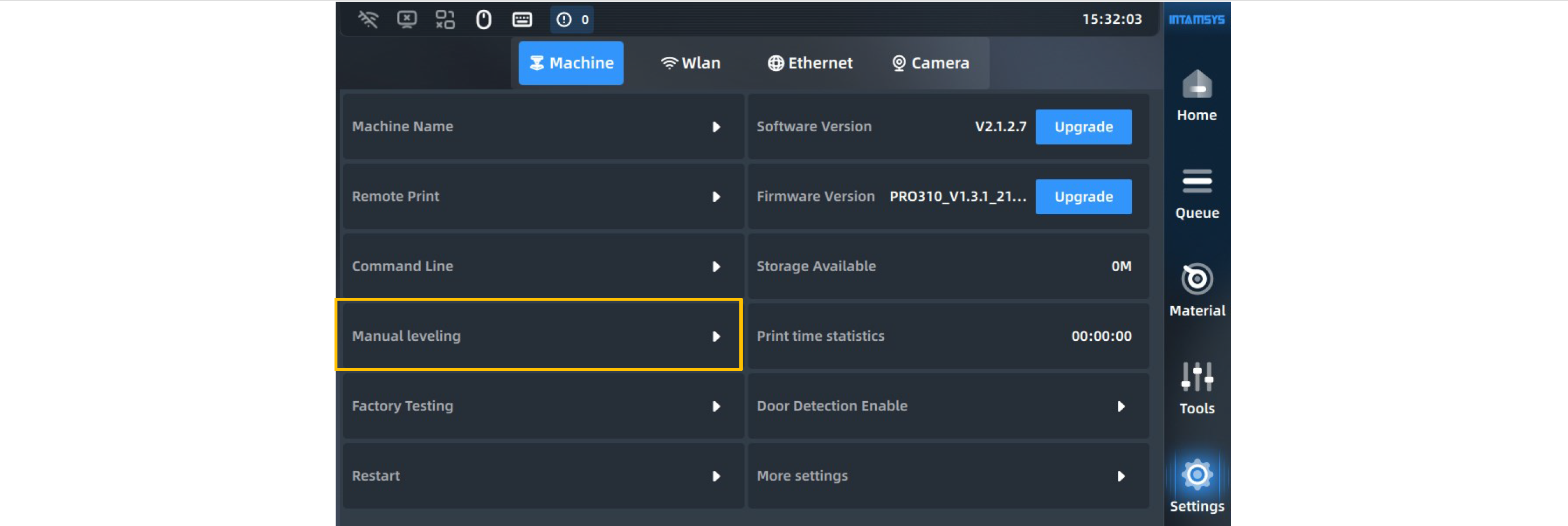
1. After automatic leveling fails, enter the manual leveling interface as guided, or click "Manual Leveling" in the Setting interface and operate according to the pop-up prompts;
2. First tighten the screws counterclockwise one by one to slightly lower the hot bed.
3. Adjust the first screw in the left front corner, measure the distance between the nozzle and the printing platform with a feeler gauge (thickness: 0.2 mm), pull the feeler gauge back and forth until it just passes through, and then click the "Next" button;
4. After adjusting the 4 points on the platform for the first time in the same way, check "I have done it", and then click "Next" to repeat the leveling;
5. After the second manual leveling, a Complete button pops up on the screen. Click it to lower the platform to the bottom of Z-axis, and then return. Manual leveling ends.






Note:
- During the installation of the printing build plate before leveling, it shall be correctly adsorbed on the platform along the guide grooves on both sides of the platform base plate;
- Clean the residual materials on the nozzle tip before leveling;
- Clean the printing platform before leveling; no foreign matters shall be left;
- Before leveling, clean the chamber to avoid collision with foreign matters when the platform descends.
¶ 4.5.2.3 L&R Nozzle Z calibration
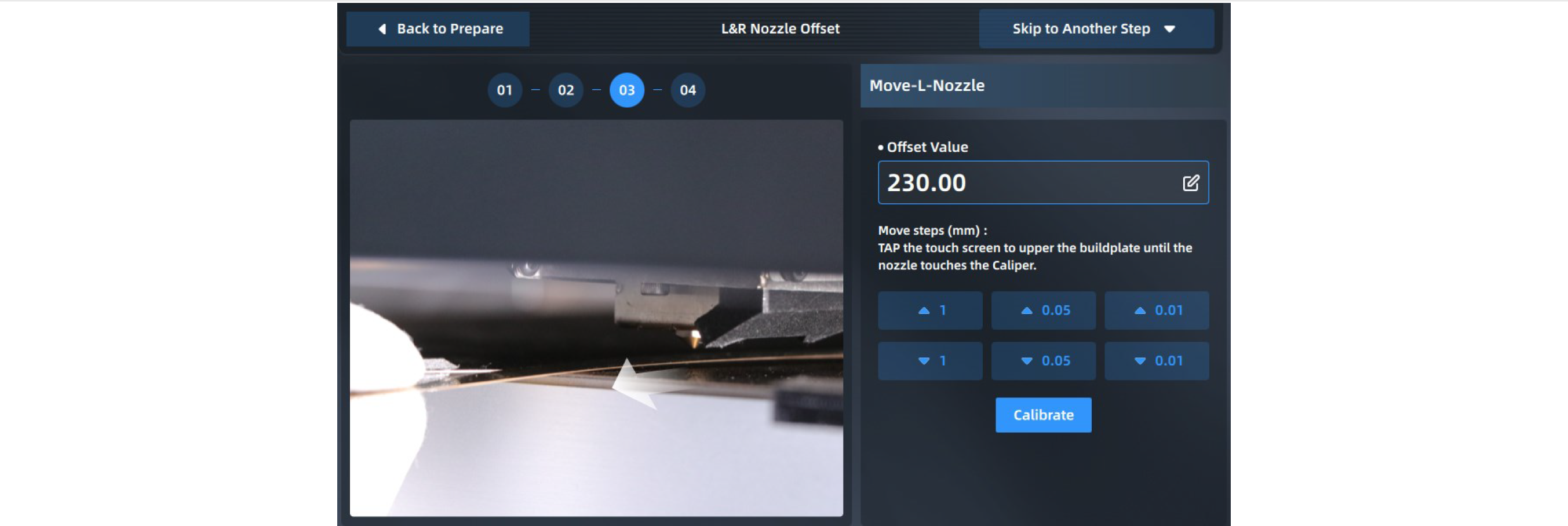
Test and calibrate the L&R Nozzle Z offset through a 0.2mm feeler gauge, and complete operation in turn according to the prompt on the screen.

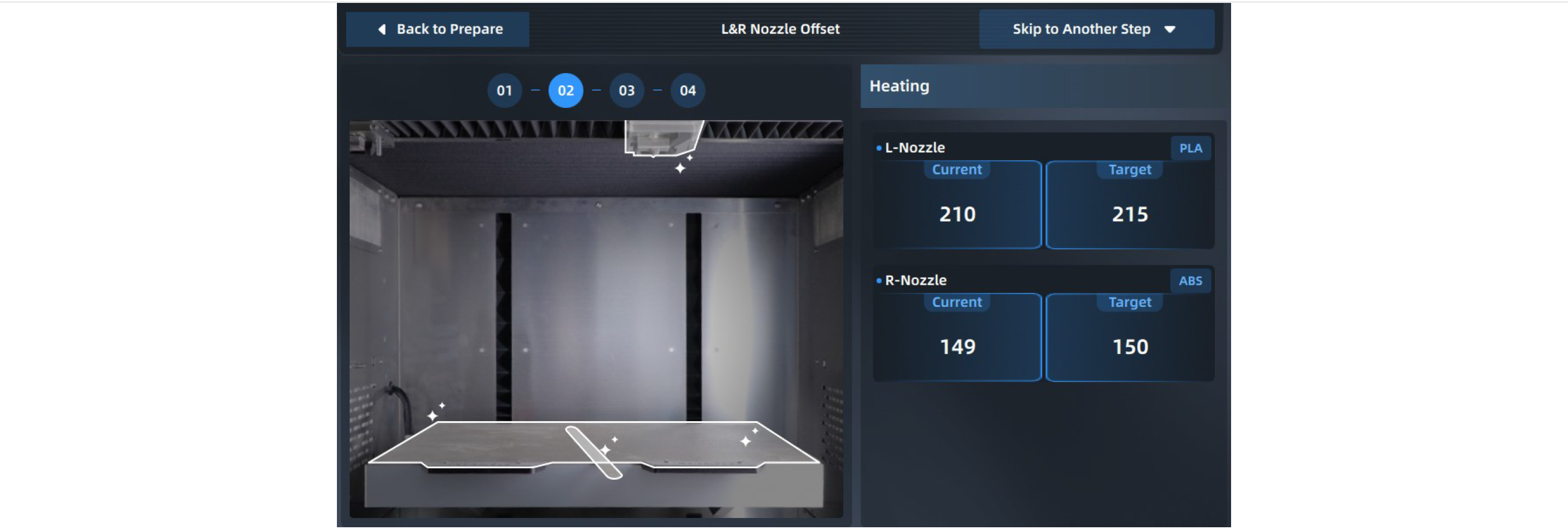
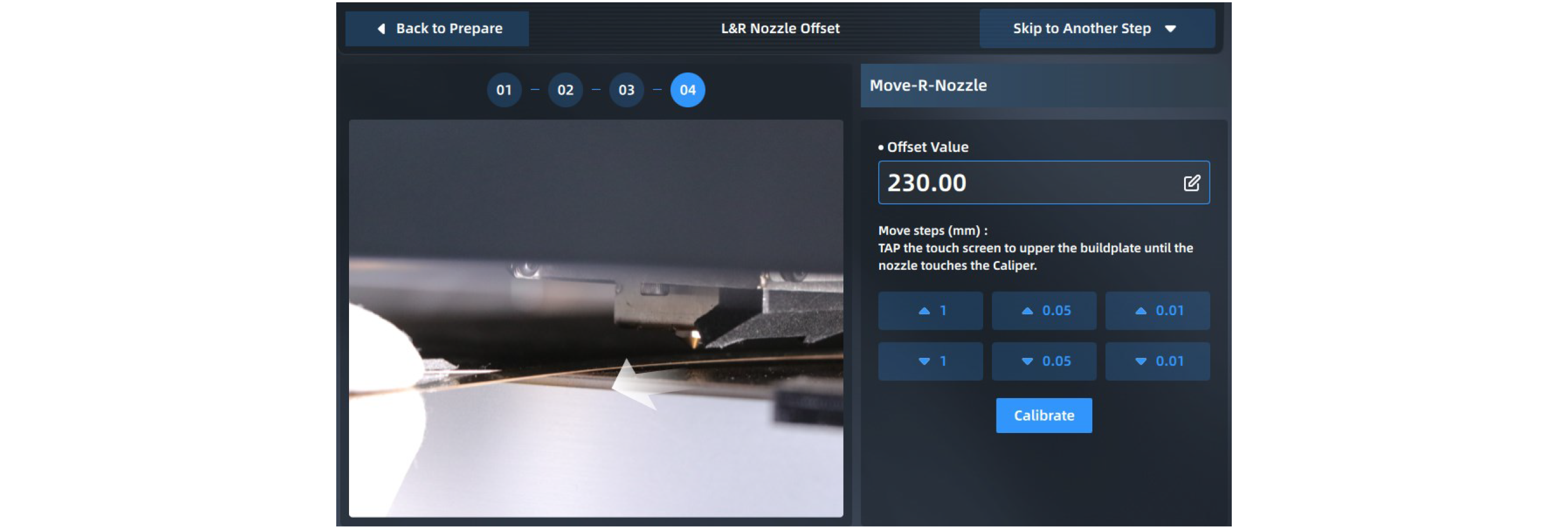

After the L-Nozzle calibration is completed, calibrate the R-Nozzle with the same method. The offset value of the heights of the left and right extruders is displayed in a pop-up window. Click "OK" to end Z-direction calibration.
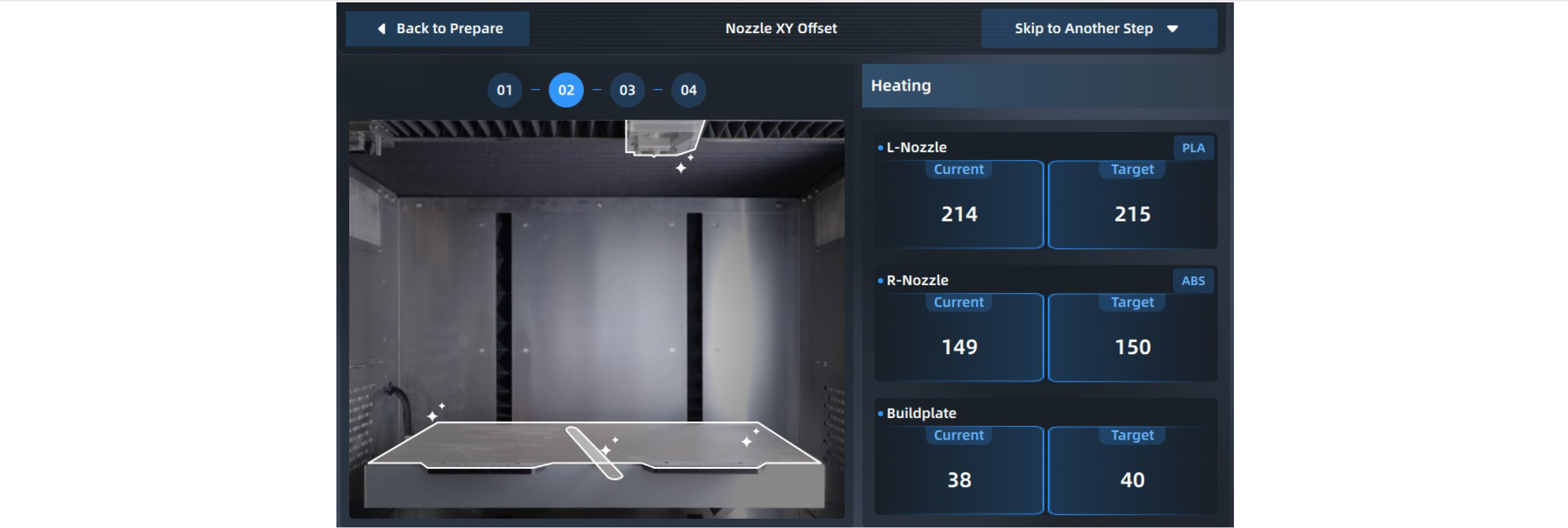
¶ 4.5.2.4 Nozzle XY calibration
Following the steps below, the XY offset of the L&R Nozzle can be read through a printed scale for compensation during printing. Follow the prompts on the screen to complete the operation in turn.

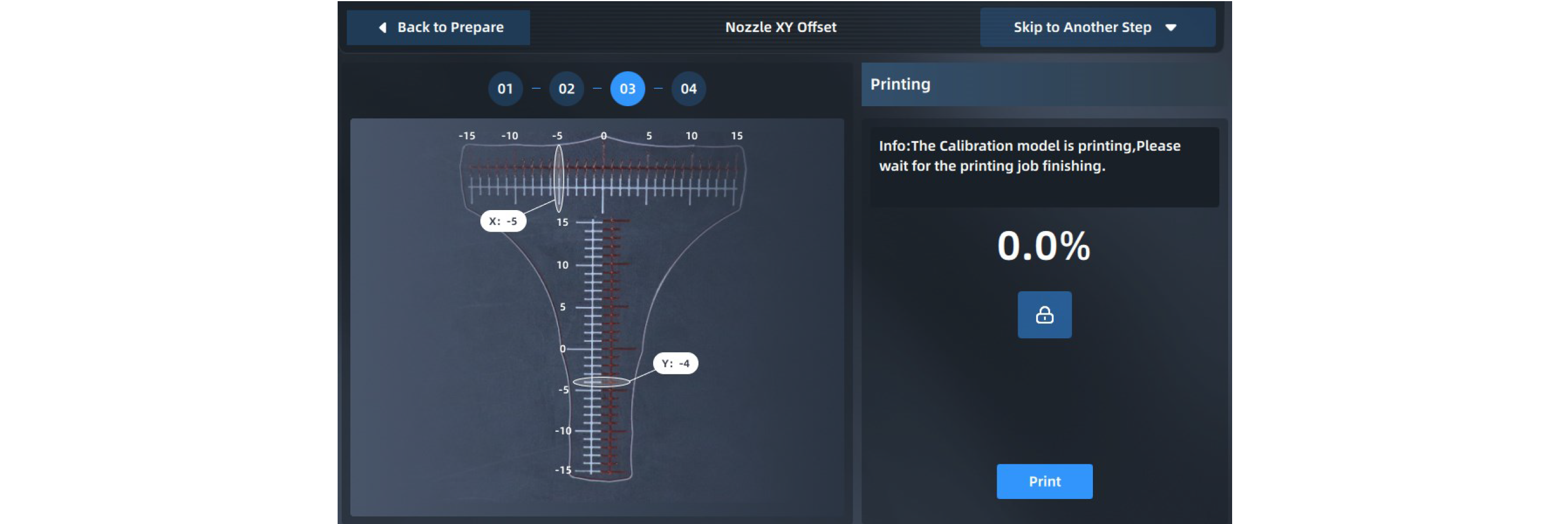
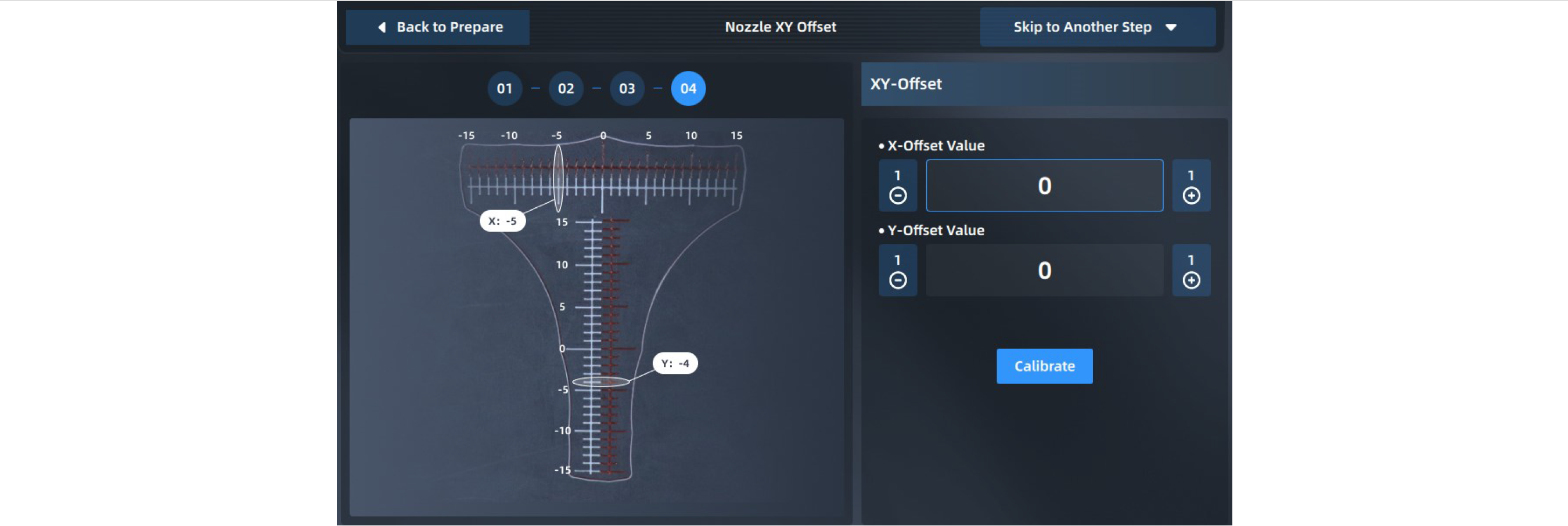
After printing the scale, take out the printing build plate to read the scale to obtain X offset value and Y offset value respectively, and click "+"/"-" buttons to enter values. The scale shall be read as follows:
(1) Read the scale of the model printed by the right extruder based on the model printed by the left extruder;
(2) First, read the X offset value to check whether the center line of the model printed by the right extruder is to the left or right of the center line of the model printed by the left extruder. Use the "-" value for the left and the "+" value for the right;
(3) Then, read the Y offset value to check whether the center line of the model printed by the right extruder is above or below the center line of the model printed by the left extruder. Use the "-" value for below and the "+" value for above;
(4) Find the scale line where the two models are most aligned, then count from the center line to this scale line and record the value as N;
(5) Enter the "N" value into the input box.
For example, the figure below shows the scales printed during an XY calibration. The X offset value shall be "+6" and the Y offset value shall be "-5".
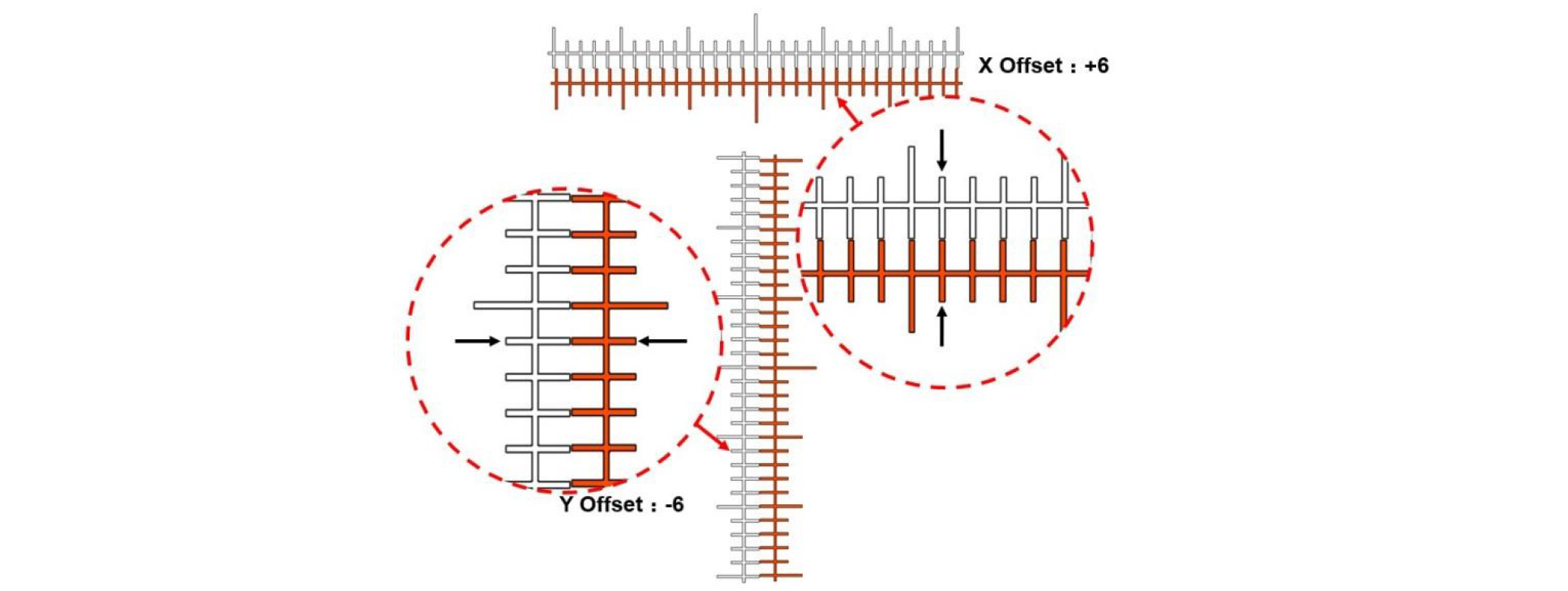
Note: The offset value 1 represents a scale, an actual deviation of 0.05 mm.
If it is found that the center lines for the horizontal or vertical print scale range are far apart and other scale lines are difficult to coincide with each other after reading the print scales, it means that the XY deviation has exceeded the measurable scale range (the maximum scale range is 15, that is, the deviation is 0.75mm). Take the following steps:
(1) First determine the offset direction "-"/"+" by observing the position of the center line of the model printed by the right extruder relative to the center line of the model printed by the left extruder;
(2) Set the offset to the maximum value, and click the "OK" button;
(3) Perform XY calibration again, print and test the models until a determined offset is read;
¶ 4.5.3 Parameter Settings
During printing, you can adjust the following parameters of the printer in the "Tools/Tune" interface: L-Nozzle T., R-Nozzle T., Chamber T., Hot Bed T., Left Fan Speed, Right Fan Speed, Print Speed and Material Flow.
The steps are as follows:
Click the icon of the parameter to be adjusted to highlight it.
Change the parameter value by clicking "-"/"+" on the right or turning the knob below, and the exact value will be displayed in the box.
Click the "Apply" button to complete parameter setting.

¶ 4.6 Settings
The Settings interface is used for relevant settings of the system, including device information viewing, software upgrade, networking setting and printer system parameter settings, etc.

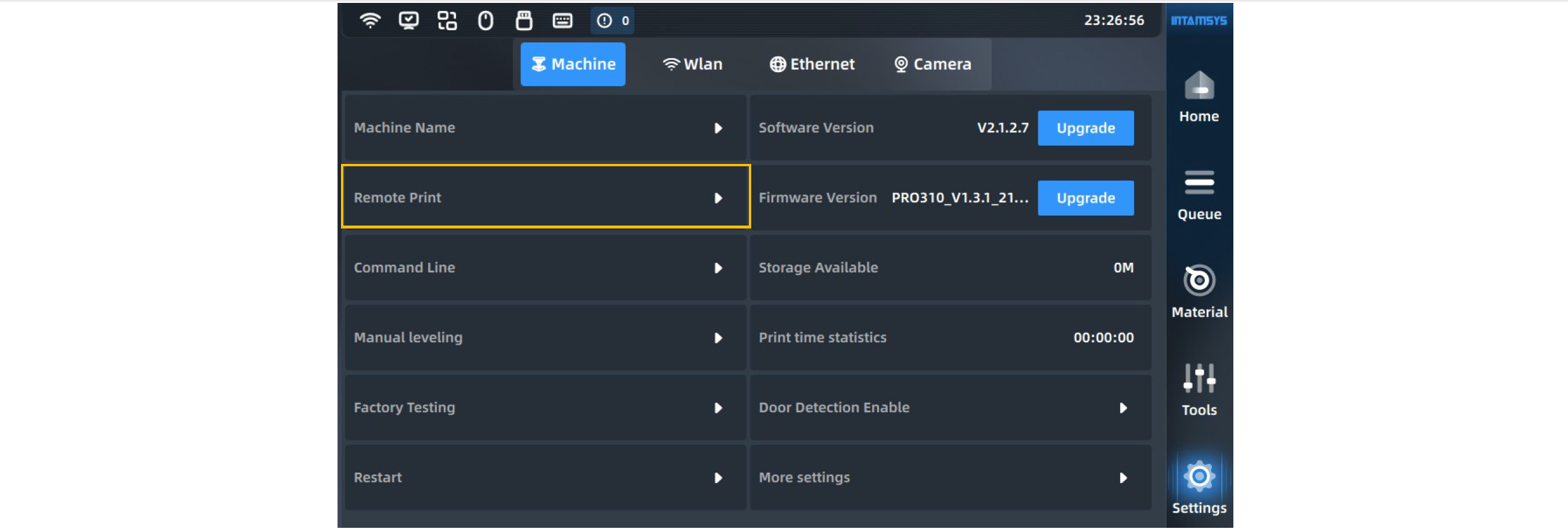
¶ 4.6.1 Device information
We can set the printer on this page, including:
- Machine Name: Set the printer name
- Remote Print: Set the remote print mode
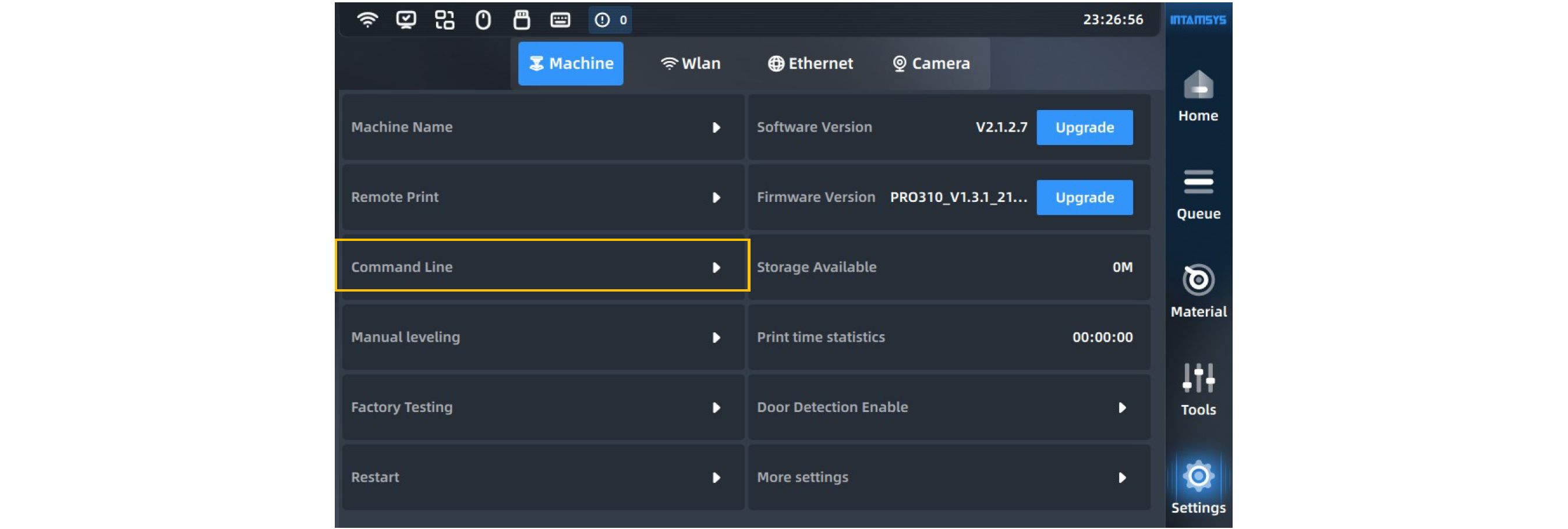
- Command Line: Input the control device through command line
- Manual Leveling: Try to adjust the printing platform through manual leveling when automatic leveling fails
- Factory Testing: Internal test of device before leaving the factory
- Restart: The device automatically restarts.
- Software Version: Display the current software version number. To update it, click the "Upgrade" button on the right
- Firmware Version: Display the current firmware version number. To update it, click "Upgrade" on the right
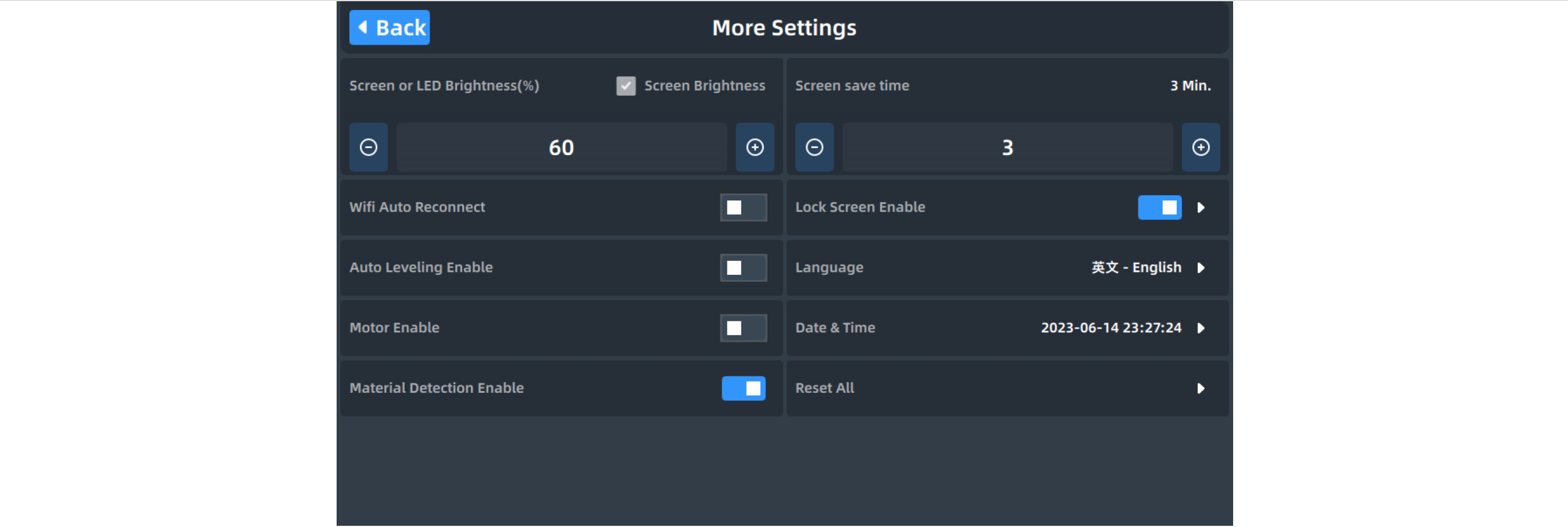
- More Settings: including screen brightness adjustment, automatic screensaver time, language switching, automatic time setting and motor and material shortage detection enabling.
¶ 4.6.2 Wireless network settings
You can enable the Wi-Fi connection for the printer. On the left side, select the wireless network that can be connected and enter the password to access. The device can automatically record the password and access the Internet.
Click "Settings" to enter the wireless network interface, and enable/disable it through the button on the right side of WLAN. Blue indicates that it is enabled. In the WLAN interface, you can enable/disable wireless network connection and configure other settings related to wireless network. After restart, the printer will automatically reconnect to the last Wi-Fi connection.

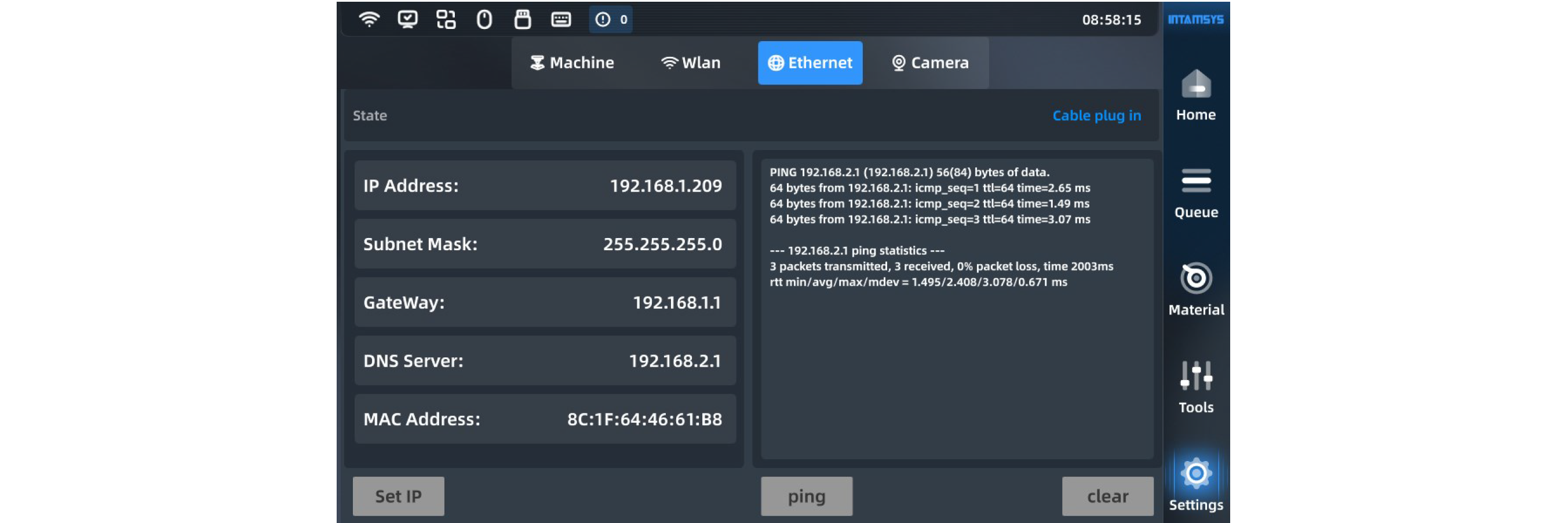
¶ 4.6.3 Wired network settings
The printer can be connected to the Internet through a network cable. Click "Set IP" at the bottom left to complete the basic settings.
¶ 4.6.4 Camera settings
Set the camera parameters, and you can preview the video here.

¶ 4.6.5 Remote print
In the device information interface, click the "Remote Print" button to enable remote print and select the IP address on this page. We can view the log after connection.
Click "Remote enabled", and enter the corresponding IP Address of the remote client. The remote connection password will be displayed on the right side. Click "Refresh" to randomly change the remote connection password. When the "Server State" is displayed as "Launched", the device has remotely connected for remote print.

Remote print operation:
1. You can obtain gcode remotely through the api interface: local storage -> ftp -> gcode in the gcode folder;
2. Start the gcode print task remotely, and the upper machine will enter the print interface accordingly. For other remote operations, the upper machine interface will also display corresponding actions.

Check "Enable log" to view the remote print log, and click "Clear" to clear the current content of the remote print log.
¶ 4.6.6 Motor enabling
The "Motor Enabled" switch is used to enable/disable X-axis motor, Y-axis motor, Z-axis motor, extruder motor, auxiliary feeding motor, etc.
Click "More Settings" in the Settings interface, and then click the button on the right side of the "Motor Enabled" to turn it On/Off. Blue indicates "On".
"On" means that all motors are powered on and "Off" means that all motors are powered off. After it is disabled, you can push each motor to move freely for easy maintenance.

¶ 4.6.7 Screen lock password settings
"Lock Screen Enabled" is the enable button for screen lock. After this function is enabled, click the "Screen Lock" button to enter the screensaver. To re-enter the screen, you need to enter the password.
Click "More Settings" in the Settings interface, and then click the button on the right side of the "Lock Screen Enabled" to turn it On/Off. Blue indicates "On". Click to enter the password modification interface. The default password is "intamsys".
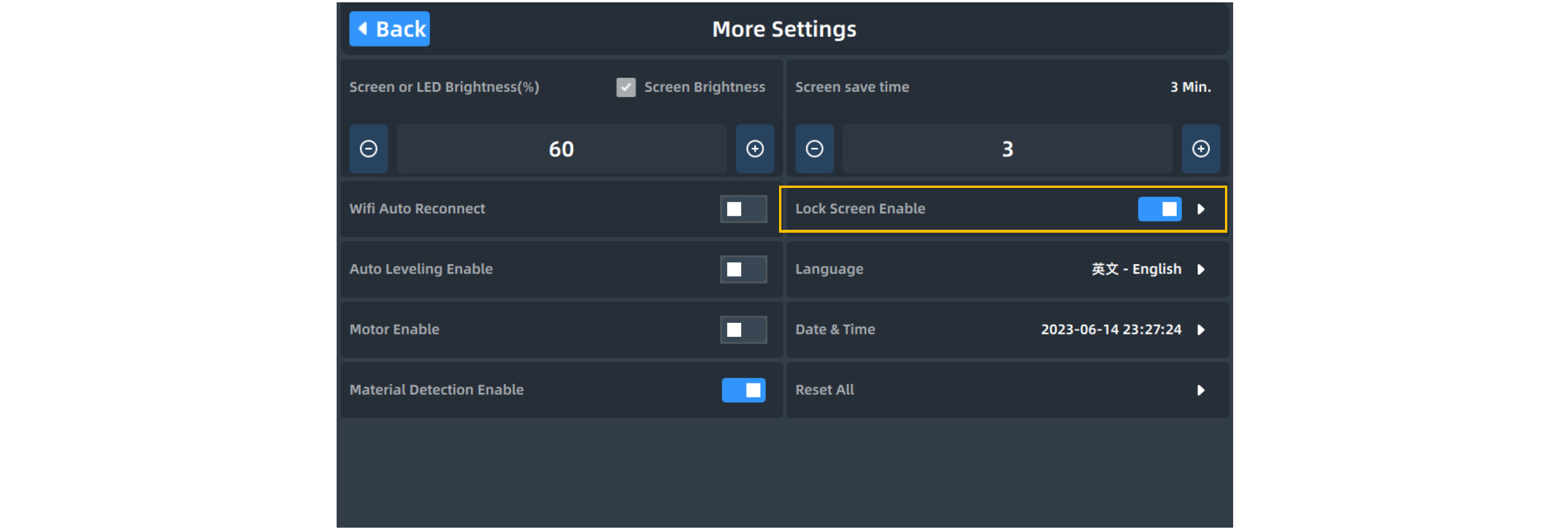
After the "Lock Screen Enabled" is "On", a box indicating to enter the password will be prompted after the system starts or when clicking on the upper right corner to restore the lock screen.
¶ 4.7 Other Interfaces
¶ 4.7.1 Warning prompt
| The warning information icon can be displayed in the status bar at the top of the main interface. You can click to view the error code, and handle it according to the description and prompt operations to clear the warning. |
 |

You can view previous warning messages of the last day, last three days or last week.

¶ 4.7.2 Resume print
If we get some error messages during printing, indicating that print can be resumed. You can operate by simply following the steps in the wizard.
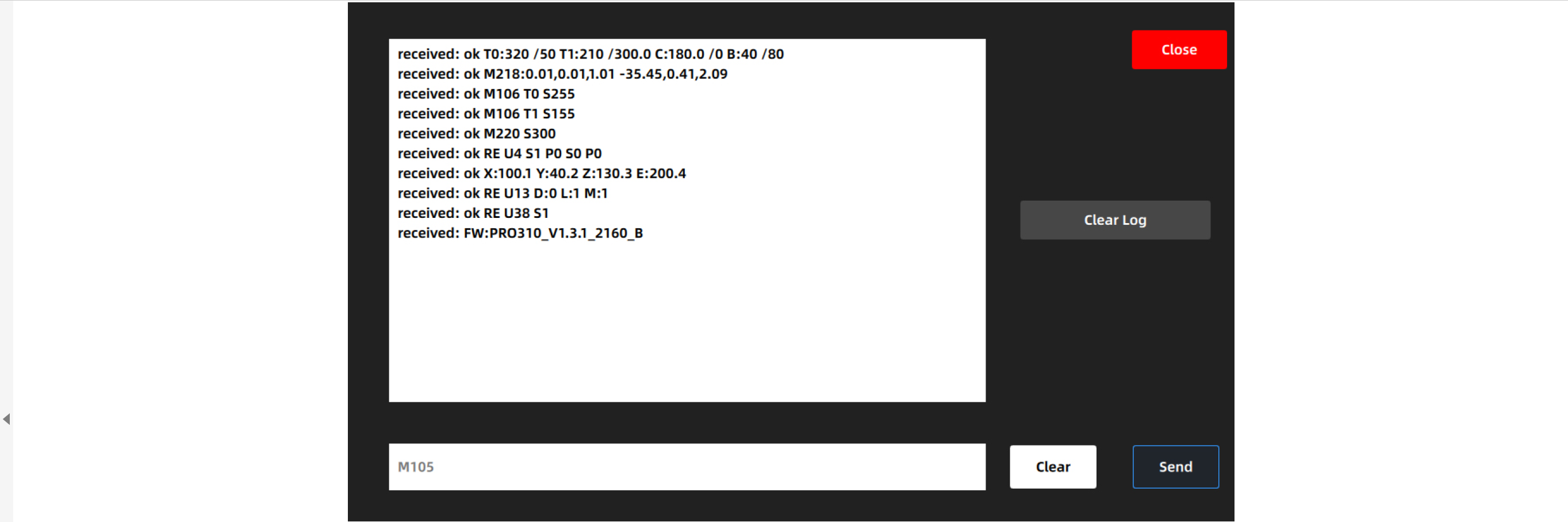
¶ 4.7.3 Command line
Command line refers to the mode in which the printer is open to developers. It is mainly used for debugging of the printer and does not need to be enabled during normal printing. When Developer mode is enabled, you can customize and send G code, and enable Logo for fault diagnosis.
You can enter "Command Line" through Settings interface.
¶ 5 Operate Printer
This chapter describes the basic operational steps for operating FUNMAT PRO 310.
¶ 5.1 Startup and Shutdown of Device
¶ 5.1.1 Power on the printer
1. The power socket is located on the lower right side of the machine. Connect the two ends of the power cord to the AC power supply plug (printer voltage: 110V and 220V) and the power socket of the printer, respectively;
2. Insert the power plug, then switch the power switch next to the power socket of the printer to the (I) position;
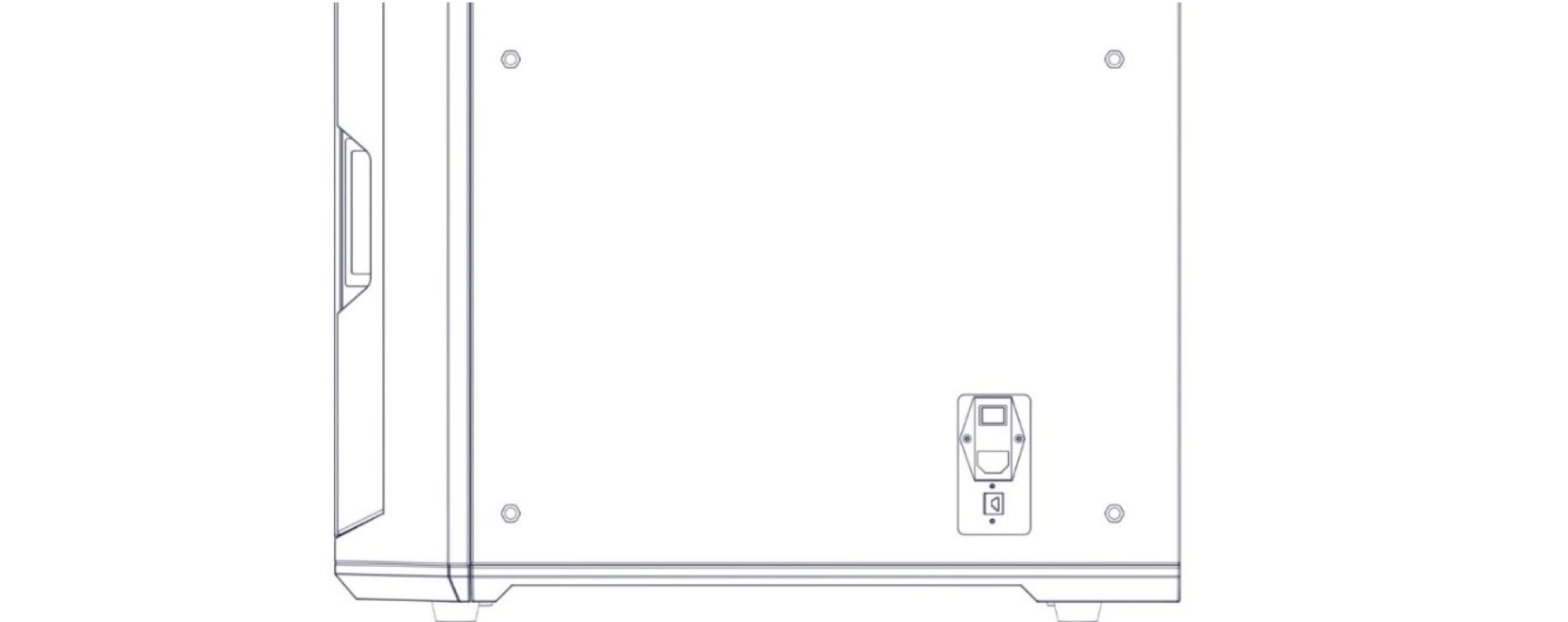
3. Turn on the front ON/OFF switch on the right side of the screen in the front of the printer, and the switch indicator is on. At the same time, operate the screen to enter the start interface, and the printer starts. After entering the screensaver interface, click any position on the screen to exit the screensaver interface. If the following interface is displayed, the printer has been started.

¶ 5.1.2 Power off the printer
Press the power button (which is also used to turn on the printer) on the front side of the printer. Note: This operation is only to turn off the printer. To power off the printer, the power switch must be switched to the (O) position.
Note: If the printer is not in use for a long time, disconnect the power cord from the AC power supply socket.
¶ 5.2 Preparation of Print Materials
This section guides you on how to load materials into nozzles. When completing the required steps, be sure to follow the operation prompts displayed on the touch screen.
The printer is supplied with an external Independent Filament Box that can hold up to two rolls of 1 kg material. The left compartment is used for printing by the left extruder, mainly for model materials, and the right compartment is used for printing by the right extruder, mainly for supporting materials.
Note: Make sure that there are no print parts or other debris on the printing platform when loading or unloading materials. Because the X-axis, Y-axis, and Z-axis will be reset during this operation, and any print parts or other debris on the printing platform can collide with the extruder or X beam.
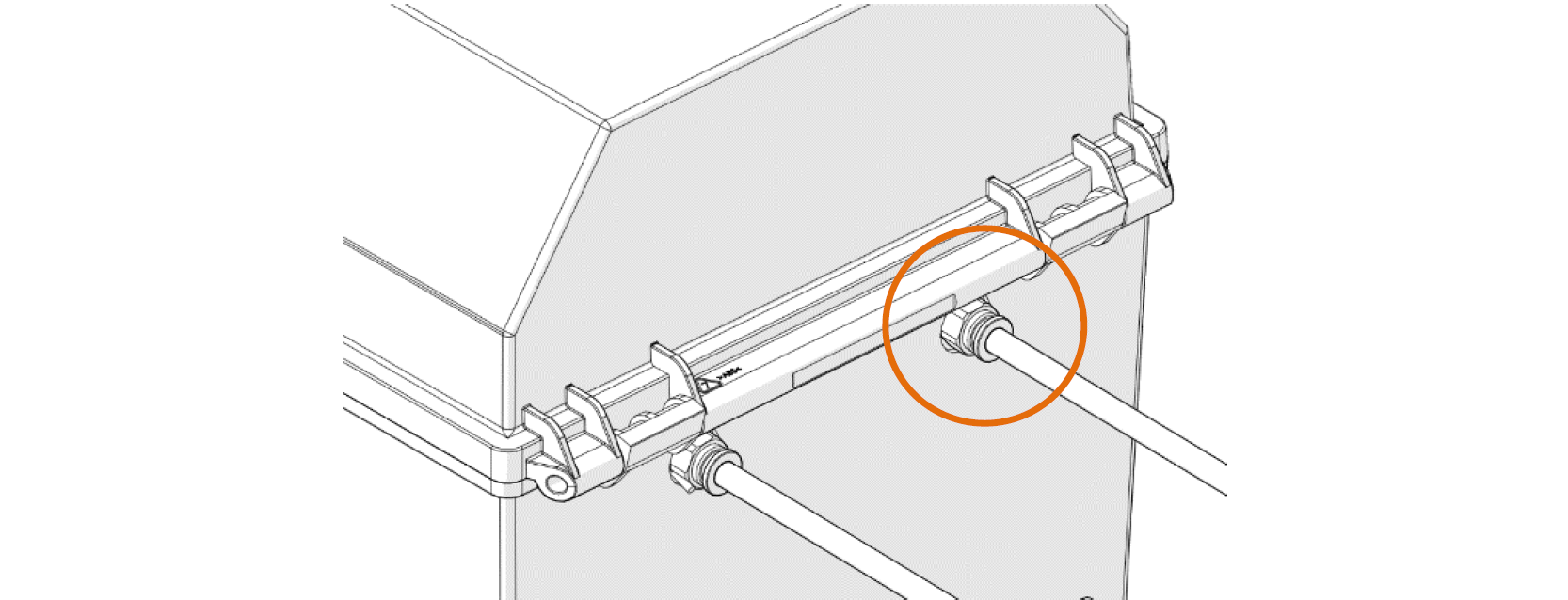
1. The filament box is placed on the right side of the printer, as shown in the figure. Insert one end of the feeding pipe in the accompanying accessories of the filament box into the quick connector and the other end into the quick connector located on the right side of the printer. The feeding pipe should be inserted to the bottom for smooth feeding.
2. Unbuckle the upper cover of the filament box, place the drying box in the front slot of the filament box, put the wire rod on the roller of the filament box as shown in the figure, and then thread the wire rod through the quick connector at the rear end until the material protrudes from the feeding pipe of the printer. After manual loading is completed, buckle the upper cover.

3. Click the "Material" button on the screen operation interface, click the left or right wire coil icon to select the extruder to be loaded with materials. The highlighted icon indicates the extruder is activated;

4. Pressing the "Material Name List" button will display INTAMSYS materials and user-defined materials. Materials that we used recently and frequently will be at the top, where we can scroll down to select available materials. User-defined materials can be configured in the material database.

Specifically, if the material on the printer is inconsistent with the material settings in the G-code print file, the system will alert the user to check the material. Click "Apply". Then the material will be automatically applied to the L&R Nozzle.
Note: We need to unload/load the corresponding materials manually.
5. After selecting the material, press the Load button to load the material step by step according to the pop-up wizard.
- After heating the nozzle to the target temperature, we can prepare materials according to the prompts on the right;
- The user can click the "Stop Load" button or other blank areas to exit the loading process;
- The user can close the prompt window, which will be collapsed for later viewing.
Please refer to 4.4 "Materials" for operations such as material unloading, material process template modification and material database modification.
¶ 5.3 Nozzle Replacement and Material Change
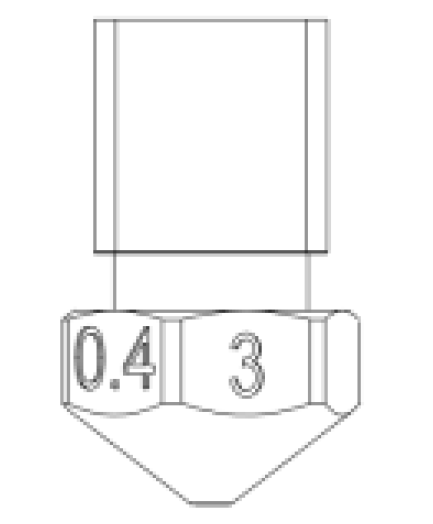
|
There are two types of printing nozzles: The silver-white nozzle is made of CuCrZr and can print all materials except fiber-containing materials (PA6-CF/PA12-CF, etc.); the black nozzle body is made of hard steel and mainly prints fiber-containing materials (PA6-CF/PA12-CF, etc.). It is strongly recommended that one nozzle prints only one material, which is conducive to stable operation of the device and easy management. |
 |
¶ 5.3.1 Nozzle Replacement
The procedure of nozzle replacement is as follows:
1. Click the "Material" button on the main interface to enter the Material interface.
2. If there is still material in the nozzle, click the "Unload" button first to unload the material according to the prompts.
3. Click "Target" and set it to the extrusion temperature of the material. After confirmation, the nozzle will be automatically heated to the target temperature. Remove the nozzle with a 7 mm socket wrench.
4. Take out the high-temperature nozzle in the socket with tweezers, replace it with a new one and install it on the extruder.
5. After replacing the nozzle, hot bed leveling, XY calibration, and Z calibration are recommended.
¶ 5.3.2 Material change before printing
To change material type before printing, you shall not only change the material on the Material interface, but also selectively replace the printing nozzle. Different nozzles shall be used to print different materials. If you want to use one nozzle to print different materials, the nozzle temperatures for printing of such materials must be very close, and an extrusion temperature difference of no more than 50℃ is recommended.
Note: Do not use nozzles for printing high-melting point materials to print supermelting point materials. For example, printing PLA with nozzles that have already printed PC will cause blockage of the extruder and printing failure.
If the old and new material types are consistent or the nozzle temperatures for printing of different materials are close, it is not necessary to replace the nozzle. The procedure is as follows:
1. Unload the old material.
2. Select the new material to be loaded, and preform the loading operations.
If the old and new material types are inconsistent or there is a big difference between the nozzle temperatures for printing of different materials, the nozzles shall be replaced; accordingly, leveling, Z calibration, and XY calibration shall also be done. The procedure is as follows:
1. Unload the old material.
2. Replace the nozzle.
3. Select the new material to be loaded, and preform the loading operations.
4. Perform again the step of hot bed leveling, Z calibration and XY calibration.
¶ 5.3.3 Pause to change material
If you need to change material while the printer is printing, follow these procedures:
1. Click the "Pause" button at the bottom of the main interface and wait until the movement of the extruder stops completely.
2. Unload the old material.
3. Load the new material.
4. After the material is loaded, click the "Start" button on the lower part of the interface to continue printing.
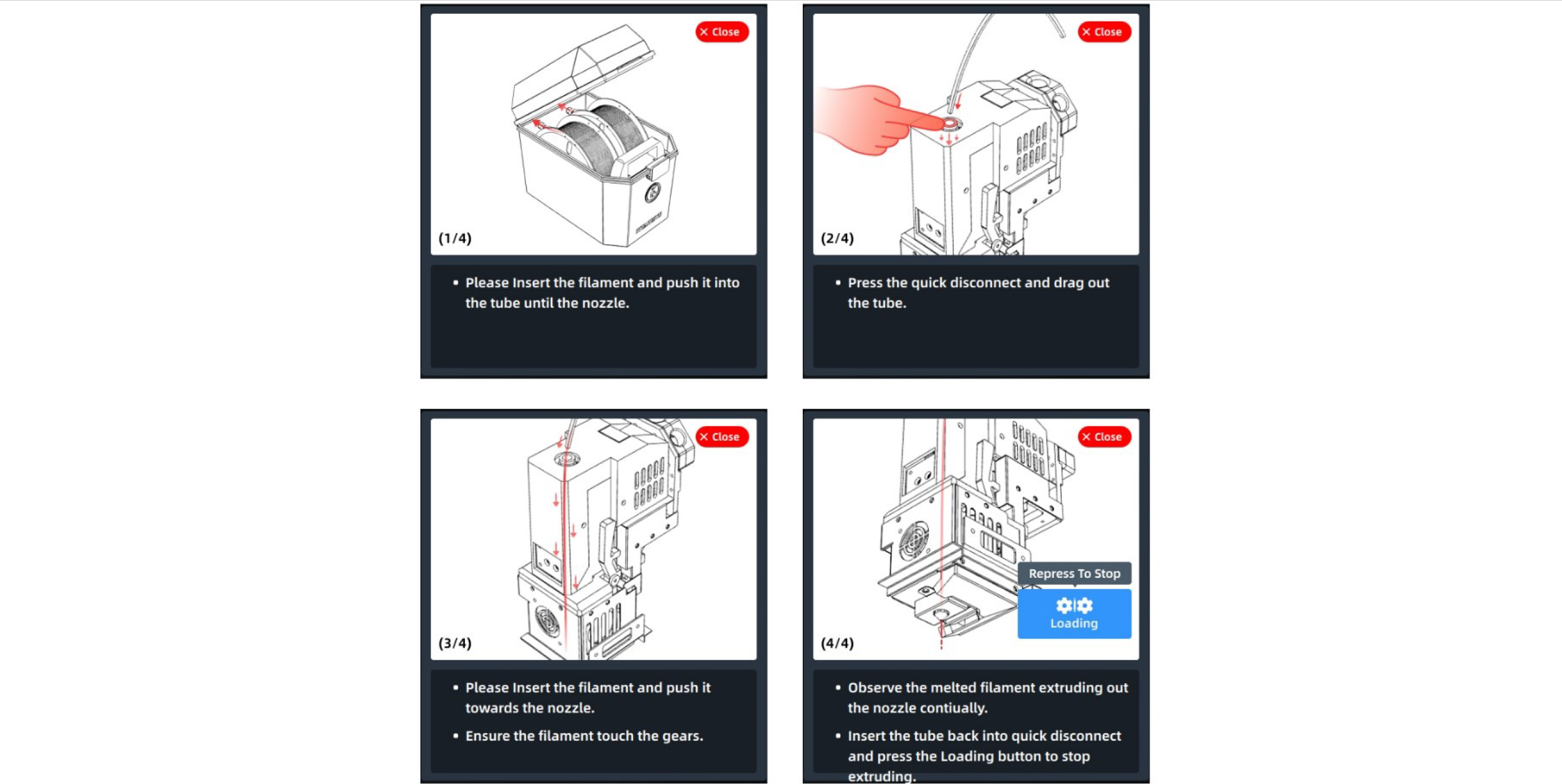
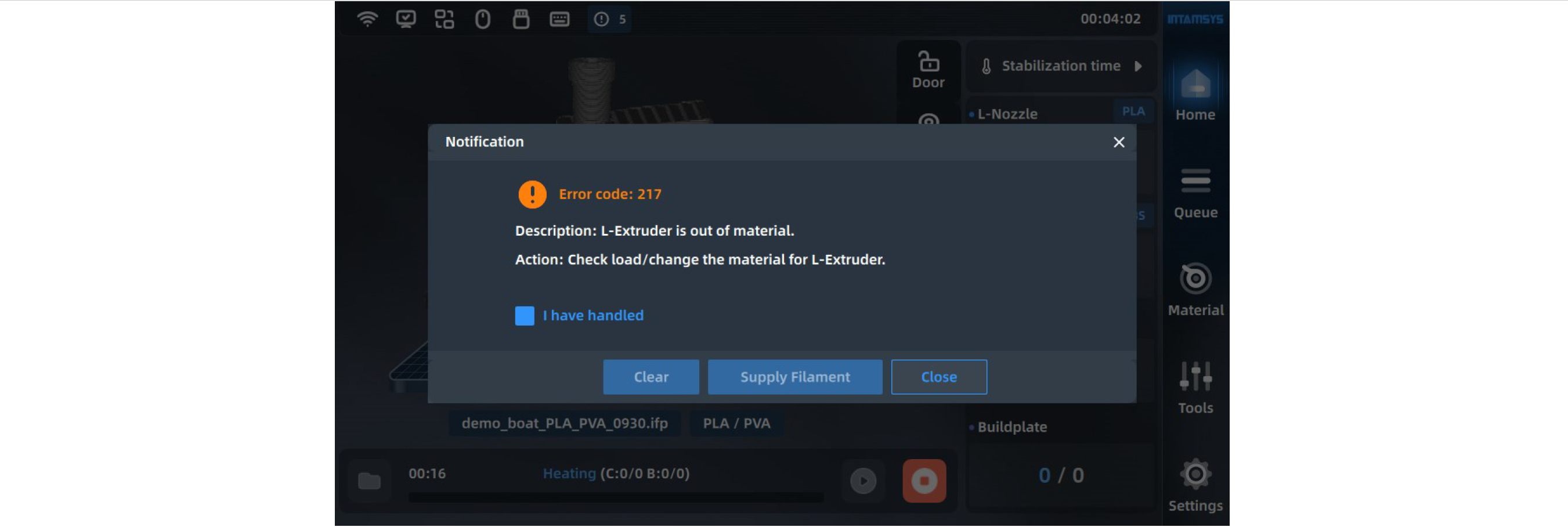
¶ 5.3.4 Supply filament after out-of-material warning
The printer provides the out-of-material alarm function. When the material runs out, the printer will pause while an alarm code prompting you to change the material will pop up on the screen. Click the "Supply filament" button on the screen, and then change the material according to the prompts on the screen. The procedure is as follows:
1. Unload the old material.
2. Load the new material.
3. After the material is loaded, click the "Print" button on the screen to continue printing.
¶ 5.4 Basic Printing Operations
¶ 5.4.1 Prepare printer
Prepare the printer for prototyping:
1. Power on the printer (see 5.1.1 for details);
2. Use a extruder brush to remove materials left on the extruder;
3. Clean the residues or impurities on the printing build plate and magnetic platform base plate;
4. Place the printing build plate on the platform base plate along the left and right guide grooves of the magnetic platform base plate;
Note: The magnetic platform base plate has a large suction force. When placing, hold the printing platform handle tightly with both hands, tilt the printing build plate, let it to contact the magnetic base plate on the rear side first, and then slowly lay it on the platform by magnetic attraction to avoid hand pinching.
5. Load materials according to the print task requirements.
6. Perform leveling, Z calibration, and XY calibration. This step can be skipped if leveling and calibration have been done.
7. When ready, the printer can perform print tasks formally.
¶ 5.4.2 Import print file to the printer
1. Import the model file into the slicing software INTAMSUITE to generate a G-code file after slicing. If you select to generate an ifp format file, you can preview the model in the main interface of the device;
2. The G-code/ifp file generated by slicing can be stored in either of the two ways:
(1) U-disk Copy the file into the U-disk, and insert the U-disk into the USB port on the right side of the printer operation panel for the printer to read;

(2) Remote network printing. Enter the IP address of the printer in the window folder address on PC, and transfer the G-code file to the printer through network for the printer to read. Steps for remote printing:
1. You can obtain gcode remotely through the api interface: local storage -> ftp -> gcode in the gcode folder;
2. Start the gcode print task remotely, and the upper machine will enter the print interface accordingly. For other remote operations, the upper machine interface will also display corresponding actions.

¶ 5.4.3 Load the print file
1. Select the location of the print file. Select the location where the file is stored in the drop-down bar in the upper right corner of the screen, such as USB storage or local storage, or directly transfer the file to the printer through remote printing mode;
2. Click the Open icon in the lower left corner of the screen, and the print file list will pop up;

3. Select the print file, and click the "Print" button to load the print file. You can also select "Add to Queue" to add print files to the print queue. If you import the file through U-disk, after the print file is loaded, you can pull the U-disk out of the USB port without affecting the printing.

¶ 5.4.4 Printing process
¶ 5.4.4.1 Main printing process
Click the "Start" button on the screen to start printing and prototyping. The printing and prototyping process has three steps: "preheat - print - heat hold".
1. Preheat. Preheat the printing platform and the chamber before printing. The preheating temperature and time are the platform temperature, chamber temperature and preheating time of the material in the left extruder on the printer (it is necessary to confirm whether the material setting of the material interface is consistent with Gcode). When the platform temperature and chamber temperature reach the target values, preheating timer starts;
2. Print. After the preheating time runs out, the printer starts to read the G-code file to perform formal printing.
3. Heat holding. After printing, the nozzle cools down and the print platform and chamber shall maintain heated. The heat hold temperature and time are based on the platform heat hold temperature, chamber heat hold temperature and heat hold time of the material in the left extruder.
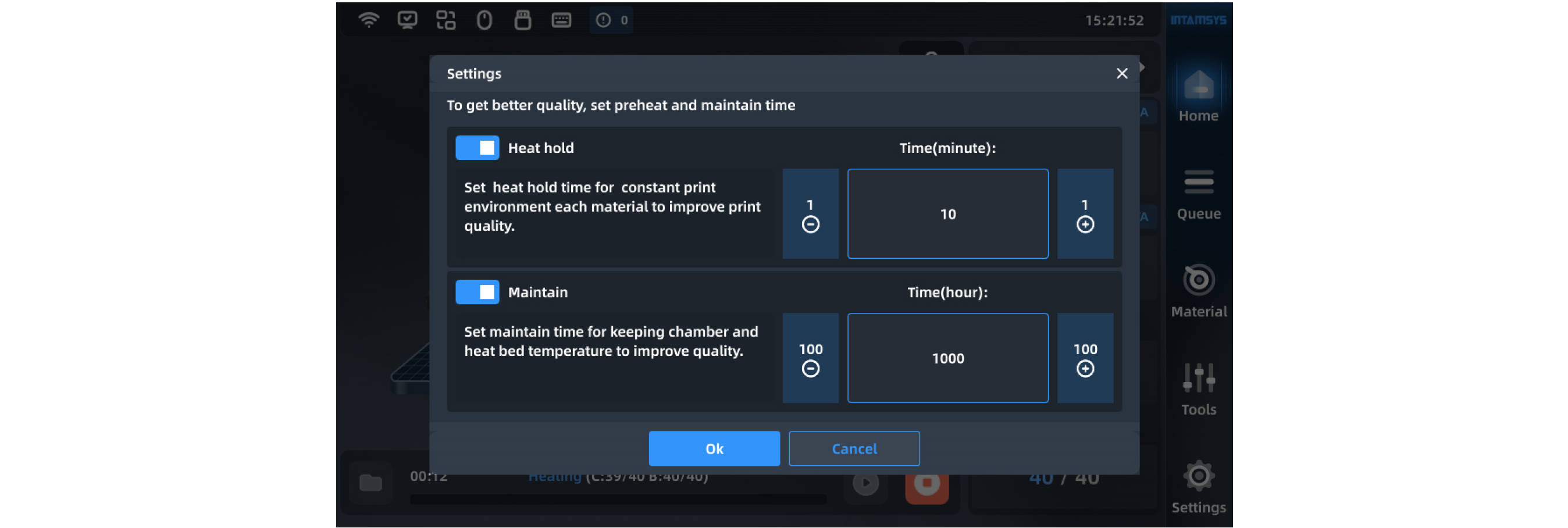
¶ 5.4.4.2 Modification of preheating time and heat hold time
During the printing and prototyping process, you can modify the preheating time and heat preservation time.
1. Click the "Heat Hold" button on the right side of the main interface to display the modification interface of preheating time and heat hold time;
2. You can enable or disable "Heat Hold" and "Maintain" options.
3. Modify the time by clicking "-"/"+", and click the "OK" button to save the modification.
Note: Preheating and heat hold need to be set before printing, and the settings during printing will not take effect; preheating can only be disabled or preheating time can be reduced when the heat hold of chamber has been maintained for a long time, otherwise it will affect the next printing effect.
¶ 5.4.5 Printing parameter settings
During printing, you can adjust the following parameters of the printer in "Tools" -> "Parameter Settings": L-Nozzle T., R-Nozzle T., Platform T., Chamber T., Left Fan Speed, Right Fan Speed, Print Speed and Material Flow.

¶ 5.4.6 Printing alarm
If the printer detects a fault that might affect the printing, a warning will be given on the screen. The alarm status button will turn yellow, orange, or red according to the warning severity.
When you press the alarm status button, a dialog box that indicates the alarm reason will pop up. The dialog box shows information about the alarm reason.

In some cases, the alarm will prevent your attempted start to print, and the printing will not start until you eliminate the error. Various warnings might be displayed when the printer performs print tasks, and some warnings will pause and stop printing. Whether the prototyping process can be restored depends on the warning severity.
See Chapter 8 for the fault alarm list and processing methods.
¶ 5.4.7 Pause printing
During printing, the Pause button on the main interface is activated. The printer can automatically pause or you can use this button to manually pause it.
¶ 5.4.7.1 Automatic pause
1. When an orange alarm is detected (see 8.1 for the orange alarm list), the automatic pause command will be sent.
2. After the path in the cache is completed, the Z-axis platform is slightly lowered, then the extruder resets, the heating of the nozzle stops while an alarm dialog box pops up, indicating the reason for pause;
3. You need to correct the corresponding error first, then click the "Clear" button to clear the alarm;
4. To restore printing, press the "Start" button on the main interface, and a restoration command will be sent to the printer to instruct it to restore printing.
¶ 5.4.7.2 Manual pause
1. Click the "Pause" button to manually pause the printer;
2. After the path in the cache is completed, the Z-axis platform is slightly lowered, then the extruder resets, and the heating of the nozzle stops;
3. To restore printing, press the "Start" button on the main interface, and a restoration command will be sent to the printer to instruct it to restore printing.
¶ 5.4.8 Stop printing
After a print task is started, the "Stop" button in the main interface is activated. The printer can automatically stop or you can use this button to manually stop it:
¶ 5.4.8.1 Automatic stop
When a red alarm is detected (see 8.1 for the red alarm list), the printer will automatically stop; After the printer receives the stop command, the heating of nozzle, platform and chamber will be disabled, and XY resets.
¶ 5.4.8.2 Manual stop
Click the "Stop" button to manually pause the printer. When the printer receives the stop command, a dialog box for confirming or canceling the stop will pop up. Press "OK" to stop the printer. After the printer receives the stop command, the heating of nozzle, platform and chamber will be disabled, and XY resets.
¶ 5.4.9 After completion of printing
After prototyping is completed, the print head resets and stops, the printing platform automatically descends to the bottom and the screen will show 100% print progress, indicating that the printing prototyping has been completed. The model needs to be removed from the printer together with the build plate.

1. Unlock the door and open the front door of the chamber. If you want to end the heat hold, enter the "stabilization time" interface and disable the Heat Hold option. At this time, the front door and top cover are unlocked; if you want to continue heat hold, click the door lock button on the status bar of the screen to unlock the front door and top cover;
2. Wear gloves and take out the flexible printing build plate;
3. Bend the flexible printing build plate up and down with both hands, and the print part will be separated from the build plate.
4. Remove excess supporting material from the print part.
¶ 5.4.10 Locking of front door and top cover
The printer is equipped with front door electromagnetic lock and top door electromagnetic lock. During the heating and printing process of the device, the front door and top door shall be closed. The door will be automatically locked after it is closed. Users can click the door lock icon on the main interface to unlock or lock the door.

For the safety of users, the printer always locks the front door and top lateral plate when the printing starts or the chamber starts to heat, and they cannot be opened after being locked. If you need to force unlock during this process, click the door lock button to unlock the front door and top lateral plate.
Note: Do not put your hands into the chamber after forced unlocking to avoid being scalded or pinched.
¶ 5.5 Printer Status
¶ 5.5.1 Temperature status
| You can view the temperature status of the printer on the main interface in real time, including target temperature and real-time temperature of left extruder; target temperature and real-time temperature of right extruder; target temperature and real-time temperature of chamber; target temperature and real-time temperature of hot bed. |
 |
¶ 5.5.2 Software version
You can view the software and firmware versions in the Device interface, and obtain upgrade information on a regular basis through the official website and after-sales service.

¶ 6 Maintenance
Proper and regular maintenance not only helps to extend the service life of your printer, but also greatly improves your printing success rate and prototyping effect every time. This chapter describes various maintenance tasks of FUNMAT PRO 310 that you need to perform.
¶ 6.1 Inspection Before Each Printing
Inspection before printing ensures the safety during printing and improves the print success rate.
¶ 6.1.1 Inspect the printing platform
Inspect the platform and flexible printing build plate:
- To ensure that the magnetic platform is free of foreign matters, there are no adsorbed debris on the magnet, and the screws for installing the magnet are not loose or protruding;
- To check whether there is any foreign matter or damage on the surface of flexible printing build plate;
- To correctly adsorb the printing build plate on the printing platform.
¶ 6.1.2 Clean the printing chamber
The material filaments remaining on the build plate of the chamber may melt in the heated chamber and stick to the build plate, and the sundries in the chamber under the platform may occupy the movement space of Z-axis. Therefore, clean all the debris and material chips inside the printing chamber carefully before printing.
¶ 6.1.3 Inspect the nozzle
To prevent the residual materials on the nozzle from affecting the prototyping quality of printing works, you should inspect whether the nozzle is clean before each printing. If it is not clean, you need to heat the extruder to the temperature that can melt the residual materials, then clean the extruder using a copper wire brush with wooden handle.
If the material sticks to a higher position and enters the small housing near the nozzle, you need to remove the small housing near the nozzle, clean the nozzle and then install it back.

¶ 6.2 Maintenance after Each Printing
¶ 6.2.1 Clean the printing build plate
After printing, lower the printing platform for a certain distance, then wear gloves to take out the printing build plate together with the print part from the printer, bend the flexible printing build plate with both hands to separate the print part from the printing build plate, and then clean the printing build plate and put it back on the hot bed.
¶ 6.2.2 Clean the nozzle
Inspect whether the nozzle surface is stuck with some print materials after each printing. If the nozzle is covered by residual materials for a long time, its service life will be affected. To prepare for the next printing, pay special attention to cleanliness of the nozzle surface. If the nozzle is stuck with too many residual materials, heat the nozzle to the set temperature of the material and then clean it using a copper wire brush with wooden handle.
Note: Move the printing build plate to the lowest position before cleaning the nozzle, and be careful to avoid scalding due to high temperature of the nozzle during cleaning.
¶ 6.2.3 Clean the chamber
The nozzle brush scrapes some material chips into the chamber during printing. Clean the chamber carefully every time after printing a work.
¶ 6.3 Regular Maintenance
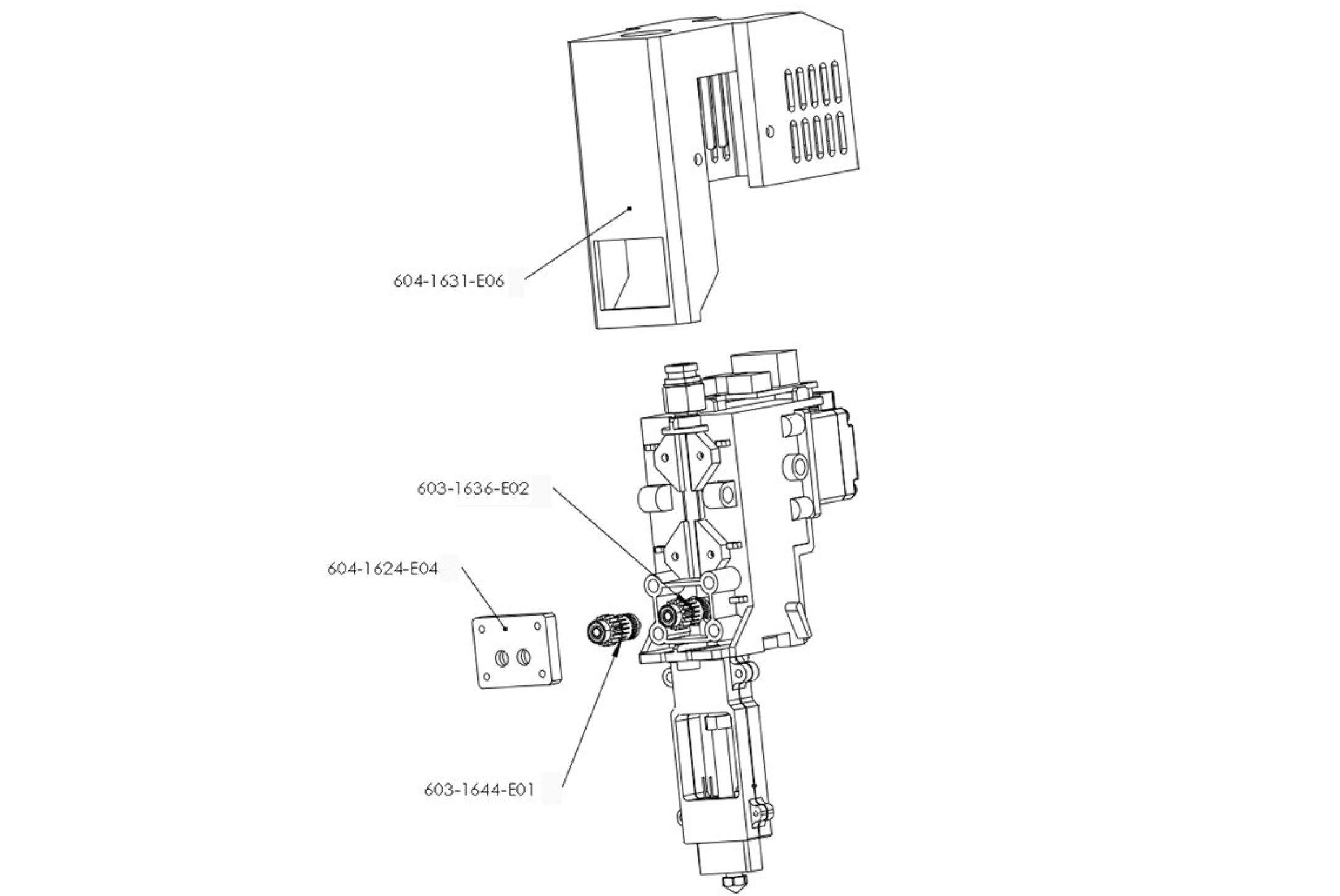
¶ 6.3.1 Clean feeding gears of the extruder
After long-term use, more and more cut material chips accumulate in the tooth spaces of feeding gears, thus reducing the feeding force of the extruder. It is recommended to remove the front housing of the extruder every month, remove the front cover plate, and take out the feeding gear shaft 2 to inspect the accumulation of material chips in the tooth spaces of two feeding gear shafts. If necessary, you need to carefully clean each tooth space with tools such as small copper wire brush or tweezers.
¶ 6.3.2 Maintenance of moving parts
It is recommended to re-apply PFPE grease or lithium soap based grease every 6 months for the X-axis and Y-axis motion guide components (The left and right lateral plates of the printer shall be removed when applying grease to the Y-axis guide rail).
- Ensure that all relevant temperatures are set to "0" and the motor is disabled in System Settings ("Motor enabled" is Off);
- Manually move the extruder assembly to the center;
- Clean the residual grease on the X/Y guide rail with a cloth;
- Apply Perfluoropolyether grease to the X/Y guide rail with a soft brush. Note: Excessive grease may have a negative impact on motion.
- Move the extruder assembly back and forth several times on the X/Y axis for evenly applying the grease.

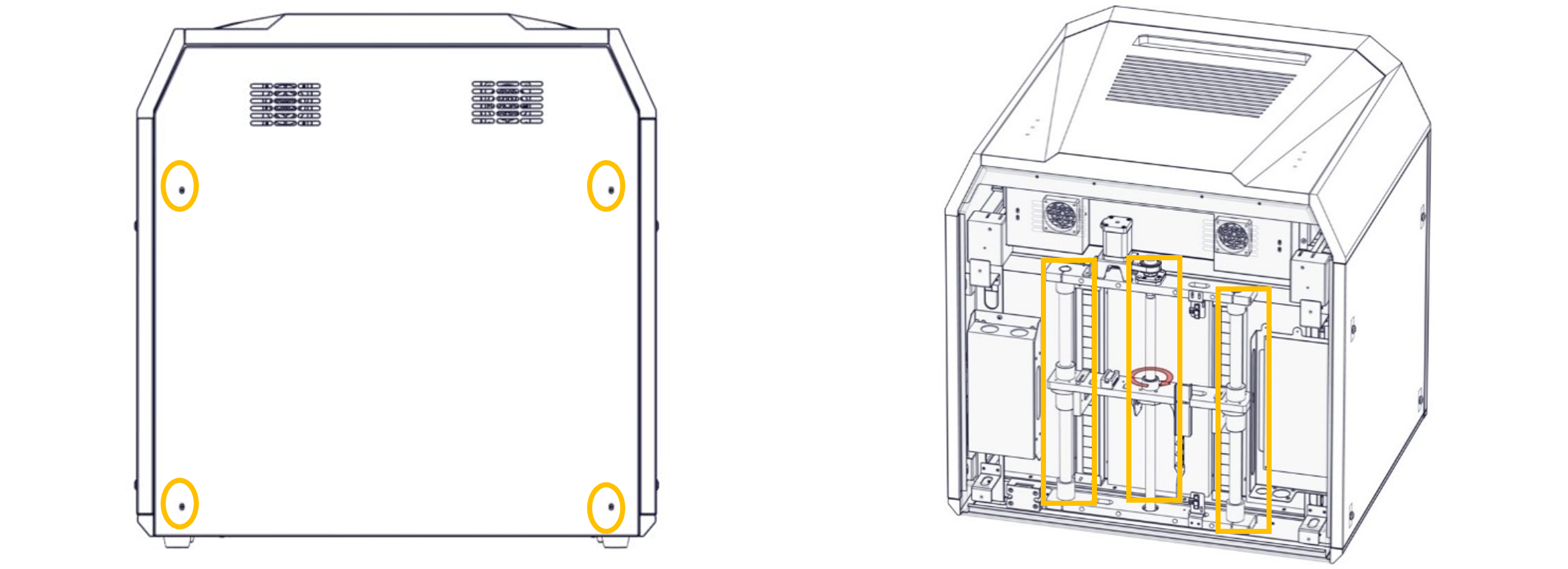
The Z-axis motion components include linear bearing and ball screw. It is recommended to re-apply Perfluoropolyether grease or lithium soap based grease to the Z-axis motion components once every 6 months (The rear plates of the printer shall be removed).
- Power off the printer and unplug the main power cord.
- Remove the 4 locking screws at four corners of the rear cover with a wrench.
- Apply Perfluoropolyether grease or lithium soap based grease to the linear guide rail and ball screw with a soft brush. Excessive grease may have a negative impact on motion.
- Install the rear cover back to its original position and fix it, plug in the main power cord, then turn on the printer, and move the Z-axis up and down 10 times to evenly smear the grease.
Note: Before re-applying grease on each component, wipe the surface of the kinematic pair clean with a dust-free cloth dipped in alcohol, then evenly apply grease on the surface.
¶ 6.3.3 Maintenance of chamber filter
Air filters are installed at the air inlets on both sides of the printing chamber. You can access the filters by unscrewing the screws of the filter cover plate and removing the cover plate. It is recommended to check or replace them every 6 months.

¶ 6.3.4 Maintenance and Replacement of Feeding Pipe
The feeding pipe of the printer consists of two parts, one inside the printer and the other outside the printer. The external feeding pipe is connected to the printer from an independent filament box, and the internal feeding pipe is connected to the extruder by a material shortage detection mechanism.
As the internal feeding pipe works in a high-temperature environment, it is recommended to replace it every 12 months to avoid possible aging that may reduce its flexibility.
1. Unload the consumables and ensure that all consumables are returned to the material compartment.
2. Turn off the printer and open the top cover, and start maintenance after the temperature of all components drops to room temperature.
3. Move the extruder assembly to the center, press down the black collar with one hand and take out the feeding pipe with the other.
4. Take out the other end of the feeding pipe from the quick connector according to Step 3.

5. Remove the external feeding pipe according to the same steps.
6. Prepare new pipes of the same length, install them in place.
Note: Both ends of the feeding pipe must be fully in place to ensure smooth threading.
¶ 6.4 Others
It is recommended to ask a professional with certain expertise to conduct a thorough inspection of your printer before the one-year warranty period expires. The professional shall inspect whether the fans, heater, power switch, fuse and other components are in normal condition. If any exception is detected, contact our local agent. Some protective components might need to be removed during inspection to make the components to be inspected observable. Be careful because this poses a certain safety risk.
You can download the latest version of firmware and screen software from the following website:
https://www.intamsys.com
¶ 7 Trouble shooting
This chapter lists some faults that might occur during printing and required troubleshooting measures after each fault occurs.
If you have any question during operation based on this user manual, contact the Customer Support in the region where you are located.
| Table 8.1 Fault Code List | |||
| Code | Fault | Category | Measures |
|
301 |
The L-Nozzle T. is too high. | error | Check the L-Nozzle sensor or heater. |
|
302 |
The R-Nozzle T. is too high. | error | Check the R-Nozzle sensor or heater. |
|
303 |
The hot bed T. is too high. | error | Check for exception in the cable or connector of hot bed sensor |
|
304 |
Chamber T. is too high. | error | Check for exception in the cable or connector of chamber sensor |
|
306 |
The circuit of the L-Nozzle temperature sensor is damaged. | error | Check the circuit of L-Nozzle temperature sensor. |
|
307 |
The circuit of R-Nozzle temperature sensor is damaged. | error | Check the circuit of R-Nozzle temperature sensor. |
|
308 |
The circuit of the hot bed temperature sensor is damaged. | error | Check the circuit of hot bed temperature sensor. |
|
309 |
The circuit of the chamber temperature sensor is damaged. | error | Check the circuit of the chamber temperature sensor. |
|
210 |
The L-Nozzle T. remains unchanged during heating. | warning | Please check the installation positions of L-Extruder sensor and heating rod |
|
211 |
The R-Nozzle T. remains unchanged during heating. | warning | Please check the installation positions of R-Extruder sensor and heating rod |
|
312 |
The L-Nozzle T. rises too slow. | warning | Check whether the heater is damaged or the wiring has exceptions |
|
313 |
The R-Nozzle T. rises too slow. | warning | Check whether the heater is damaged or the wiring has exceptions |
|
314 |
Hot bed heating timeout | error | For heating timeout, check for exceptions in the heating circuit |
|
315 |
Chamber heating timeout | error | For heating timeout, check for exceptions in the heating circuit |
|
316 |
Power failure | error | Check for exception in the external power supply |
|
217 |
Material shortage of left extruder | warning | Please replace the material or insert the material into the out-of-filament detection sensor |
|
218 |
The right extruder is out of material. | warning | Please replace the material or insert the material into the out-of-filament detection sensor |
|
221 |
The chamber front door is open. | warning | Close the front door. |
|
222 |
The chamber top door is open. | warning | Close the top door. |
|
326 |
Hot bed overtemperature switch triggered | error | Please check for exception in the sensor installation and wiring |
|
332 |
X limit sensor triggered. | error | Please confirm whether the printing is staggered or the model exceeds the printing size of the printer |
|
333 |
Y-limit sensor triggered. | error | Please confirm whether the printing is staggered or the model exceeds the printing size of the printer |
|
334 |
Z-limit sensor triggered. | error | Please confirm whether the leveling is normal or whether the model exceeds the printing size of the printer |
|
235 |
Extruder leveling sensor abnormal | warning | Extruder calibration and automatic leveling cannot be carried out. Please check whether the extruder leveling sensor is disconnected or whether the connector is loose |
|
171 |
Serial port communication error. | error | If possible, please continue printing. If there is no response for a long time, please shut down and restart the printer |
|
391 |
The instruction cannot be completed without resetting | error | Resetting operation is required in axis control |
FOLLOW INTAMSYS ON

www.intamsys.cn
info@intamsys.com
| HEADQUARTERS: | BRANCH: | BRANCH: |
| INTAMSYS Technology Co., LTD | INTAMSYS TECHNOLOGY GmbH | INTAMSYS Technology, US. |
| Address: Address:1&4F, Building 2, No.24&26 Gubo Road Pudong New District, 201316 Shanghai China | Address: 35, Zeppelinstr., 73760 Ostfildern Deutschland | Address: 1884 Berkshire Lane N, Plymouth MN 55441,United States |
| Copyright ©2023 INTAMSYS Technology. All rights reserved. The information at hand is provided as available at the time of printing, INTAMSYS reserves the right to change any information without updating this publication. | ||